注塑机加大螺杆可以吗(注塑机螺杆概述)
Posted
篇首语:笨人先起身,笨鸟早出林。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机加大螺杆可以吗(注塑机螺杆概述)相关的知识,希望对你有一定的参考价值。
注塑机加大螺杆可以吗(注塑机螺杆概述)
注塑机螺杆概述
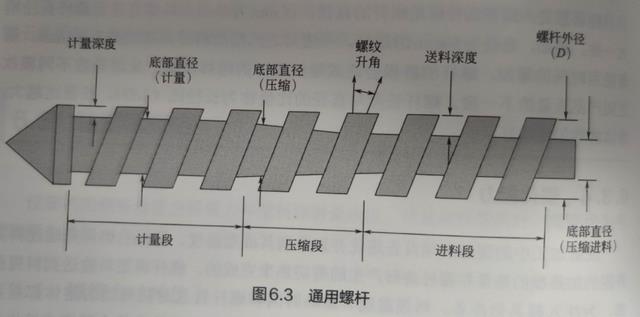
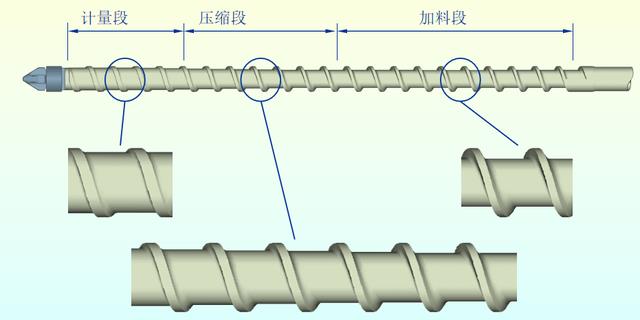
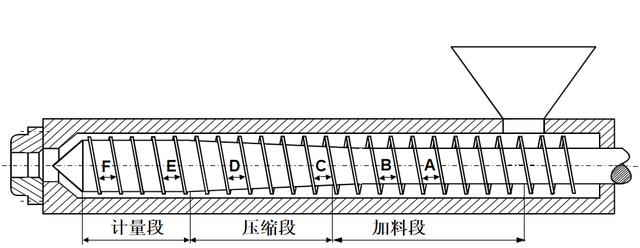
1.注塑螺杆的结构和关键参数:外径、底径、螺槽深度、进料段、压缩段、计量段、压缩比、螺纹升角、长径比。
2.典型的注塑机螺杆压缩比范围:
低压缩比:1.5:1~2.5:1,适用于剪切敏感材料,如PVC。
中压缩比:2.5:1~3.0:1,适用于通用材料。
高压缩比:30:1~5.0:1,适用于结晶型材料,如各种聚酰胺。
FANUC一般取值2.5。压缩比越大,剪切作用越大。

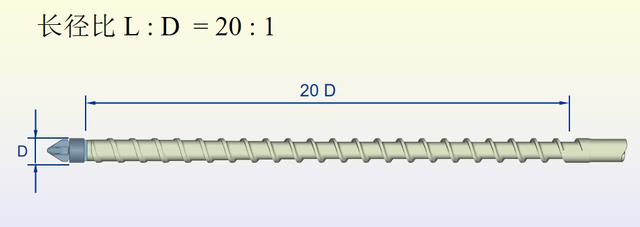
3.长径比(L/D)是螺杆螺纹段工作长度与外径之比。大多数注塑机螺杆长径比为20:1。长径比大意味着塑料经受的加热和剪切程度较高,熔体的均匀度更好。
4.常用注塑螺杆各段长度及其适用范围
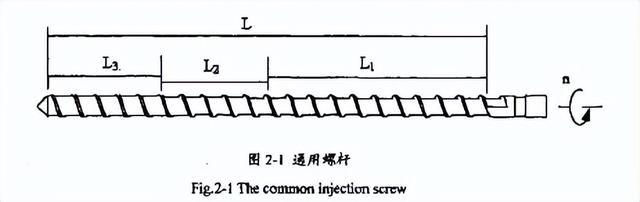
螺杆类型 | L1 加料段 | L2 压缩段 | L3 计量段 | 适用范围 |
渐变型 | 30-35% | 50% | 15-20% | 用于无定形塑料的加工,能够提供较好的热传导。对物料的剪切作用较小,其混炼特性不是很高,适用于热敏性塑料,也可以用于结晶性塑料。 |
突变型 | 65-70% | (1-1.5)D | 20-25% | 对物料能产生巨大的剪切,因此适用于粘度低、具有突变熔点的塑料,如尼龙、聚烯经。而对于高粘度的塑料容易引起局部过热,故不适用于聚氯乙烯。 |
通用型 | 45-50% | 20-30% | 20-30% | 适用结晶性塑料和非结晶性塑料的加工需要。虽然其适应性扩大了,但其塑化效率低,单耗大,使用性能比不上专用螺杆 |
5.螺杆重要几何尺寸的介绍:
5.1压缩段:
(1)负责塑料的混炼、压缩与加压排气,通过这一段的原料应该已经几乎全部熔解,但是不一定会均匀混合。
(2)在此区域,塑料逐渐熔融,螺槽体积必须相应下降,否则料压不实、传热慢、排气不良。
(3)对非晶性塑料,压缩段应长一些,否则若螺槽体积下降快,料体积未减少,会产生堵塞。
(4)结晶型塑料实际上非全部结晶(如PE:40~90%结晶度,LDPE:65%结晶度),因此目前压缩段有加长的趋势。
(5)一般占25%螺杆工作长度。
(6)尼龙(结晶性料)2~3圈,约占15%螺杆的工作长度。
(7)高黏度、耐火性、低传导性、高添加物,占40%~50%螺杆的工作长度。
(8)PVC可利用占100%螺杆的工作长度,以避免激烈的剪切热。
5.2计量段
(1)理论上到计量段之开始点,料应全部熔融,但至少要计量段=4D,以确保温度均匀、混炼均匀。
