注塑机可分为哪三种类型(博创谈管理分享注塑成型培训大纲,你了解到多少了?)
Posted
篇首语:知识就是力量,时间就是生命。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机可分为哪三种类型(博创谈管理分享注塑成型培训大纲,你了解到多少了?)相关的知识,希望对你有一定的参考价值。
注塑机可分为哪三种类型(博创谈管理分享注塑成型培训大纲,你了解到多少了?)
注塑成型的基本理论
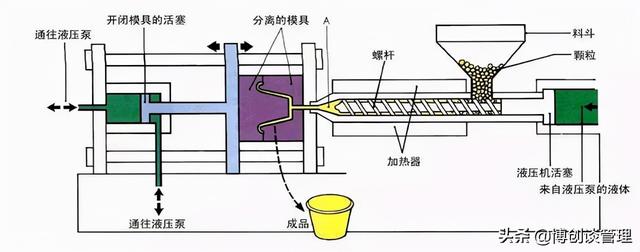
所谓的注塑成型,他是通过塑胶原料,机器设备,塑料模具,成型工艺条件四大要点来完成的,在机器设备通过适当的温度控制下将塑胶原料在机器设备的塑化装置的传动下,通过机器温度,位置,时间,压力及速度的传递将塑化后的原料就如打针一样将塑料注入模具型腔内,通过一定的冷却定型后,将形成一个完整合格我们需要的塑料产品。
在我们平常很多企业之中,不管是 小微企业老板还是调机师傅们都觉得这个注塑成型工艺很简单,不就是数字的加和减,但是各位师傅们老板们你们别忘记了,做每一项工作都有他的一个原理及过程,不是单单加和减数字这么简单的事。比如说大家都知道注塑成型是通过注塑机,塑胶原料,模具,工艺条件来实现的,那么你们知道后面还有哪些过程吗?
注塑成型的主要过程
一:注塑成型的(四大)要点的构成
1:塑胶原料
2:注塑机
3:塑料模具
4:成型工艺条件
注塑成型的(四大)要点的构成的主解:
一:塑胶原料:
塑胶材料的类型:
一:塑胶材料可分为热固性,热塑性,工程料三种:
1.热固性塑胶:指不能重复使用之塑胶 ,其分子最终成体型结构。
2.热塑性塑胶:指可重复再造使用之塑胶,结晶性塑胶指塑胶液体在变为固体时可以成为规则形的塑胶,其分子大部分是依线形或支链型结构排列。
3.工程塑胶:工程塑胶指使用在机械构件,可长期使用在 100 摄氏度以上,抗拉伸强度在一平方厘米 500kg 以上;抗弯曲强度在一平方厘米 2400kg 以上的塑胶。
一:热固性原料种类
常用的热固性塑料品种有酚醛树脂、脲醛树脂、三聚氰胺树脂、不饱和聚酯树脂、环氧树脂、有机硅树脂、聚氨酯等
(1)脲醛树脂(UF)
(2)三聚氰胺-甲醛树脂(MF)
(3)不饱和聚酯树脂(UF)
(4)环氧树脂(EP)
(5)有机硅树脂(SI)
(6)聚氨酯(PU)
(7)氟树脂
二:热塑性原料种类
热塑性塑料根据性能特点、用途广泛性和成型技术通用性等,可分为通用塑料、工程塑料、特殊塑料等。
通用塑料的主要特点:用途广泛、加工方便、综合性能好。
如聚乙烯(PE )、聚氯乙烯(PVC)、聚丙烯(PP )、聚苯乙烯(PS )、丙烯腈-丁二烯-苯乙烯(ABS)又通称为“五大通用塑料”。
工程塑料和特殊塑料的特点是:高聚物的某些结构和性能特别突出,或者成型加工技术难度较大等,往往应用于专业工程或特别领域场合。
主要的工程塑料有:尼龙(PA )、聚碳酸酯(PC )、聚氨酯(PU)、聚四氟乙烯(特富龙, PTFE)、聚对苯二甲酸乙二醇酯(PET) 聚甲醛(POM)等。
特殊塑料如“医用高分子”类的“合成心脏瓣膜”、“人工关节”等。
热塑性塑料的区分:
(1)结晶性:
POM、PE、PP、PET、PPS、PA-6、PA-66、LCP、PBT、PP/PMMA、PP/PS、PP/TPO、TPE、TPO
(2)非结晶性
PS、PC、ABS、PMMA、PPE、PPE/PS、HIPS、PVC、PC/ABS
塑胶原料的种类很多,在我们国内普遍用到的塑胶原料:
(PA、聚酰胺)(PP、聚丙稀)(PE、聚乙稀)(PS、聚苯乙烯)
(POM、聚甲醛)(PP0、聚苯醚)(PPS、聚苯硫醚)(PPE、聚丙乙烯)
