注塑机润滑脂(想要安全生产,效益生产,注塑机就要大保养)
Posted
篇首语:运气不可能持续一辈子,能帮助你持续一辈子的东西只有你个人的能力。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机润滑脂(想要安全生产,效益生产,注塑机就要大保养)相关的知识,希望对你有一定的参考价值。
注塑机润滑脂(想要安全生产,效益生产,注塑机就要大保养)
安全生产!!注塑机就要大保养▼

注塑机是塑料加工业中普遍使用的设备之一,通常它要长时间工作,因此如何保证注塑机在连续生产中正常稳定工作,无论对于注塑机的制造厂商或是用户都是一个值得重视和努力解决的问题,就用户角度而言,在正确选用注射机型的前提下,定期的预防性维修保养是保障注塑机正常工作的一个有效办法。
所谓预防性维修保养是一系列的预防工作及检查,以免机器发生故障,延长各部分零件的工作寿命,例如将突然出现引致停产的故障转为预见及可以计划的停机修理或大修;能及时发现及更换损坏零件可防止连锁性的损坏等都是预防性维修保养的工作目的。
一、预防性维修保养工作
一,液压部分
注塑机液压传动是以液压油为工作介质,利用密封工作容积内液压油的压力能来传递能量或动力或信号的。液压油及密封件的好坏直接影响液压系统的稳定工作,间接影响产品品质。防止和减小液压系统所发生的故障,减少磨损,延长寿命,我们应严格使用和维护液压油。
一般而言,液压装置的故障有70%的原因都是不正确或不妥当地使用和维护液压油所引起的。保持良好的保养习惯和预防性维护是减少及预防机器发生液压故障的最有效的途径。所以液压油及液压系统的精细化保养维护至关重要。因此有必要对液压油的特性要求作点介绍。
液压油最重要的性能是黏度和清洁度,以及较好的抗氧化,抗磨损,抗泡沫,防锈蚀性能和良好的润滑性能。

液压油的黏度是以温度为40℃时的运动黏度的平均值来表示的。我们常用的46号抗磨液压油(46csT/40℃)是指这种液压油在温度为40℃时的运动黏度平均值为46m2/S。
液压油黏度与压力、温度的关系如下:温度升高,黏度下降;压力升高,黏度增加。
液压油性能的定期测试。如果油被污染或变质劣化,注塑机的寿命将缩,并可能发生故障。因此有必要定期测试油,以检出油性能的变化。以此为根据,决定是否换油。
我们可以用简捷的目视方法,了解油的状况:
外观测试:把新油样品和使用中的旧油样品放入各自的试管中,比较它们的颜色,澄清度,存在的飘浮物和试管底部的水沉淀等。
滴液测试:把旧油滴在过滤纸(吸干张)上,待1h后观察。如果油是脏的或明显变质,将很容易观察到污染物。
手指摩擦:把使用中的旧油沾在手指上摩擦,如果黏度降低劣化,手感很粗糙 ,没有秥稠的感觉。油滴从手指上落下很顺畅,没有秥稠回弹的现象。
液压保养从以下几个方面入手:
更换旧的液压油
原则上每5000个机器运行小时或至多一年更换液压油。不管液压油是如何之好,在被使用了一定时间后,磨损的泵和其它活动零件的金属及橡胶颗粒就会进入油中,会引起油泥和污垢的生成,平时维修时,也多少会有污染物沾在零件上带入液压油中。
即使液压油被正确地使用,一般认为它的工作寿命为1年,最多2-3年。一旦变质,就毫不犹豫换新油。好的油质是维持油压系统稳定的基石。
清洗油箱内部四周
