注塑机升温需要多长时间(射出成形中各阶段的操作条件设定重点)
Posted
篇首语:草若无心不发芽,人若无心不发达。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机升温需要多长时间(射出成形中各阶段的操作条件设定重点)相关的知识,希望对你有一定的参考价值。
注塑机升温需要多长时间(射出成形中各阶段的操作条件设定重点)
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!
认识从文章开始,欢迎交流互相学习!
你需要、就是我们深交的开始

料缸温度及喷嘴温度
(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~10℃,逐步将塑料加热到适当的加工温度,各种塑料有其不同的加工温度。
(2)对低黏度的塑料,为避免在机座后退时造成漏料,通常可将喷嘴温度设定成第三段温度或略低一些(约5℃),但太低将会造成冷料,在射出时易生流痕。对高黏度的塑料,其设定值可高于第三段温度约5~10℃,射出时可用于将流道系统加热。
(3)熔胶因螺杆旋转而摩擦生热,常导致在第三段熔胶温度高于加热器的设定值,一般甚至可高出15~30℃,因此应避免温度设定太高产生热劣解。
螺杆背压
· 螺杆背压一般约3~10kg/cm2,背压设定的目的主要是抵住螺杆,当进料时塑料输送到螺杆前端,产生熔胶压力而使螺杆缓慢后退。
· 若螺杆背压大,则塑料自入料口被输送到螺杆前端,所经历的时间较长,因此塑化程度较完全,气体较不易进入,但在螺杆前端产生的熔胶压力也较大,容易在机座后退时造成漏料。反之!若螺杆背压小,则塑料自入料口被输送到螺杆前端,所经历的时间较短,因此塑化程度较不完全,且气体较易进入。
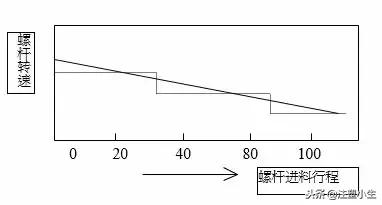
· 固体塑料的塑化阶段由于螺杆在进料过程中因熔胶室的增压而后退,因此后面进入的塑料所历经的螺杆长度将变短,对塑料的熔化能力将会发生不足的现象,若因此使未完全熔化的胶粒进入熔胶室而成悬浮状,将严重影响产品质量,因此随着进料行程的进行,螺杆的后退速度应渐缓,且必须使后进的胶料能在螺沟内有足够的时间熔化。为达此目地,螺杆背压应随着进料行程的进行而渐增,而螺杆转速应渐减。

螺杆转速
· 螺杆转速rpm快,则吃料量多,剪切热也较高,但若太快也可 能造成塑料分子的剪断
· 参有玻纤的塑料,若螺杆转速太快,会将玻纤剪断,造成物性降低
· 随着进料行程的进行,为使后进的胶料能在螺沟内有足够的时间熔化,螺杆转速应渐减。
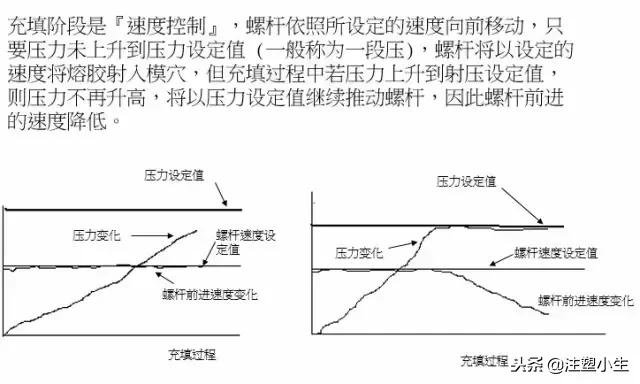
模穴充填阶段
进料行程
进料时,螺杆旋转,同时后退,当螺杆退到进料行程的设定点时,即停止进料
进料位置应包括残留量以及充填、保压阶段螺杆的前进量。
进料行程的设定若约为最大射出量(型录值)的60~70%,是最适当的射出机选择
进料行程若设定过多,则处于第三段高温的熔胶量将甚多,且并须经历许多成形周期后才得以射出,有可能因此产生变色或热劣解
进料行程若设定过少,则每次射出后没有足够的残留量,因此在保压阶段的后期将造成压力传递的不稳
充填速度
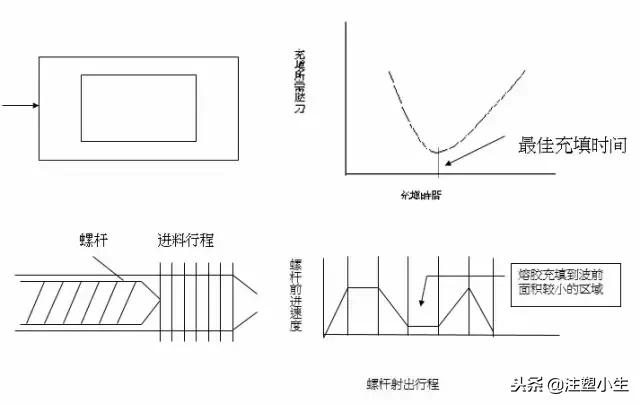
(1)充填过程中,速度快,则模穴充填满所需要的射压高,速度慢,则会因凝固层的产生而使得模穴充填满所需要的射压也高,因此在某一个适当的充填速度下,模穴充填满所需要的射压会最小,此时的充填速度是最洽当的。而所相对的充填时间称为”最佳充填时间”。
(2)充填过程中,熔胶在模具表面形成凝固层,决定了成品的表面性质。若波前速度太快,则分子拉伸严重且凝固层太薄,甚致因而产生滑动现象造成成品表面有亮痕。
若波前速度太慢,凝固层将增厚且增加后面进入的塑料的流动阻力,因此易在表面形成波浪痕。因此在将螺杆前进速度作适当的多段控制,使熔胶波前在充填模穴的过程中能维持稳定且一致的速度将是确保成品表面质量的关键。例如图 的产品,由于波前面积(A1)随充填过程不断在变化,为使其有稳定且一致的速度(V1),则螺杆前进的速度(Vs)也必须相对变化,其关系如下:

As(螺杆断面积)是固定值,而V1在设计上也希望能维持固定,因此波前面积(A1)与螺杆前进的速度(Vs)即成正比关系。
充填时间
1.射出过程中实际的充填时间(螺杆在速度控制模式下的时间),未必是机器上所设定的充填时间(t1),实际的充填时间(t2)是
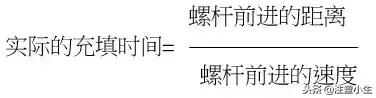
此处所指的『螺杆前进的距离』是指螺杆由最初位置到充填/保压转换点之间的距离
2.当t1>t2表示螺杆在t2即已到达充填/保压转换点,故在此即切换成保压阶段的压力控制。
但若螺杆在t1时间尚未到达充填/保压转换点(即t1<t2),则也会因所设定的充填时间已用尽,即在此位置切换成保压阶段的压力控制,这就是所谓的提前切换。当t1=t2表示螺杆在t1时间到达充填/保压转换点,也正好在此位置切换成保压阶段的压力控制。
相关参考
注塑机射出时间怎么调(注塑射出成形的操作条件设定重点有哪些呢?)
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效固体塑料的塑化阶段料缸温度及喷嘴温度(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~10℃,逐步将塑料加热到适当的加工温度,各种...
注塑机射出时间怎么调(注塑射出成形的操作条件设定重点有哪些呢?)
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效固体塑料的塑化阶段料缸温度及喷嘴温度(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~10℃,逐步将塑料加热到适当的加工温度,各种...
精密微量液态硅胶射出机最小射胶量0.02g,精密微量射出;操作人员可以直接在人机界面上输入不同产品模具所需要的注射量,送料系统边送料边对输出量进行统计,输出达到设定量时送料系统自行停止注射。根据产品和模具的设...
二手注塑机有可以叫二手注射成型机或二手注射机,是各种热塑性材料或固性塑料的成型机器,通过各种各样的模具注塑出我们需要的各种产品,是主要成型设备。二手注塑机的使用那么广泛,二手注塑机射出段位怎么分?...
二手注塑机有可以叫二手注射成型机或二手注射机,是各种热塑性材料或固性塑料的成型机器,通过各种各样的模具注塑出我们需要的各种产品,是主要成型设备。二手注塑机的使用那么广泛,二手注塑机射出段位怎么分?...
...一个重要的因素的,那就是温度。提到温度一般就是加热升温,冷却降温。与之对应的控温产品塑料射出成型模温机就是用于塑料射出成型生产加工的温度控制机,模温机。塑料模温机塑料射出成型有三个要素:1、原料塑料原...
...一个重要的因素的,那就是温度。提到温度一般就是加热升温,冷却降温。与之对应的控温产品塑料射出成型模温机就是用于塑料射出成型生产加工的温度控制机,模温机。塑料模温机塑料射出成型有三个要素:1、原料塑料原...
F1状态:主要显示注塑机工作状态(压力、速度、开合模时间、成型周期)。F2模座:主要是控制我们的模具的开合模状态。合模:位置、压力、速度合模:位置、压力、速度F3射出:主要控制熔体填充进模具内的状态,在调机过...
F1状态:主要显示注塑机工作状态(压力、速度、开合模时间、成型周期)。F2模座:主要是控制我们的模具的开合模状态。合模:位置、压力、速度合模:位置、压力、速度F3射出:主要控制熔体填充进模具内的状态,在调机过...
东洋全电动卧式注塑机Si-100V的操作界面,有几个知识点跟新手分享,熟手请忽略!新手可熟悉一下电动注塑机的操作界面。电动注塑机的10kgf压力相当于油压注塑机的1MPa,所以注塑射出压力初始值可设为1000kgf,保压压力初始值...