(PVC、聚氯乙烯)(PC、聚碳酸酯)(EVA、聚乙—乙酸乙脂)
(ABS、丙烯腈、丁二烯 苯乙烯)(HIPS、改性聚苯乙烯)
(PET、聚对苯二甲酸乙二醇酯)(PBT、聚对苯二甲酸丁二醇酯)
(TPR、热塑性聚氨酯弹性体)(TPE、热塑性弹性体)(PU、聚氨基甲酸酯)
(PMMA、聚甲基丙烯酸甲酯)(PC/ABS、聚碳酸酯和丙烯腈-丁二烯-苯乙烯)等塑胶原料等。
二:注塑机:
注塑机种类:
1、依注射方式可分为:
1.卧式注塑机 2.立式注塑机 3.角式注塑机 4.多色注塑机
2、依锁模方式可分为:
1.直压式注塑机 2.曲轴式注塑机 3.直压、曲轴复合式
3、依加料方式可分为:
1.柱塞式注塑机 2.单程螺杆注塑机 3.往复式螺杆注塑机
注塑机四大系统:
一:射出系统:
1多段化、搅拌性及耐腐蚀性。
2.射速、射出、保压、背压、螺杆转速分段控制。
3.搅拌性、寿命长的螺杆装置。
4.料管互换性,自动清洗。
5.油泵之平衡、稳定性。
二:锁模系统:
1.高速度、高钢性。
2.自动调模、换模装置。
3.自动润滑系统。
4.平衡、稳定性。
三:油压系统:
1.全电子式回馈控制。
2.动作平顺、高稳定性、封闭性。
3.快速、节能性。
4.液压油冷却,自滤系统。
四:.电控系统:
1.多段化、具记忆、扩充性之微电脑控制。
2.闭环式电路、回路。
3.SSR(比例、积分、微分 )温度控制。
4.自我诊断.警报功能。
5.自动生产品质管制、记录。
一:注塑机的三大保护装置:
(一)液压系统保护装置
液压系统保护装置包含以下部件;
液压保护:在液压油路中增加一个液压油阀,可起到开关作用。当原液压油阀未能有效打开时,液压回路会发生中断,而增加的液压开关阀能降低锁模动作油路异常导通(油阀卡住、油阀内泄)的概率,从而提升了保护系数。
在实际控制中,液压保护有机械液压联动保护和电气液压联动保护两种模式。
机械液压联动保护:当安全门关闭时,通过安全门机械力直接作用或者通过传动杆施加机械力给液压开关阀,通断液压回路。电气液压联动保护:当锁模条件满足后,首先电脑输出锁模液压开关阀信号,此信号与前安全门专门设置的行程开关的触点(安全门关,触点接通)串联,输出到液压开关阀,然后液压开关阀动作,触发阀芯位移检测开关,输出一个开关电信号给电脑。电脑在设定时间内检测到此信号,才会输出锁模信号,从而提升了电气液压保护的保障系数。
但在实际应用中,存在以下隐患:机械液压联动保护装置的传动杆松动、卡住或者液压开关阀卡住导致异常导通,从而保护失效;电气液压联动保护装置的液压开关阀卡住,开关阀位移检查开关异常或外部线路短路导致开关阀异常,从而保护失效。
电气液压联动保护装置通过电气信号对液压开关阀进行控制,在液压方面的可靠性不如通过机械力直接对开关阀进行通断控制,但它提高了电气控制的保障性。
(二)机械安全系统保护装置:
1. 机械保护:当注塑机异常动作时,可通过机械装置及时有效的阻挡来进行安全保护。在正常情况下,前安全门关上,机械锁挡板被安全门压住,离开阻挡位置,从而机器得以有效锁模。出现异常时,当前安全门未能有效关上时,机械锁挡板将处于阻挡位置,以阻挡异常锁模动作的进行。
但在实际应用中,存在以下隐患:挡块卡住,没有进入阻挡;挡块丢失;挡杆为半牙型(如图1所示)时,当挡杆异常旋动后,有效阻挡面积将变小而导致保护失效;挡板为全牙型挡杆时,开模到位后,挡块落在挡杆牙顶上或无牙部位而导致保护失效;挡杆采用无牙光杆(早期注塑机大多采用这种方式)时,开模到位后,挡板落在光杆上或挡杆与挡板位置相隔太远,导致保护失效(每次换模后,需要调节挡杆的有效长度,才能确保挡板与挡杆形成有效阻挡,因此费时费力、实用性差)。以上这些隐患均可导致机械锁在使用中往往处于失效状态。
(三)电气系统保护装置
