注塑机手动打不开模(注塑上下模培训)
Posted
篇首语:登山则情满于山,观海则意溢于海。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机手动打不开模(注塑上下模培训)相关的知识,希望对你有一定的参考价值。
注塑机手动打不开模(注塑上下模培训)
注塑上下模培训
1.上模前的准备
(1)确认模具没有问题,并进行备模与保养(清油、除锈、检查日期章等)。
(2)塑胶原料提前干燥,确认原料颜色,型号规格与上次生产计划相同。
(3)确认天车按键的灵活性和运行状况,以及安全帽和劳保品的状态。
(4)准备好上模所需要的工具及物料:各种扳手、吊环 、吊带或吊链、加力杆、相应铜水咀、水管等。


2.上下模操作步骤
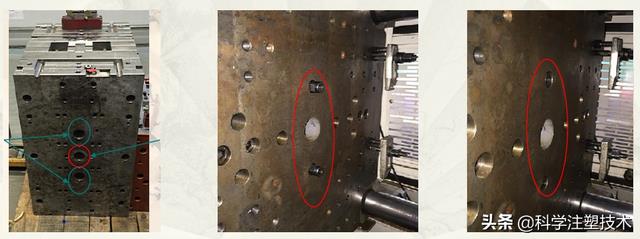
(1)确认注塑机的规格与模具大小是否相配,定位环与模具法兰相配,射嘴的R角与模具唧嘴的R角相配。

(2)检查注塑机前后门的安全急停开关是否损坏或失效,检查天车急停开关与按钮的灵活性。

注意:上下模作业必须佩带相应的安全防护用品:安全鞋、安全帽、防护手套。操作天车必须通过考试合格并颁发操作合格证。
(3)上模前确认模具顶出方式与注塑机的顶杆是否相配备,顶杆的长短是否一致,预防模具顶出机构因顶出不平衡导致模具损坏。
(4)清理干净注塑机固定及活动机板及模具前后模板,去除异物。同步打开注塑机电热开关保持正常加热状态。
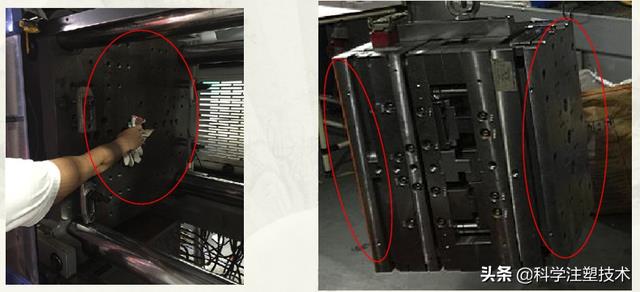
(5)吊模具时,应尽量保持模具平衡或定模板稍微偏高些。吊模具移动时,横移或上下需保持平稳,缓缓而行。

注意:吊模上落时人员不要站在模具正下方,不要靠得太近,模具也不要碰及机器外壳及哥林柱。
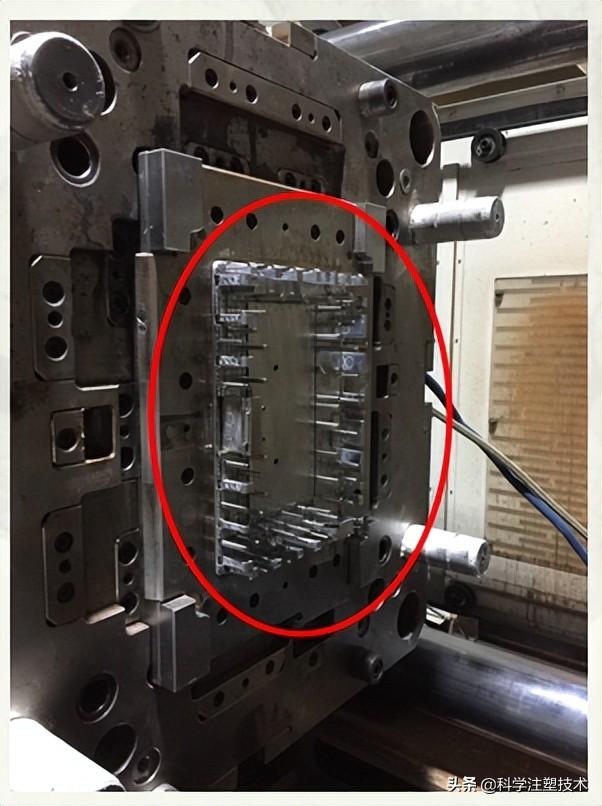
(6)吊模具入机台内后调模,应使用调模功能键,将动模板缓缓前进移动,使模具法兰全部进入注塑机定位环内,再根据模具大小或产品投影面积大小初步设定锁模力的大小数据,再双击交换界面中自动调模件。

