注塑机常见警报的解除(注塑成形机自动监测功能利用的探索)
Posted
篇首语:勤勉是幸运的右手,世俭是幸运的左手。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机常见警报的解除(注塑成形机自动监测功能利用的探索)相关的知识,希望对你有一定的参考价值。
注塑机常见警报的解除(注塑成形机自动监测功能利用的探索)
注塑成形机上的自动监测画面的利用,起初我一直没太在意,直到我接受TPS生产方式培训教育之后,才逐渐引起我的注意,并探索它在生产中的实际运用方法;
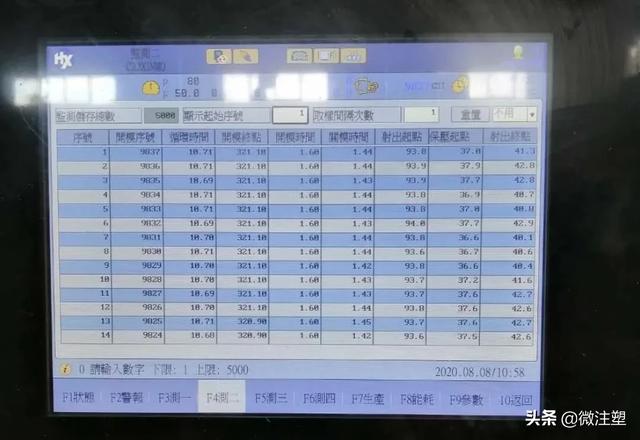
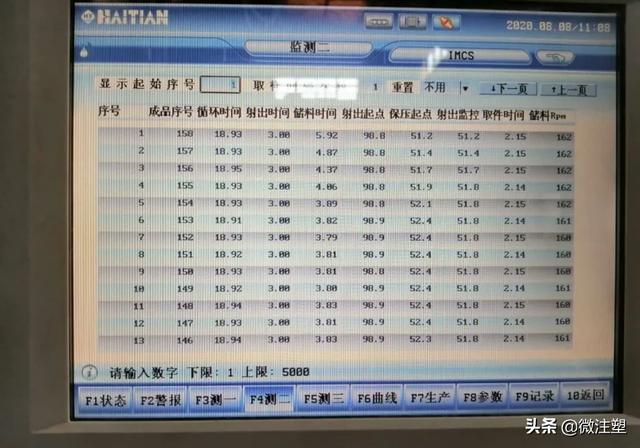
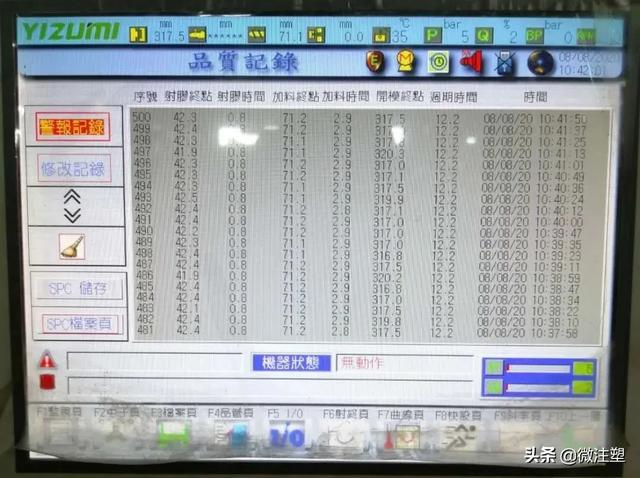
注塑成形机,不同制造商的机器,自动监测画面是不一样的,如下图:

