注塑机炮筒怎么清理(注塑工艺基础知识PPT)
Posted
篇首语:知识就是力量,时间就是生命。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机炮筒怎么清理(注塑工艺基础知识PPT)相关的知识,希望对你有一定的参考价值。
注塑机炮筒怎么清理(注塑工艺基础知识PPT)
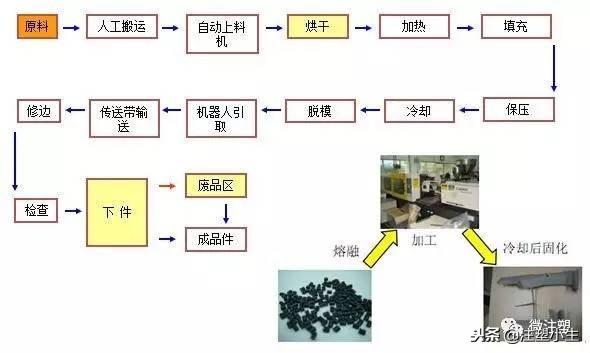
工艺流程
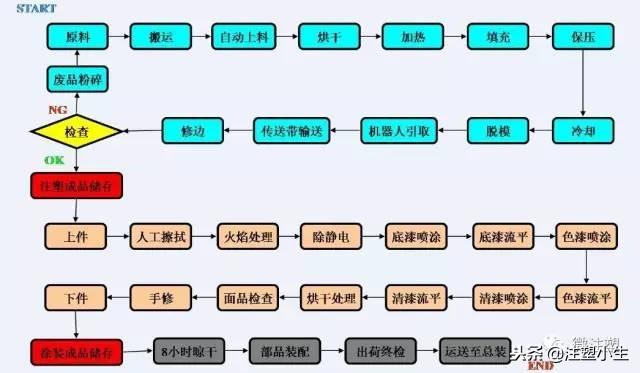
注塑工艺流程
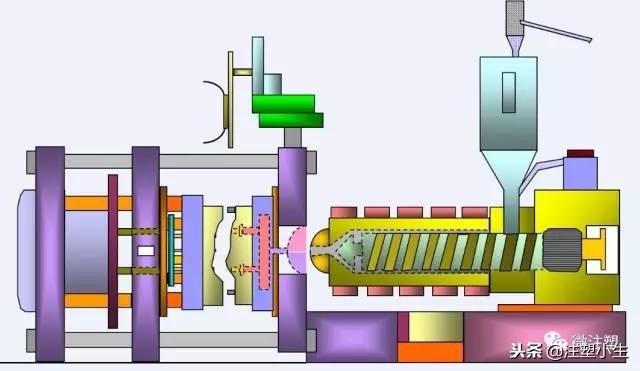
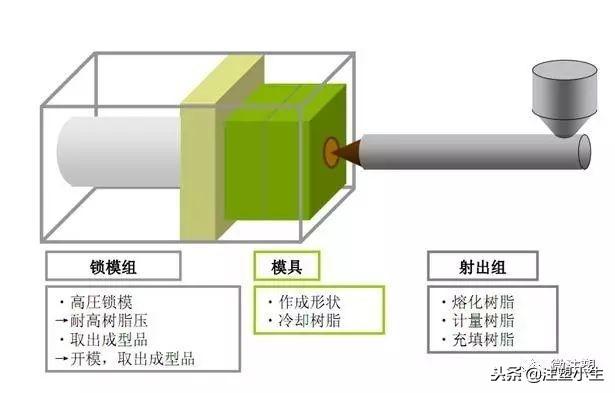
注塑机
注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆头部;
与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。
注塑过程参数工艺的五大要素
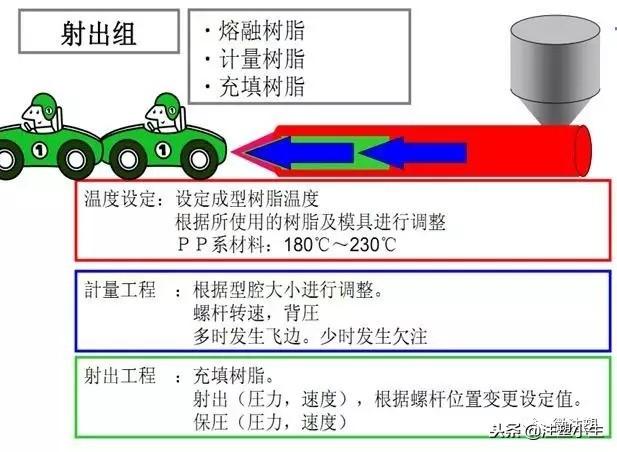
1、 温度:
A、油温:对于液压机而言是由于机器的不停运作液压油运动摩擦而产生的热能,它是由冷却水来控制, 在开机时要确认油温在45℃左右,若油温过高或过低均会影响压力的传递。
B、 料温:即炮筒温度,此温度要根据材料和产品的形状和功能去设定,若有文件则根据文件去设定它。
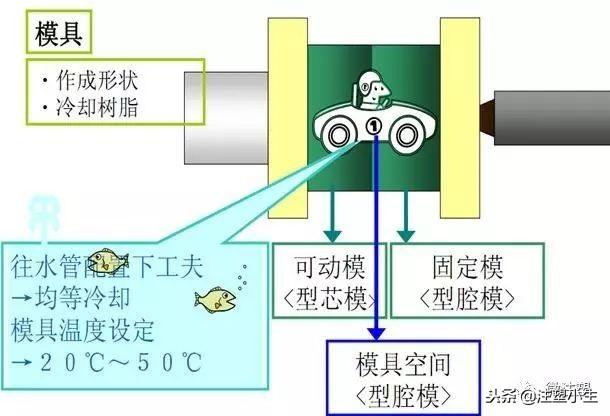
C、 模温:此温度也是一个重要的参数,它的高低对于产品的性能影响很大,故设定时一定要考虑产品的功能和结构,同时还要考虑到材料和周期。
2、速度:
A、 开合模的速度设定,开合模的设定一般是按慢—快—慢的原理,这样设定主要考虑机器、模具、周期去考虑。
B、顶出设定:可根据产品的结构来设定,结构复杂的最好用慢速顶出一些再用快速脱模,缩短周期。
C、射速:根据产品的大小,结构去设定,若结构复杂较为壁薄的可快速,若结构简单壁厚的可用慢速,还要根据材料的性能,由慢到快设定。
3、 压力:
A、 射胶压力:根据产品的大小,壁的厚薄,由低到高,调试时考虑其他因素。
B、 保压压力:保压压力主要是确保产品的定型,稳定尺寸,其设定也要根据产品的结构、形状来设定。
C、 低压保护压力:此压力主要对模具的保护作用,使模具的损坏达到最低限度。
D、 锁模力:是指模具合模起高压所需要的力,有些机器可以调节锁模力,有些则不能。
4、时间:
A、 射胶时间:此时间设定一定要比实际的时间长,也可起到射胶保护的作用,在射定时设定值比实际值大0.2秒左右,设定时应考虑与压力、速度、温度的配合。