(2)计量段长,则混炼效果佳。计量段太长则易使熔体停留过久,而产生热分解。太短则易使温度不均匀。
(3)一般占20~25%螺杆工作长度。
(4)PVC热敏性,不宜停留过长,以免热分解(可不要计量段)
5.3进料牙深、计量牙深
(1)进料牙深愈深,在进料区之输送量愈大,但需考虑螺杆强度。
(2)计量牙深愈浅,塑化之发热、混合性能指数愈高,但需防范塑料烧焦。计量牙深太浅,则剪切热越大,自生热越大,温升太高,尤其不利于热敏性塑料。
资料来源:网络
相关参考
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!认识从文章开始,欢迎加入互相学习!你需要、就是我们深交的开始。拧紧料筒头螺栓时应注意:1.必须是强度级别12.9级的优质螺栓,给螺栓的螺纹表面均匀涂...
注塑调机的学习方法61~7061.第一段的保压时间最重要,一般为0.5~2秒。第一段把薄的位置先冷却,第二段把厚的地方补充收缩。浇口固化后即使加大保压也解决不了缩水的问题。螺杆在急剧后退时,充填入型腔内的材料将被泄压...
注塑调机的学习方法61~7061.第一段的保压时间最重要,一般为0.5~2秒。第一段把薄的位置先冷却,第二段把厚的地方补充收缩。浇口固化后即使加大保压也解决不了缩水的问题。螺杆在急剧后退时,充填入型腔内的材料将被泄压...
致力于注塑成套的解决方案,分享注塑相关视频及知识!认识从文章开始!你需要、就是我们深交的开始。安全操作时1、料斗下料困难就不用磁力架。2、反操作侧操作。3、模具没合模,射座台就前进。4、合模不设低压保护或...
致力于注塑成套的解决方案,分享注塑相关视频及知识!认识从文章开始!你需要、就是我们深交的开始。安全操作时1、料斗下料困难就不用磁力架。2、反操作侧操作。3、模具没合模,射座台就前进。4、合模不设低压保护或...
一:锁模部分故障问题与处理方法:(一):不锁模:处理方法:1):检查安全门前行程开关,并修复。2):检查电箱内24V5A电源,换保险及电源盒。3):检查阀芯是否卡住,清洗阀芯。4):检查I/O板是否有输出,电磁阀是否...
一:锁模部分故障问题与处理方法:(一):不锁模:处理方法:1):检查安全门前行程开关,并修复。2):检查电箱内24V5A电源,换保险及电源盒。3):检查阀芯是否卡住,清洗阀芯。4):检查I/O板是否有输出,电磁阀是否...
一.锁模部分故障问题与处理方法1.不锁模①.检查安全门前行程开关,并修复。②.检查电箱内24V5A电源,换保险及电源盒。③.检查阀芯是否卡住,清洗阀芯。④.检查I/O板是否有输出,电磁阀是否带电。⑤.检查液压安全...
一.锁模部分故障问题与处理方法1.不锁模①.检查安全门前行程开关,并修复。②.检查电箱内24V5A电源,换保险及电源盒。③.检查阀芯是否卡住,清洗阀芯。④.检查I/O板是否有输出,电磁阀是否带电。⑤.检查液压安全...
注塑小生注塑机螺杆不下料原因塑料制品的加工过程中,常常会遇到各种各样的问题,注塑机螺杆不下料就是常见问题之一。大概有以下几种原因所致: 塑料中回料添加太多。 螺杆出现包胶现象——塑料包住螺杆一起旋转。螺...