电气保护:未达到锁模电气条件时,注塑机电气控制系统不会输出锁模信号。具体是指当前后安全门关闭,注塑机锁模前一动作有效复位后,启动锁模,注塑机电气控制系统输出锁模及动作信号。如果安全门关的有效信号中断,控制系统无锁模输出。
三:塑料模具:
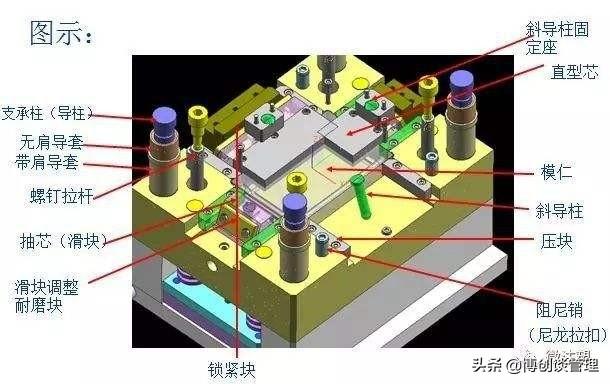
塑胶模具结构与组成:
大部份使用二板模、三板模,也有部份带滑块的行位模。
基本结构:
1.公模(下模 也叫后模) 公模固定板、公模辅助板、顶针板、公模板。
2.母模(上模 又叫前模) 母模板、母模固定板、入料咀、定位圈。 3.衡温系统 冷却.稳(衡)定模具温度。
四:成型工艺条件
一:注塑成型的(五大)要素组成
(一):温度
(1)温度的组成部分:
1:料管温度、2:模具温度、3:烤料温度
4:室内温度
(二)位置
(2)位置的组成部分:
1:储料位置、2:射出位置:3:开关模位置
4:顶出位置、5:保压转换位置
(三)时间
(3)时间的组成部分:
1:射出时间、2:保压时间、3:冷却时间
4:储料时间、5:开关模时间、6:顶出时间
(4)压力
(4)压力的组成部分:
1:射出压力、2:保压压力、3:储料压力、4:背压压力、5:开关模压力、6:顶出压力
(五)速度
(5)速度的组成部分:
1:射出速度、2:保压速度、3:储料速度
4:开关模速度、5:顶出速度
一:注塑机的背压分解:
(1)注塑背压的定义
注塑机在塑化时,螺杆后退受到一定的阻力,螺杆端部熔料建立其一定的压力,这种压力称为塑化压力,也称之为背压。
塑机加工时背压的形成简述 在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成的一个压力,然而在推动螺杆向后退时。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压的大小取决于螺杆结构,塑件质量要求,塑料种类及其特性等。背压的运用,要根据产品的原料的特性,以及在生产过程出现的问题进行更正。
(2)注塑背压的作用
1:所谓背压就是用一种力来持续注塑压力,以达到降低产品表面塑胶充分注满的作用。
2:他的作用主要是增强料筒内的塑料密度,增强混炼能力。
二:如何调试背压:
(一)适当调校背压的好处
1 、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2 、可将料管内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3 、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象
4 、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5 、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
(二)背压太低时,易出现下列问题
1 、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2 、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3 、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4 、产品内部易出现气泡,产品周边及骨位易走不满胶。
(三)过高的背压 , 易出现下列问题
1 、炮筒前端的熔料压力太高、料温高、粘度下降 , 熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大 , 会降低塑化效率 ( 单位时间内塑化的料量 ).