液压保养不是抽旧油,加入新油这么简单,或者只添加点新油就行了。不仅换新油,而且重要的是清洁液压设备。
将旧油抽干净后,不可使用碎布擦拭油箱,防止线头堵住过滤网。用煤油,铜刷清洗油箱里磁力架,过滤网,并用气枪清理,吹干。
清洗空气滤清器
油箱外的空气滤清器,是根据油箱内油面的变化,使油箱内空气进出容易。每次换油保养时,应把空气滤清器取出,用煤油清洗,用气枪吹干。若不清洗可能导致赃物进入油箱,影响油质。
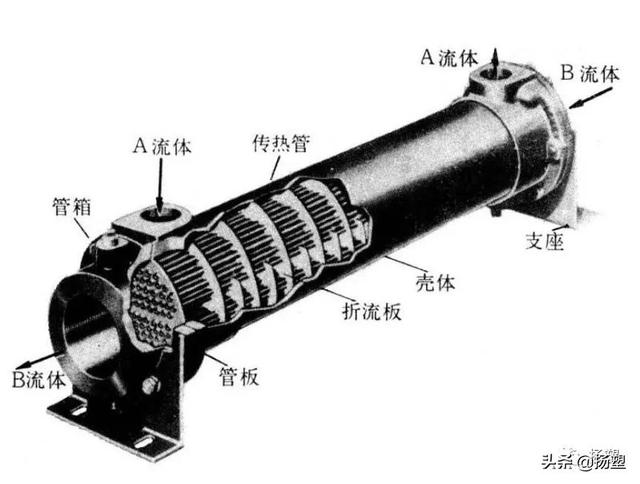
清洗油水冷却器内外壁
清洗冷却器管内外水垢,可采用弱盐酸溶液清洗,并用水冲洗,气枪吹干。使用铜刷清洗阻隔板污垢。
清洗油阀
先用废布,气枪清理阀外面脏物。拔掉插头,拆开油阀。用煤油毛刷清洗阀芯,阀体上的油泥,杂物,用气枪吹干,注意阀芯拆装不要装反,O型圈不要漏装。
清洗油缸
拆开锁模,顶针,座台,射胶油缸,用煤油清洗缸体,活塞,更换磨损破损的油封,尘封,0型圈。原因如下:
一是射出压力的稳定性是决定成品品质的一大要素。每20000个机器工作小时或至多5年,要更换密封圈和耐磨环。使用了5年的油封虽没大的破损不堪,也必须及时更换;
二是检查活塞杆有无松脱现象;
三是对设备部件进行清洁卫生也是一种维护保养方法。
更换旁路过滤器滤芯
检查紧固各油管接头,更换老化渗漏油管
二,电气部分
1.电线接头检查
接头不紧固的电线会令接头位置产生高温或产生火花而损坏,接头不良也会影响信号的传输;接触器上的接头会因电磁动作的震动而较易松开,因此需要定时检查线接头位置及收紧。
2.电动机
一般电动机都是空气冷却式的,尘埃积聚会造成散热困难,所以每年作定期清理,通常在电路中装有电机过载切断器,该保护装置的限定电流是可调的,应根据电机功率作适当的选择,同时一旦过载保护器启动,应确定检查是否欠相、接点不良或油温过高后才按回复位开关。
3.发热筒和热电偶
发热筒应期检查是否紧固以保证能有效地传热,在正常生产中发热筒的烧毁是不易觉察的,为此要注意温度控制器的工作情况,从中判断发热筒是否正常。另外发热筒常见损坏处是电线连接处,由于接头不良,接触电阻增大,使连接处局部过热导致接口氧化而损毁。

4.电磁接触器
用于电热部分的接触器因为动作较频繁,其损耗速度亦较快,若主触点过热发生熔化粘合则可能造成加热温度失控,因此若发现接触有过热现象、发出响声或分断时火很大,则表示即将损坏,应尽早更换。
5.电脑控制部分
随着微机控制技术在注塑机上的应用,微电脑部分及其相关的辅助电子板的正常工作对电源电压的波动,工作环境的温度、湿度,清洁度,安装的抗震性以至外界高频信号的干扰都提出了较高的要求,为此保持控制箱内通风散热用的风扇正常工作,使用精度较高的电源稳压设备供电,设法减少控制箱受外来振动的影响,应切实解决这些方面的问题并定时检查。

三,机械部分
1、模板平行度
模板平行度最能反映出锁模部分的状况,模板不平行会使产品不合格及增加设备和模具磨损。模板的平行度可通过锁模时尾板的移动情况及产品的外观分析初步反映出来,但确切的情况,需要用百分表等仪器检测而得。模板平行度的调整须由熟悉的人员按步骤进行,否则调整失当对机器的损害更大。
2、模厚调整
应定期使用模厚调整系统,将模厚从最厚至最薄来回调一次以保证动作畅顺,对长期用同一模具生产的机器,必须进行此项检查以避免故障。