设置好关模力后,在换模状态下,双击自动锁模进行合模力调整
(7)调好模具锁模力后手动慢速合模,再用水品仪测试模具是否与注塑机保持平衡,最后手动锁模起高压。 若注塑机上没有定位环时,检查模具平行度,垂直度,调整模具中心孔与炮筒同心度。模具加热达到设定值稳定后必须再调整合模力。
(8)锁模后上压模板块,注意正确的方式
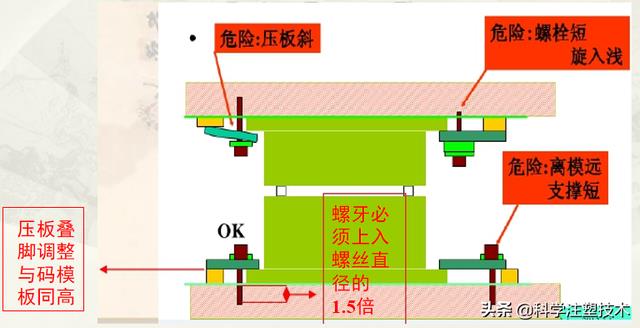
注意:根据模具大小安装合适的模具压板,用压板将模具紧固在机板。压板叠脚调整与码模板同高,紧固螺牙必须上入螺丝直径的1.5倍
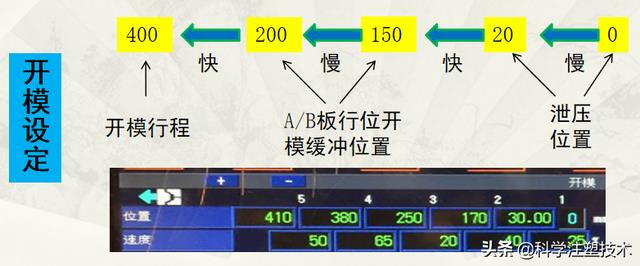
3.调整开合模速度,设定低压锁模值
(1)根据模具结构合理调整开合模的速度,原则上在保证模具及设备安全是情况下,尽可能设定快速,以便节约整体周期。
(2)三板模设定:开合模时间尽量控制在3.0—3.5秒以内。
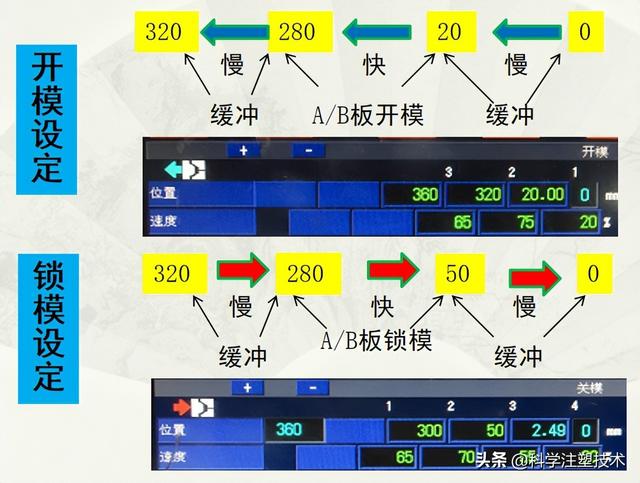
A.开模设定
B.关模设定
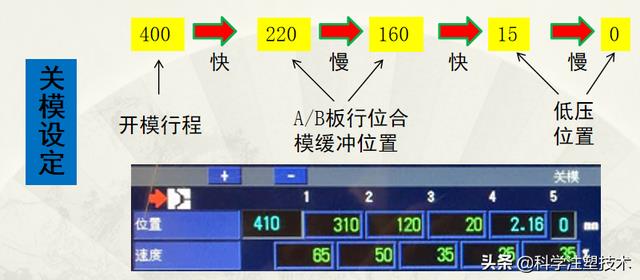
C.锁模低压正常设定:锁模时间根据调模低压的实际值+0.2秒的缓冲时间,低压压力根据调模的实际值+(3-5)Pa。

(3)两板模设定:开合模时间尽量控制在2.5—3.0秒以内.
4.锁紧压板固定模具后,手动慢速开合模多次,手动慢慢调整顶针顶出长度,检查顶出来回是否正常。

5.模具安装好按标准成型参数或运水资料正确连接运水:行位运水不可以和模仁串联。模温机运水排分流器有多组,连接时,为了模具冷却循环正常,不可以将超过3组的运水连接成一组。

(1)模具上刻度的“IN”表示进水,“ OUT”表示出水。
(2)安装运水前紧闭模具防止水流至模腔。
(3)运水不可串联过多导致温度不平衡。
6.上好模具后,先将工具收集放入工具箱,天车开到指定地点存放,然后维护好现场5S,清理周边环境卫生。
7.生产下模步骤
(1)生产完成后准备下模前,先将炮台后退,断开下料闸, 射空炮筒内剩余原料。 如果是啤加纤维材料或易分解材料须用PP洗机料清洗螺杆与炮筒及热流道。再将模温机的温度降到安全温度(50度以下)。