2 、对于热稳定性差的塑料 ( 如 :PVC 、 POM 等 ) 或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色 / 光泽变差。
3 、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
4 、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,入料咀流道内的冷料会堵塞料头或制品中出现冷料斑。
5 、在成型过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏。
6 、预塑机构和螺杆筒机械磨损增大。
(四)背压的调校
注塑背压的调校应视原料的性能、干燥情况、色粉或者色母的质量、产品结构及质量状况而定,背压一般调校在 3-15kg/cm 3 。当产品表面有少许气花、混色、缩水及产品尺寸、重量变化大时,可适当增加背压。当射嘴出现漏胶、流涎、熔料过热分解、产品变色及回料太慢时可考虑适当减低背压。
背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用,不可忽视!
本注塑成型培训大纲由李海洋先生独家编辑指导,翻制无效
博创谈管理今天就分享到这里,凡是都要自己去摸索取真金,技术没有境界,在于人的思维,思路决定出路。关注博创谈管理每天分享管理知识及注塑成型技术行业知识。
相关参考
物体可以分为哪三种类型(坤鹏论:读《泰阿泰德篇》探究知识是什么(三十六))
伟大思想的形成不是一蹴而就的,它们往往萌芽于民间,初始可能很粗糙,不过,其共同特点就是,越是有其道理,越是被人们谈论、传播,在人们的思想中流传,并不断被人们的思想完善着,最终被某个伟大的人整理、融合、...
物体可以分为哪三种类型(坤鹏论:读《泰阿泰德篇》探究知识是什么(三十六))
伟大思想的形成不是一蹴而就的,它们往往萌芽于民间,初始可能很粗糙,不过,其共同特点就是,越是有其道理,越是被人们谈论、传播,在人们的思想中流传,并不断被人们的思想完善着,最终被某个伟大的人整理、融合、...
机器人按照应用类型可分为哪三种(工业机器人主要组成部分有哪些及谐波减速器的应用)
了解工业机器人的应用,组成部分有利于,它能代替重复机械式操作工作,效率高,是靠自身动力和控制能力来实现各种功能的一种机器!工业机器人一般应用在工业制造上,汽车制造、电器、食品等,能代替重复机械式操作工...
注意分为哪三种类型(微信违反个人使用规范怎么解封?恢复心得)
...公告,根据公告中的相关信息先确认封禁的类型,常见的分为两种:“限制登录”和“限制功能”。而这两种情况又细分了三种类型:临时类型:可以直接在页面里进行自助申请,完成辅助后即可恢复。如果没有辅助/辅助失败...
注意分为哪三种类型(微信违反个人使用规范怎么解封?恢复心得)
...公告,根据公告中的相关信息先确认封禁的类型,常见的分为两种:“限制登录”和“限制功能”。而这两种情况又细分了三种类型:临时类型:可以直接在页面里进行自助申请,完成辅助后即可恢复。如果没有辅助/辅助失败...
...造、品德习惯有极大关系。医学和心理学把人的性格气质分为四种类型:多血质:活泼好动,热情洋溢,有胆有识,有勇有谋,对自己
...应用。拱形钢结构类型从结构类型来看,拱形钢结构主要分为实腹式截面拱和桁架拱两大类,如图中所示。其中实腹式截面拱包括普通截面钢拱腹板开孔钢拱及波形腹板钢拱等多种形式。实腹式
...,有序、整齐地排列设备,方便以后维护设备。机柜一般分为服务器机柜、网络机柜、控制台机柜等。机柜-作用及用途很多人把机柜看作是用来装IT设备的柜子。机柜是柜子,但并不仅仅如此。对于计算机本身而言,机柜同样有...
现如今,汽车的价格越来越便宜,但用车的成本却在逐渐增加。就以洗车为例,在北京洗一辆车至少也要40元起,按照平均一个月洗两次来计算,一年光洗车花费的钱就将近1000元,算下来也是一笔不小的开销。为此,不少用户都...
现如今,汽车的价格越来越便宜,但用车的成本却在逐渐增加。就以洗车为例,在北京洗一辆车至少也要40元起,按照平均一个月洗两次来计算,一年光洗车花费的钱就将近1000元,算下来也是一笔不小的开销。为此,不少用户都...