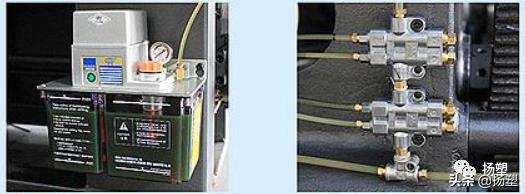
3、中央润滑系统
所有机械活动部分都需要有适当的润滑,中央润滑系统是目前注射成型机的必备之一。中央润滑系统的油量应注意经常检查是否加满,所用润滑油须洁净无杂质以保证所有润滑位置有润滑油供应。发现油管堵塞或泄漏应即时更换或修理。大部分机械磨损都是因缺乏润滑而发生的,因此要对润滑有足够的重视。
4、保持各动作的畅顺
动作震动或不畅顺可能是因为速度调整不当,速度改变及时间不协调或机械、油压调节引起。这类震动会令机械部分加速磨损及松动已紧固的螺丝,所以应减少及避免震动。
5、轴承检查
轴承在工作时有异声发出,或温度升高即表示轴承内部已磨损,应及时检查或更换,并重新注入润滑脂。

6、注射系统
注射螺杆、止逆环和机筒组成注塑机的心脏部分,决定了加工的质量和效率,必须使它们保持良好的工作状态。首先采取必要的措施防止非塑料的碎屑混入塑料料流内,再者要重视检查螺杆与机筒间、止逆环与机筒的正确间隙,正常的间隙应能封住塑料回流并产生塑化所需的剪切作用,当发现熔胶动作缓慢、熔料有斑点和黑点,或产品成形不稳定时应检查螺杆、止逆环和机筒的磨损情况。
二、部分常见故障的起因及解决方法
一,油温过高
油温不正常上升可能是冷却系统不正常或油压元件在工作时产生高热而引起。
1、冷却系统不正常
1)冷却系统供应不足,如水掣未完全开启,水压不足或水泵流量不符合需要等。
2)管道堵塞,如过滤网、冷却塔或水管堵塞。
3)冷却水温过高,如冷却塔散热能力不足,或损坏或气温过高。
2、液压系统产生高热
1)油泵损坏,内部零件在高速转动时磨损产生高热。
2)压力调节不适当,液压系统长期处于高压状态而过热。
3)油压元件内漏,例如方向阀损坏或密封圈损坏令高压油流经细小空间时产生热量。
二,噪音产生
不正常的噪音产生,表示有零件损坏或调整不当,应按噪音发出的位置查明原因即时维修。
1、油箱内的液压油不足,油泵吸入空气或滤油器污物阻塞都会造成油泵缺油,引致油液中的气泡排出撞击叶片而产生噪音,解决的方法是检查油量,防止吸入空气及清洗滤油器。
2、液压油粘度高、增加流动阻力,需要更换合适的液压油。
3、由于油泵或电机的轴承或叶片损坏,联轴器的同心度偏差引起噪音,须调整同心度或更换零件。
4、方向阀反应失灵但功能仍在,如阀心磨损,内漏、毛刺阻塞、移动不灵活,电磁阀因电流不足而失灵亦会产生噪音。解决的方法是清洗阀芯,阀芯磨损须更换新件,电流须稳定及充足。
5、液压元件损坏或油路管道阻塞令液压油高速流动时产生噪音。
6、机械部分故障,轴承磨损或机械缺乏润滑油或零件松动,应找出原因将零件紧固或更换,保证有足够的润滑油。
三,产品生产不稳定或不合格
在稳定的生产周期中,出现成品质量不稳定,可能是机械零件磨损或调整失当所致。
1、螺杆、止逆环、机筒的磨损。
2、注射油缸内密封圈损坏而产生内漏。
3、发热筒的温度控制不稳定。
4、压力、速度控制部分失常。
相关参考
模具计数器的功能(模具未做好保养,想要注塑效益生产?是天方夜谈)
注塑模具维护的16个重点模具保养管理,料房水口管理,设备维护是注塑的三个重要组成部分。如果有一个组成内容管理做不好,则想做好注塑是一个天大的笑话!下面详细说模具使用维护的16个重点。1.对所有模具进行内外部清...