(2)下模时,先用碎布清洁前后模仁表面,去除胶丝或料屑。再将模仁表面喷上防锈油。最后先拔两则或地側水管,防止水珠洒落到模仁上,再用风枪吹干净模框水路中的运水,拔除所有水管。
(3)手动慢速合模,正确安装吊环,吊链将模具吊好,松掉锁模压板块,将模具缓缓调出机台。
8.注塑上下模安全操作注意事项
(1)上下模人员必须保证工作时精神状况极佳,严禁经常醉酒或睡眠不足7小时。
(2)吊模具运行时必须头戴安全帽,脚穿劳保鞋,眼观模具周边人员与设备状态,防止安全事故发生。
(3)上下模具时严禁开小差,严禁与他人嬉闹。
(4)上下模具前必须先检查天车开关按键及运行是否正常与吊钩防护开关,再检查注塑机的安全开关是否有异常,最后检查注塑机的炮筒升温是否正常。
(5)上下模具接运水或拆卸水管是严禁水珠洒落到模仁表面,若有水珠洒到模面应立即用气枪吹干净,防止模面水印或生锈。
(6)每次上模后必须及时安装或检查顶针回位开关与气缸相关信号开关
(7)模具是否安装有吊模架或锁模块,无吊模架或锁模块必须使用双吊环锁紧AB板用双勾水平吊平稳后吊模。
(8)下模时,必须将模温降至50℃以下,以防烫伤。
(9)上下模具时必须注意停止运行机械手及其他辅助设备及其他辅助设备,并将机械手开到安全位置,防止上下模具操作中出现机械手信号失灵或人体触碰导致安全事故。
(10)如有异常立刻停止操作并及时报告当班主管。
(11)模具加热达到设定值稳定后必须再调整合模力。
资料来源:网络
相关参考
模具是工业生产中期运用极为广泛的一种工艺配备,现代工业的发展和技术水平的进步都离不开模具。据统计,工业零件粗加工的75%,精加工的50%都由模具成型来完结。按其品种可分为:冷冲模具、注塑模具、压铸模具、橡胶模...
模具是工业生产中期运用极为广泛的一种工艺配备,现代工业的发展和技术水平的进步都离不开模具。据统计,工业零件粗加工的75%,精加工的50%都由模具成型来完结。按其品种可分为:冷冲模具、注塑模具、压铸模具、橡胶模...
模具上模加热(注塑模具设计-镜面模打不开-开模声音大是真空问题)
2007年我在东莞一家陆资专业模房遇到的德国报警器面壳外形尺寸160X600X200平均壁厚是2.2MM材质SAN,前后模高光镜面模具一个尖点热嘴进胶,前后模分模一刀劈,前模周圈拔模1°,后模由推板顶出,没毛病吧?下面介绍T0具体情况模具大致...
注塑机拉不开模注塑机打不开模具是因为模具涨模。一般都是调机的人没调好,料都注满了,还死命的往里注塑,就造成模具涨模了。一般是透明薄壁的模具相对多点会发生涨模的情况。注塑机拉不开模具,我们先把注塑机的开...
注塑机拉不开模注塑机打不开模具是因为模具涨模。一般都是调机的人没调好,料都注满了,还死命的往里注塑,就造成模具涨模了。一般是透明薄壁的模具相对多点会发生涨模的情况。注塑机拉不开模具,我们先把注塑机的开...
...成型试模时,或在生产调机时,伙伴们常常遇到模具突然打不开了,那这时怎么办呢?原因又是什么呢?遇到这种情况,注塑的技术人员往往把开模压力,速度,加大加快,如果还打不开,就下模给模房弄了。小编今天详细讲讲...
...,在开模参数上设置不合理。开模位置太小,故障表现为手动打开调模开关后可以开模,半自动/全自动不能正常开模。处理:重新设置开模第一段位置2)特别是壁薄,投影面积大的模具产品,有些工艺员经验不足,刚开机生产...
...力杆、相应铜水咀、水管等。2.上下模操作步骤(1)确认注塑机的规格与模具大小是否相配,定位环与模具法兰相配,射嘴的R角与模具唧嘴的R角相配。(2
...力杆、相应铜水咀、水管等。2.上下模操作步骤(1)确认注塑机的规格与模具大小是否相配,定位环与模具法兰相配,射嘴的R角与模具唧嘴的R角相配。(2
在开合模参数设定中:需要先考虑机台是否有抖动、模具是否安全等。开合模参数的设定过程中,需要有如图所示的关键参数高压位置如何设定?手动合模时,当前后模分型面接触时,确认模座实际位置+0.1就是高压位置;低压...