B、 低压保护时间:此时间在手动状态下,首先把时间设定为2秒,再根据实际时间追加0.2秒左右输入。
C、 冷却时间:此时间一般根据产品的大小、薄厚来设定,但熔胶时间不要大于冷却时间,能使产品充分定型即可。
D、 保压时间:此时间就是在注射完成后为了保证产品的尺寸,在保压的压力下让熔体倒流之前把浇口冷却的时间,可根据浇口大、小来设定。
5、位置:
A、 开合模位置可根据开合模速度对应来设定,关键要把低压保护的起始位置时定好,即低压的开始位置应是最可能保护模具,又不影响周期的点,终止位置应为在慢速合模时模具前后模所接触的位置。
B、 顶出位置:此位置能满足产品完全脱模即可,首先由小到大递增来设定,注意装模时一定要把回退位置设为“0”,否则易损坏模具。
C、 熔胶位置:根据产品大小和螺杆大小算出其料量,再设定出相应的位置。D、 V—P位置应由大到小即Short—Short法来找出V—P位置(即V—P切换点)。
总之:在调试时这五大要素是相辅相成的,必须相互联系起来去设定调试。

磁力模板
磁力模板是利用永久磁性材料的永久磁力进行工作的,不需用电能维持工作力。一旦吸上模具,没有任何外界因素(包括人为因素)能改变或降低磁力的大小。
使用磁力模板时,不论模具背板大小如何,都可以随时装夹在磁力模板上而无需任何调整。无论是横装、竖装,甚至是斜装,都毫无限制。因为磁力模板全部敞开,不需给压板预留夹压位置,所以可将更大的模具安装在机器上。
由于磁力模板板面上全部布置了磁极,特别是在模板中心部位的磁极也是夹紧点,因此模具背板所受夹压力均匀,在开合模过程中模具不会发生应力变形,从而使注塑出的产品具有更好的质量和更高的一致性,更能真实地反映模具的实际质量与工作状况,同时模具的寿命也因而得到延长。
冷水机
注塑机冷水机应用于塑料加工机械成型模具冷却,能够大大提高塑料制品表面光洁度,减少塑料制品表面纹痕和内应力,使产品不缩水、不变形,便于塑料制品的脱模,加速产品定型,从而极大地提高塑料成型机的生产效率。

模温机
模温机又叫模具温度控制机,广泛应用于塑胶成型,导光板压铸,橡胶轮胎、滚轮,化工反应釜、粘合、密炼等各行各业。从广义方面讲,叫温度控制设备,包含加温和冷冻两个方面的温度控制。
主要作用是:
1、提高产品的成型效率;
2、降低不良品的产生;
3、提高产品的外观,抑制产品的缺陷;
4、加快生产进度,降低能耗,节约能源。
烘干上料系统
塑料烘干供料系统采用真空传送方式,通过集中的管路系统将塑料原料从储料罐输送到中央除湿干燥系统,然后将干燥后的原料输送到每台注塑机中。烘干上料输送系统采用“一台机器一根管”的设计方式,烘干上料系统保证整个系统的空气对原料进行输送,防止除湿干燥后的原料回潮。同时在每个输运行稳定,绝无堵料的现象发生。烘干上料系统配合除湿干燥系统使用,可使用除湿干燥送