A注塑机监测画面1
A注塑机监测画面2

B注塑机监测画面1
B注塑机监测画面2

C注塑机监测画面1
C注塑机监测画面2
根据以上各类厂商的注塑成形机的监控功能,虽然显示的画面不一样,但主要的内容功能都是类似的,主要有以下两点:
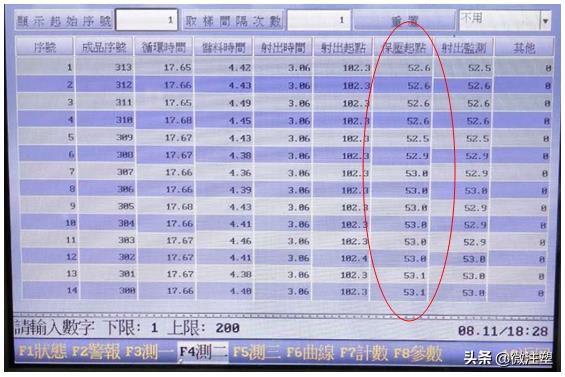
一、显示每个注塑成形周期的监测值,监测的内容有的注塑成形机可调更换,有的注塑成形机固定化,但常见主要参数都有监测的如:循环时间,射出终点等,以下图红圈所示:
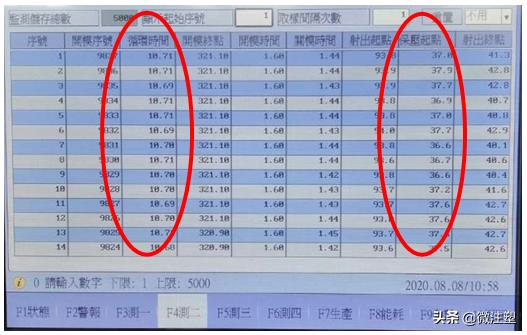
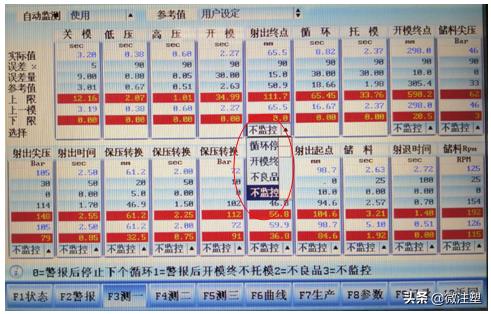
二、自动监测功能画面,各注塑厂商设计的内容不一样,但主要的选择使用或不使用这项功能,都是一致性的,如下图红圈所示:

以上为各厂商注塑成形机关于自动监测画片的内容形式的小结,以让大家有一个初步的概念了解,下面我再简述下自动监测画面在生产中的实践运用,以同大家共同探索。
首先,以下面一部品缺陷—缺料为例来说明监测画面的实践运用,如下图:
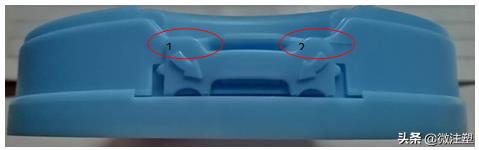
上面的产品,1和2处正确形状是对称的,但一比较,2处显椭圆形,同1处比较,是不一样有缺陷的,这就要成形技术人员进行调试;下面为此产品的工艺条件:

那此产品缺陷,我们调试注塑成形工艺,是有很多方法的,是调试注塑位置,压力,速度还是注塑时间?
这里就谈到监测画面的运用了:
对于一般的上述缺陷—缺料来说,相当一部分调机人员,会从切换注塑位置下手,上面的第三保位置44cm减少2个单位,以使填充的注塑量更多的注射进模具的形腔内;但参照上面的监测画面,可以观察到注塑保压起点位置是在53cm,已经比44cm大了,再减小数量,也起不到作用,调切换注塑位置的方法根本不用试了,以节省调机的时间;这是监测画面功能对调机的第一个作用;
第二个作用,调机更改数值后,到底有没有作用,作用的效果是多少?查看下监测功能画面,对于我们调机参考,有很大的作用。
还是上面产品工艺条件为例:注塑切换位置跳过不考虑,把第二段压力75变更为78后,有什么效果了?再看监测画面,保压起点位置由53 cm变成52.6 cm了,数值变小,有作用,但产品是否调试好了?
如果没有,参照调试后的产品,看缺料还差多少,再调高压力,保压起点位置又是多少了?它还起作用不?这对我们调机起到精准的数字参考作用,让我们调机更直观的有参照数字对比效果了!这样我们调机是不是有捷径减少调机时间了?
下面再探索下自动监测功能选择使用的作用:
关于精益生产方式,有一条为自働化,其中心指导思想为:机器全自动生产时,当生产产品出现品质异常时,机器会自动报警,自动停止生产,等待人员去进行修理,避免生产出大批量不良品;有这指导思想,在注塑成形机中,运用自测监测功能也能起到类似的作用。
首先:在自动监测画面,功能要选择使用,如上图功能显示的不用或使用;
第二:要设定合理的上.下限值;
第三:自动监测后的机器要求状态;如下图:
关于第一点,自动监测功能的使用打开,这里很好理解,也就不再说明;
第二点:上限值及下限值的设定,这里就要仔细观察监测画面,设定合理的上下限值:如果设定的不合理,要么机器老警报,要么设定值起不到监测的作用;
自动监测功能没有有效的利用起来,很大原因就是调机人员对上下限值没有设定合理值,注塑成形机经常警报或怕注塑机经常警报而不打开此功能的;
对于自动监测,上限值和下限值设定是关键,下面还是以上面注塑缺陷产品缺料监测为例来说明:
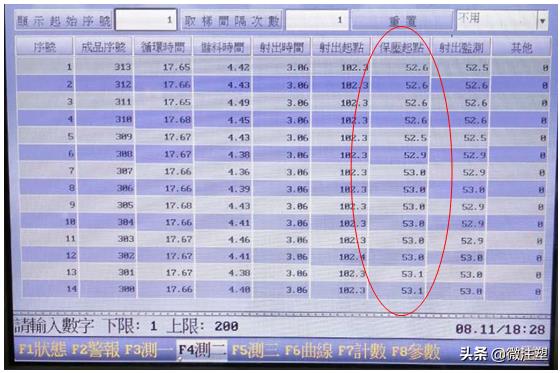
根据上面的监测画面我们知道,保压起点(也叫射出终点,不现的机形,叫法不一样)当保压起点在52.9cm以上时,生产的产品是缺料不良的,需保压起点为52.6cm以下时,产品是正常的;因此,这里我们设定的上限值为52.6cm加0.1cm;也就是52.7cm;下限值为52.4cm;一定是上限值,尽量设定值小点,下限值设定尽量要大些,警报后再根据产品及数值进行更改,不然上下限值设定的不合理,起不到监测报警的作用;
这里特别说明下,上限值设定的合理,对产品的缺料有明显的作用;下限值设定的合理,对发现漏胶的及时性,也起到一定的作用;
第三,监测报警后机器的动作,不同厂家的注塑成形机,内容有所不同,但警报后停机这一功能选项,是所有注塑机机形都有的共性;
注塑成形机监测功能的打开运用,上面例子,缺料的产品,也就会及时报警,停机生产并提示人员进行调机,避免生产过多的不良造成浪费;也及时提醒作业人员对不良产品进行分开并选别,以免不良品流入客户;
你在注塑成型生产中有利用自动监测功能?
本文作者:微注塑特约作者 钟良幅
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!
相关参考
...来越高级、越来越人性化。许多工厂都推行自动化生产,注塑机普遍安装机械手,大大的提高了注塑机的生产力、产品的质量和保证安全生产。我当初最开始接触的就是机械手,因为当时现场换形频繁、机械手警报多,工厂师傅...
...来越高级、越来越人性化。许多工厂都推行自动化生产,注塑机普遍安装机械手,大大的提高了注塑机的生产力、产品的质量和保证安全生产。我当初最开始接触的就是机械手,因为当时现场换形频繁、机械手警报多,工厂师傅...
...,全自动操作成形时,将操作切换开关转换为全自动卧式注塑机操作。卧式注塑机:是最常见的类型。其锁定部分和注入部分位于同一水平轴上,模具沿水平方向打开。其特点是:整体机身矮,操作维护方便;设备重心低,安装稳...
注塑机常见故障图片一、海天注塑机故障警报画面二、注塑机液压保险失败三、注塑机防冷启动时间未到四、注塑机空闲自动关闭马达五、注塑机托模前后限位异常六、注塑机机械手伺服报警七、注塑机械手接线注塑机异常的处...
注塑机常见故障图片一、海天注塑机故障警报画面二、注塑机液压保险失败三、注塑机防冷启动时间未到四、注塑机空闲自动关闭马达五、注塑机托模前后限位异常六、注塑机机械手伺服报警七、注塑机械手接线注塑机异常的处...
海天注塑机是一种常见的塑料机械。对于使用和购买海天注塑机的操作而言,首先要了解好的海天注塑机的性能,需要从哪些方面进行评估,才能选择满意的。用户在购买海天注塑机时,可以通过纵向或横向比较来判断。所谓纵...
海天注塑机是一种常见的塑料机械。对于使用和购买海天注塑机的操作而言,首先要了解好的海天注塑机的性能,需要从哪些方面进行评估,才能选择满意的。用户在购买海天注塑机时,可以通过纵向或横向比较来判断。所谓纵...
特殊成型工艺(成型工艺流程、注塑工艺调整、成形条件设定(中英文对照))
在大量使用机械手的塑胶公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.InPCEcompany,forusin...
特殊成型工艺(成型工艺流程、注塑工艺调整、成形条件设定(中英文对照))
在大量使用机械手的塑胶公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.InPCEcompany,forusin...
...厂家到厂明确机型的实际主要参数规格型号等。自动AC/DC注塑机系列产品:该机型主要针对电极连接线、各种电子设备、计算机数据线及其电源线插头线的注射成形等,注射成