注塑机射出时间怎么设置(注塑机功能按钮F1~F10的讲解)
Posted
篇首语:出门莫恨无人随,书中车马多如簇。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机射出时间怎么设置(注塑机功能按钮F1~F10的讲解)相关的知识,希望对你有一定的参考价值。
注塑机射出时间怎么设置(注塑机功能按钮F1~F10的讲解)
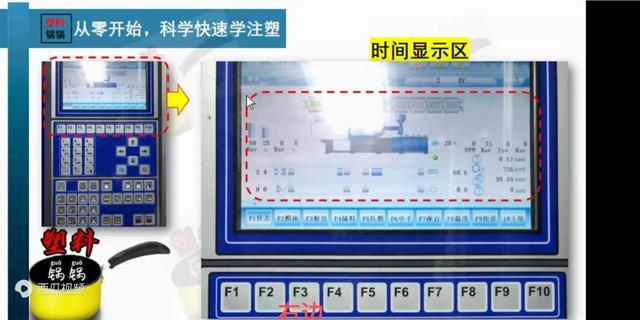
F1状态:
主要显示注塑机工作状态(压力、速度、开合模时间、成型周期)。
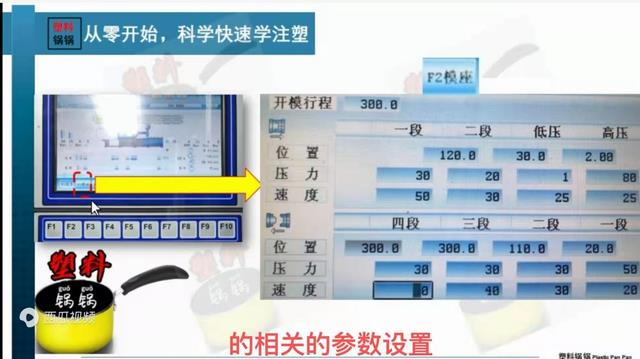
F2模座:
主要是控制我们的模具的开合模状态。
合模:位置 、压力、速度
合模:位置 、压力、速度
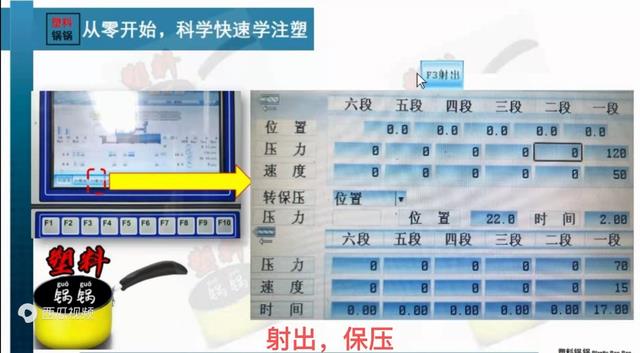
F3射出:
主要控制熔体填充进模具内的状态,在调机过程中80%的时间会花在射出调机的过程中。
射出:位置、压力、速度、转保压
保压:压力、速度、时间
F4储料:
储料主要是控制螺杆里面需要充填多少料到模具里面,而螺杆里面还需要多少储料,这个过程需要在调机的过程中进行设定。
储料:位置、压力、速度、背压

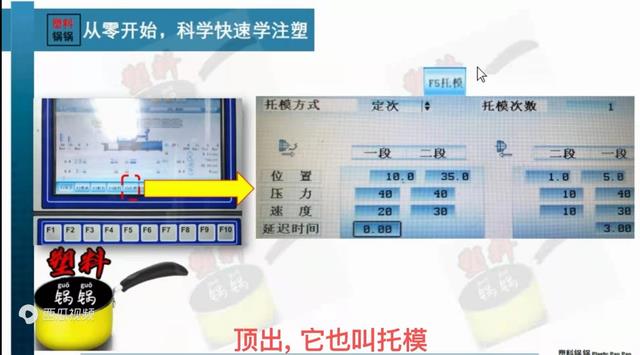
F5托模:
主要设定模具的顶出
托模:位置、压力、速度、延迟时间
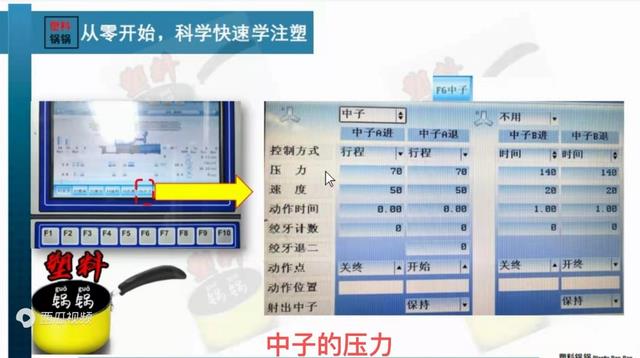
F6中子:
如果模具上有油缸或者马达时就是进行中子的设定,如果没有的话就不需要设定。
F8温度:
主要是设定炮筒温度的设定。
F10监控:
主要是监控注塑机在生产过程中是否存在生产异常。
延伸学习:
相关参考
1.锁模力F(TON)公式:F=Am*Pv/1000F:锁模力:TONAm:模腔投影面积:CM2Pv:充填压力:KG/CM2(一般塑胶材料充填压力在150-350KG/CM2)(流动性良好取较底值,流动不良取较高值)射出压力=充填压力/0.4-0.6例:模腔投影面积270CM2充填压力220KG/CM2锁模...
1.锁模力F(TON)公式:F=Am*Pv/1000F:锁模力:TONAm:模腔投影面积:CM2Pv:充填压力:KG/CM2(一般塑胶材料充填压力在150-350KG/CM2)(流动性良好取较底值,流动不良取较高值)射出压力=充填压力/0.4-0.6例:模腔投影面积270CM2充填压力220KG/CM2锁模...
注塑机射出时间怎么调(注塑射出成形的操作条件设定重点有哪些呢?)
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效固体塑料的塑化阶段料缸温度及喷嘴温度(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~10℃,逐步将塑料加热到适当的加工温度,各种...
注塑机射出时间怎么调(注塑射出成形的操作条件设定重点有哪些呢?)
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效固体塑料的塑化阶段料缸温度及喷嘴温度(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~10℃,逐步将塑料加热到适当的加工温度,各种...
佳明注塑机操作界面一、注塑机按键简介1.功能按键区2.光标/输入/删除键:方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值。3.数字键:有0~9和小数点12个...
佳明注塑机操作界面一、注塑机按键简介1.功能按键区2.光标/输入/删除键:方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值。3.数字键:有0~9和小数点12个...
二手注塑机有可以叫二手注射成型机或二手注射机,是各种热塑性材料或固性塑料的成型机器,通过各种各样的模具注塑出我们需要的各种产品,是主要成型设备。二手注塑机的使用那么广泛,二手注塑机射出段位怎么分?...
二手注塑机有可以叫二手注射成型机或二手注射机,是各种热塑性材料或固性塑料的成型机器,通过各种各样的模具注塑出我们需要的各种产品,是主要成型设备。二手注塑机的使用那么广泛,二手注塑机射出段位怎么分?...
注塑机升温需要多长时间(射出成形中各阶段的操作条件设定重点)
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!认识从文章开始,欢迎交流互相学习!你需要、就是我们深交的开始料缸温度及喷嘴温度(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~...
注塑机升温需要多长时间(射出成形中各阶段的操作条件设定重点)
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!认识从文章开始,欢迎交流互相学习!你需要、就是我们深交的开始料缸温度及喷嘴温度(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~...