循环后会对输送管线进行清理,确保管路内没有残余的粒料,在避免原料回潮的同时,烘干上料系统也保证了加入注塑机中的原料性能的一致。在真空负压作用下原料中原由的粉尘会通过粉尘过滤系统被过滤出来,塑料中央供料系统有助于提高成型产品的质量。
热流道控制器
热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
粉碎机
塑料粉碎机,顾名思义是破碎塑料材质的粉碎机。在注塑机或者造粒机生产原料的同时,产生的不良品和水口料,可以及时投入机边塑料破碎机,经过粉碎OK后,且保持粉碎之干净、干燥,在“雨料比例阀”定比例的情况下,原料与水口粉碎混合、成型,制造良品,循环利用。
传送带
传送带:具有牵引件的传送带一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。牵引件用以传递牵引力,可采用输送带、牵引链或钢丝绳;承载构件用以承放物料,有料斗、托架或吊具等;驱动装置给输送机以动力,一般由电动机、减速器和制动器(停止器)等组成;张紧装置一般有螺杆式和重锤式两种,可使牵引件保持一定的张力和垂度,以保证传送带正常运转;支承件用以承托牵引件或承载构件,可采用托辊、滚轮等。
换模台车系统
换模台车系统是通过工业工程的方法,将模具的产品换模时间、生产启动时间或调整时间等尽可能减少的一种过程改进方法。可提供单机单模,单机双模,多机共享等多种换模方式,能在短时间内完成模具移入、定位、锁模和移出,提升换模工作效率。
1. 減少換模待機時間。
2. 台車移動自動對機台尋位。
3. 模具移入自動檢知開模行程、
到位及定位裝置。
4. 模具滑落防呆保護裝置。
注塑设备/工装—模具
注射模具是用装配形成的空腔(一个或多个),成型制品所需的形状,生产(常是大批量的)塑料零件或产品的一种装置。
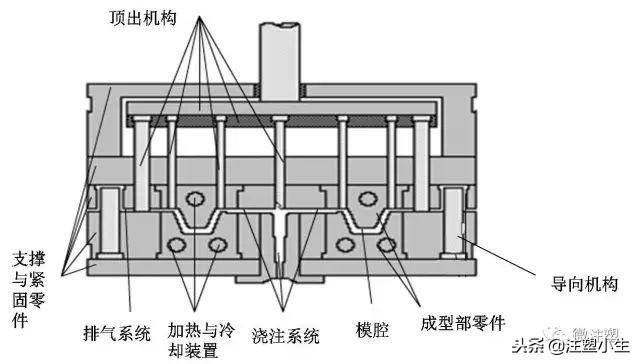
①、注塑模具的组成
⑴、模腔:模具中用于成型塑料制件的空腔部分,模腔的形状与制件的形状一致,模腔一般由型腔和型芯组成;
⑵、成型部零件:构成塑料模具模腔的零件统称为成型部零件,通常包括型芯(成型塑件内部形状)和型腔(成型部件外部形状);
⑶、浇注系统:将塑料由注塑机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成;
⑷、导向机构:为确保动模和定模合模时准确对中而设置的导向零件,通常有导向柱、导向孔或在动模定模上分别设置相互吻合的内外锥面;