润滑的主要目的是什么有哪些方式(想要提高经济效益,就要选对的润滑方式和设备)
在企业生产过程中,润滑系统发挥着非常重要的作用,直接影响着生产的进行和生产的效率,因此润滑设备的好坏是生产顺利进行的必要条件。设备润滑的目的是减少设备老化,延长设备寿命。减少设备故障从而提高设备利用率...
润滑的主要目的是什么有哪些方式(想要提高经济效益,就要选对的润滑方式和设备)
在企业生产过程中,润滑系统发挥着非常重要的作用,直接影响着生产的进行和生产的效率,因此润滑设备的好坏是生产顺利进行的必要条件。设备润滑的目的是减少设备老化,延长设备寿命。减少设备故障从而提高设备利用率...
...要有足够的油膜厚度、足够的油膜附着力;但到模具上机生产时又污染工件,次品增加。市场上大多数防锈剂在满足防锈性能的同时,又面临着易清理的难题。但在MiracleFact(奇迹)CORRO-001防锈剂投放市场后使用的情况反馈来看...
...间与能耗,提高生产效率。2,根据制品特点选择合适的注塑机。3,保持设备传动部件良好的润滑,减少由于摩擦增大或设备运行不稳定引起的能耗增加。4,定期对加热冷却管
...间与能耗,提高生产效率。2,根据制品特点选择合适的注塑机。3,保持设备传动部件良好的润滑,减少由于摩擦增大或设备运行不稳定引起的能耗增加。4,定期对加热冷却管
批发润滑油怎么样(PVC排水管生产厂家为你介绍PVC产品性能特点)
...剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型,通过冷却、固化、定型、检验、包装等工序以完成管
海天注塑机自动润滑怎么调(注塑工厂的做强做大,需要注塑精英的艰辛努力)
一天,应朋友邀请,去观看一套名牌电器配件模具上机生产,看看那些环节可以改善。中途发生了很多事,小编感觉是整个行业的缩影。今日一一述说,在公众号推文分享,大家认真睇,慢慢理解,也许对你有很大帮助呢。早上...
海天注塑机自动润滑怎么调(注塑工厂的做强做大,需要注塑精英的艰辛努力)
一天,应朋友邀请,去观看一套名牌电器配件模具上机生产,看看那些环节可以改善。中途发生了很多事,小编感觉是整个行业的缩影。今日一一述说,在公众号推文分享,大家认真睇,慢慢理解,也许对你有很大帮助呢。早上...
数控润滑油泵一直报警(注塑机冷却器油温过高报警,怎么解决?)
厂房内的注塑机,出现油温高!油温高会加速油品氧化变质,生成油泥堵塞油路;润滑性下降,油泵油阀等液压元件损坏增加;液压油粘度降低,系统内漏增大,油压不稳,影响生产看看,就是这个家伙,冷却器,他需要洗了!...