注塑机温度正常是多少(注塑工艺成型五要素之“时间”与“温度”)
Posted
篇首语:停下休息的时候,不要忘记别人还在奔跑。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机温度正常是多少(注塑工艺成型五要素之“时间”与“温度”)相关的知识,希望对你有一定的参考价值。
注塑机温度正常是多少(注塑工艺成型五要素之“时间”与“温度”)
01—
注塑时间设定
注射时间:
要领:射出时间刚好满足产品95%的状态时;设定原则以越小越好,缩短成型周期
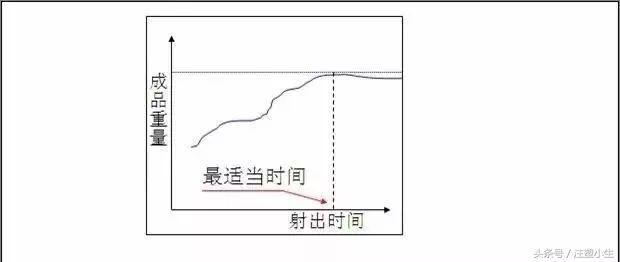
保压时间:
保压时间的确定以浇口冷凝为依据通过产品称重来确定。
保压时间太长: 重量超重,容易出现顶白,拉伤,飞边,脱模困难,尺寸偏大保压时间太短:重量不足,产品内部空洞,缩水,尺寸偏小
冷却时间:
降低冷却时间,直到下列条件满足为止;
成品被顶出时不会出现顶白,拉伤,顶裂.
成品尺寸不会随冷却时间的降低而变小
模具的实际温度不会随冷却时间的降低而升高
注塑成型周期:
填充时间
保压时间
冷却时间(包含计量时间)
开合模 脱模 中子动作 安装嵌件 取件时间
计量时间就是:储料时间,冷却时间必须要大于储料时间(小于没有意义);冷却时间一般为总周期的1/2左右;

品质统计界面
产品是否稳定,成型周期是否稳定:转保压的位置+保压的终点位置是否稳定来体现;
02
—
注塑机温度设定
油温:
- 对于液压机而言是由于机器的不停运作液压油运动摩擦而产生的热能,它是由冷水来控制,在开机时要确认油温在45℃左右,若油温过高或过低均会影响压力的传递
- 熔体温度:(通过料筒稳定设定来调节:实际炮筒温度为料筒设定温度的±5℃)
- 怎么确定熔体温度通常熔体温度的确定取决于不同材料的性能,由材料供应商提供。(所用材料的熔体温度及模具温度见材料物性表)
- 料筒温度的设定熔体温度太高:材料分解(从而造成产品气泡,色差,焦斑,断裂等)熔体温度太低:材料塑化不均,熔体内含冷料(从而造成充模不足,冷料,产品断裂等)
模具温度:
- 为什么需要模温无论模具温度高低,它的作用始终是为了在稳定生产过程中使模具维持一定的温度,起冷却作用的。真正重要的模温是指模具型腔的温度,而不是模温机上显示的温度。通常,在稳定生产过程中型腔温度会达到一个稳定的动态平衡.(对于大模具在生产之前必须使模具充分加热,尤其是薄壁,且流长比很大的产品模具)
- 模具温度会影响熔体的流动性和冷却速度因为影响流动性,从而影响产品外观(表面质量,毛刺)和注塑压力;因为影响冷却速度,从而影响产品结晶度,进而影响产品收缩率和机械强度性能.
- 模温高:流动性好;结晶度高;收缩率大(从而造成尺寸偏小);变形;需要更长的冷却时间
- 模温低:流动性差(从而造成流动纹,熔接痕);结晶度低;收缩率小(从而造成尺寸偏大)

保温设定:比如POM,PC ABS等材料,炮筒内长时间停留会导致材料分解,设定保温温度后可以使炮筒的温度暂时保持在保温设定值,防止材料的分解等;
相关参考
注塑机加料时间长的原因(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
注塑机加料时间长的原因(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
注塑机压力表没有压力怎么调(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
注塑机压力表没有压力怎么调(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
...标。塑料在生产成型过程中有一个重要的因素的,那就是温度。提到温度一般就是加热升温,冷却降温。与之对应的控温产品塑料射出成型模温机就是用于塑料射出成型生产加工的温度控制机,模温机。塑料模温机塑料射出成型...
...标。塑料在生产成型过程中有一个重要的因素的,那就是温度。提到温度一般就是加热升温,冷却降温。与之对应的控温产品塑料射出成型模温机就是用于塑料射出成型生产加工的温度控制机,模温机。塑料模温机塑料射出成型...
...。影响注塑成型质量的要素:注入压力,注塑时间,注塑温度。工艺特点:优点:1、成型周期短、生产效率高、易实现自动化2、能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件3、产品质量
注塑机可分为哪三种类型(博创谈管理分享注塑成型培训大纲,你了解到多少了?)
注塑成型的基本理论所谓的注塑成型,他是通过塑胶原料,机器设备,塑料模具,成型工艺条件四大要点来完成的,在机器设备通过适当的温度控制下将塑胶原料在机器设备的塑化装置的传动下,通过机器温度,位置,时间,压...
注塑机可分为哪三种类型(博创谈管理分享注塑成型培训大纲,你了解到多少了?)
注塑成型的基本理论所谓的注塑成型,他是通过塑胶原料,机器设备,塑料模具,成型工艺条件四大要点来完成的,在机器设备通过适当的温度控制下将塑胶原料在机器设备的塑化装置的传动下,通过机器温度,位置,时间,压...
塑件的注塑成型工艺过程主要包括填充——保压——冷却——脱模等4个阶段,这4个阶段直接决定着制品的成型质量,而且这4个阶段是一个完整的连续过程。1.填充阶段填充是整个注塑循环过程中的第一步,时间从模具闭合开始...