⑸、顶出机构:在开模过程中,将塑件从模具中顶出的装置,有的注射模具的顶出装置为避免在顶出过程中顶出板歪斜,还设有导向零件,是顶出板保持水平运动。有顶杆、顶板、顶杆固定板、复位杆、主流道拉料杆、支撑钉、顶板导柱及顶板导套组成
⑹、冷却与加热装置:为了满足注塑工艺对模具温度的要求而设置的冷却或加热系统。冷却系统一般在模具内开设冷却水道,加热则在模具内部或周围安装加热元件,如电加热元件;
⑺、排气系统:在注塑成形过程中,为了将型腔内的气体排出模具外而开设的排气系统。一般由分形面间隙、型芯、型腔间隙或排气槽排气;
⑻、支撑部零件:用来安装固定或支撑成型部零件及前述的部分机构的零部件。支撑零部件组装在一起,可以构成注塑模具的基本骨架;
⑼、侧分型与抽芯机构:带动活动型芯做侧向移动(抽拔与复位)的整个机构称为侧分型与抽芯机构,简称侧抽芯机构。
②注射模的工作原理
模具合模时,在导柱和导套的导向定位下,动模和定模闭合。模腔由定模板上的型腔与固定在动模板上的型芯组成,并由注射剂合模系统提供的锁模力锁紧;
注射机开始注射,塑料熔体经定模上的浇注系统进入模腔,待熔体充满型腔并经过保压、补塑和冷却定型后开模;
开模时,注射机合模系统带动动模后退,模具从动模和定模分型面分开,塑件包在型芯上随动模一起后退,同时,拉料杆将浇注系统的主流道凝料从浇口套中拉出;
当动模移动一定距离后,注射机的顶杆接触顶板,顶板机构开始动作,是顶杆和拉料杆分别将塑件及浇注系统凝料从型芯和冷料穴中推出,塑件与浇注系统凝料一起从模具中落下,至此完成一次注射过程;合模时,顶出机构靠复位杆并准备下一次注射。
③注塑模具的使用方法
选定合适的设备并安装完毕后,就可以准备生产,在生产前和生产过程中要注意以下几点:
1.必须由专业人员接通各种电路,油路,气路,水路等管线,确认不漏电,不漏水,不漏油,气路,水路和油路畅通。冷却水要用软化水。
2.液压,气动及侧抽芯空载时要反复实验。
3.空载时反复检查顶出系统的顶出和复位是否顺畅,有无卡滞现象和异常声音。
4.检查热流道系统。
5.检查模具内有无异物。
6.生产前各种滑动部件应涂上润滑油。
7.应由有经验的人员调整注塑工艺参数。
8.生产中要随时检查模具和制品,发现如有异常情况应立即停止使用。
④模具不用时的保养
1.决不能把材料留在模具中,停机前应取出模具中的塑件和浇道残料及其它沉积物。
2.在模具停用储存之前,使用压缩空气将冷却通道内的杂质清除干净,并用热风烘干。
3.入库前应清理干净模具,并在滑动部件加上润滑剂(方导柱,推板导柱,滑块压板等)。
4.入库前应清除由水或腐蚀性塑料所引起的锈点,若锈蚀严重,还应使用研磨剂研磨,抛光。
5.模具的各种保养工作结束以后,应仔细对其进行干燥处理,并涂上防锈油,最后,模具应存放在干燥的地方。
来源:微注塑
相关参考
