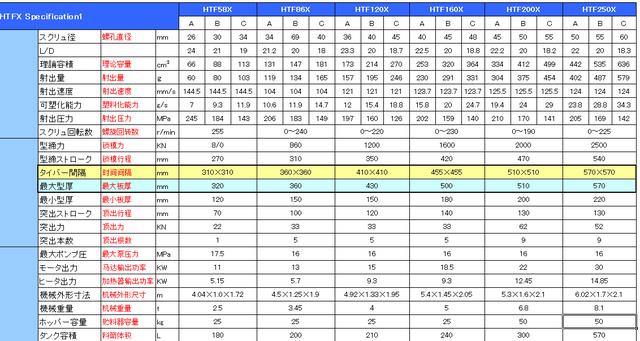
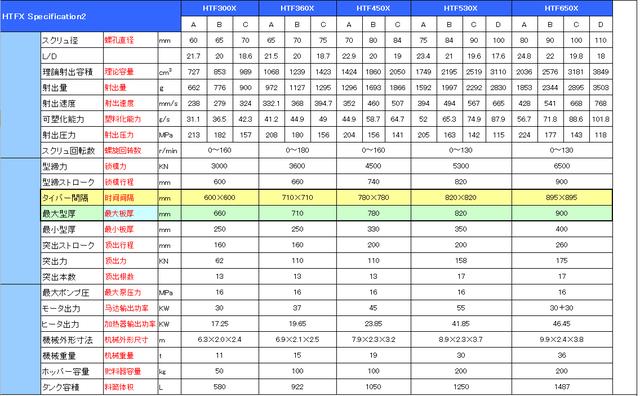
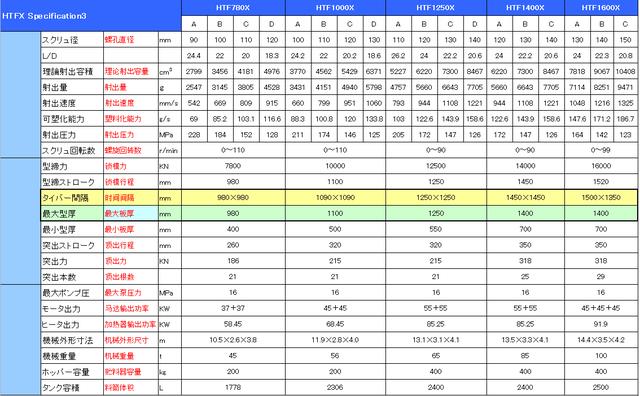
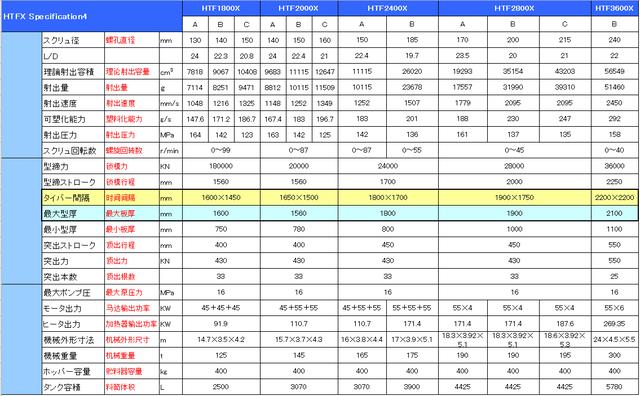
注塑机最大开模行程(海天注塑机规格参数:螺杆熔胶量、射出量、射出压力、容模间距)
Posted
篇首语:互补的人容易一见钟情,相似的人适合一起变老。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机最大开模行程(海天注塑机规格参数:螺杆熔胶量、射出量、射出压力、容模间距)相关的知识,希望对你有一定的参考价值。
注塑机最大开模行程(海天注塑机规格参数:螺杆熔胶量、射出量、射出压力、容模间距)
注塑机选择标准:
1.容模量:注塑机导柱(格林柱)的位置,大小,以及允许的最大的容模量,最小的闭合厚度。
模具尺寸大于容模量的情况下,注塑机将无法安装进去,如可小于模具的容模量时,模具也同样无法安装,所以在设计时就是选择合适的机台,并将模具尺寸控制在注塑机的允许范围以内。

2射胶量:注塑机的射胶量决定了产品的重量,太小的产品,当射胶量大时,无法满足,才料会在螺杆里面进行塑化,将会失去材料的物理性能,正常情况下,材料只允许在螺杆里面塑化10~15min。

3.码模参数:注塑机码模孔,槽尺寸。
码模参数,这个具体是根据每个工厂的实际情况,进行设计,如果是双色模的情况下需要根据注塑机的螺丝孔进行设计位置。
4.炮嘴R角与射出口直径:正常情况下设计时,模具的注嘴R角要比注塑机的R角大1~2mm,防止炮嘴在受到压力时漏胶、模具进胶直径同样也要比射出口直径大0.5~1mm,防止进胶口产生冷胶后,产生倒扣。
5.顶出机构:机顶出点的位置与顶杆直径,必要时还提供顶出力及顶出行程。
6.注塑机开模行程及最大开距。

相关参考
注塑机36的螺杆射胶量多少(注塑产品欠注的几种情形分析与解决方法)
...解决的。技巧:当出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(残余胶量为0)...
注塑机36的螺杆射胶量多少(注塑产品欠注的几种情形分析与解决方法)
...解决的。技巧:当出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(残余胶量为0)...
海天250注塑机参数大全(认识注塑机的基本参数及型号表示,HOLD住了)
...国内专注注塑业咨询培训服务,致力于注塑业的降本增效注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依...
海天250注塑机参数大全(认识注塑机的基本参数及型号表示,HOLD住了)
...国内专注注塑业咨询培训服务,致力于注塑业的降本增效注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依...
海天注塑机周期时间在哪里看(认识注塑机的基本参数及型号表示,HOLD住了)
...国内专注注塑业咨询培训服务,致力于注塑业的降本增效注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依...
海天注塑机周期时间在哪里看(认识注塑机的基本参数及型号表示,HOLD住了)
...国内专注注塑业咨询培训服务,致力于注塑业的降本增效注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依...
海天注塑机开模行程怎么调(营口鲅鱼圈区发现1份核酸检测结果异常,行程轨迹公布)
3月12日,营口市鲅鱼圈区在核酸筛查时发现1份核酸检测结果异常。请有同时空交集的相关人员立即主动向所在地疾控中心、社区和工作单位报告,配合落实相应疫情管控措施。相关人员王某某行程轨迹如下:2月28日,8:15城际客...
海天注塑机开模行程怎么调(营口鲅鱼圈区发现1份核酸检测结果异常,行程轨迹公布)
3月12日,营口市鲅鱼圈区在核酸筛查时发现1份核酸检测结果异常。请有同时空交集的相关人员立即主动向所在地疾控中心、社区和工作单位报告,配合落实相应疫情管控措施。相关人员王某某行程轨迹如下:2月28日,8:15城际客...
...解决的。 技巧:出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。 第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(残余胶量...
...解决的。 技巧:出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。 第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(残余胶量...