注塑机炮筒黑点怎么清理(注塑产品表面有流痕的故障分析及改善方法)
名词解释 成型制品表面的线状痕迹,此痕迹显示了熔料流动的方向。故障分析及排除方法 1、熔料流动不良导致塑件表面产生以浇口为中心的年轮状波流痕。可分别采取提高模具及喷嘴温度,提高注射速率和充模速度,增加注射...
注塑机炮筒黑点怎么清理(注塑产品表面有流痕的故障分析及改善方法)
名词解释 成型制品表面的线状痕迹,此痕迹显示了熔料流动的方向。故障分析及排除方法 1、熔料流动不良导致塑件表面产生以浇口为中心的年轮状波流痕。可分别采取提高模具及喷嘴温度,提高注射速率和充模速度,增加注射...
工艺流程注塑工艺流程注塑机注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压...
注塑机如何清理炮筒黑料最快(“头盔热”何以如此疯狂?乐清加大监管力度 打造行业新标准)
近日,头盔成了热门话题,全国各地的客商来到了城东街道新塘工业区“抢”头盔,各生产厂家纷纷“闭门谢客”,称订单已经排至一个月以后。头盔价格每天“高歌猛进”,疯狂的背后折射出诸多问题,乐清市监、应急、消防...
注塑机如何清理炮筒黑料最快(“头盔热”何以如此疯狂?乐清加大监管力度 打造行业新标准)
近日,头盔成了热门话题,全国各地的客商来到了城东街道新塘工业区“抢”头盔,各生产厂家纷纷“闭门谢客”,称订单已经排至一个月以后。头盔价格每天“高歌猛进”,疯狂的背后折射出诸多问题,乐清市监、应急、消防...
注射成型原理及其工艺过程注射成型原理,注塑机的工作原理与打针用的注射器相似,它是借助螺杆的推力,将已塑化好的熔融状态(即黏流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程,其原理见图31-5...
注射成型原理及其工艺过程注射成型原理,注塑机的工作原理与打针用的注射器相似,它是借助螺杆的推力,将已塑化好的熔融状态(即黏流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程,其原理见图31-5...
...以解决的。技巧:出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(残余胶量为0)...
...以解决的。技巧:出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(残余胶量为0)...
一、多段射出塑料流动原理:1、第一射胶低速进胶,将喷嘴到冷料头移开再提高二段射速充满模穴以缩短浇口部塑料流到末端的时间,使充填中的塑料粘度维持最小的固化,但高速射出要控制正确的保压切换点很困难,所以必...