注塑机冷却时间在哪(注塑过程中冷却时间的设定)
Posted
篇首语:当生活如同炼狱,必须自己创造阳光。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机冷却时间在哪(注塑过程中冷却时间的设定)相关的知识,希望对你有一定的参考价值。
注塑机冷却时间在哪(注塑过程中冷却时间的设定)
注塑过程中冷却时间的作用:
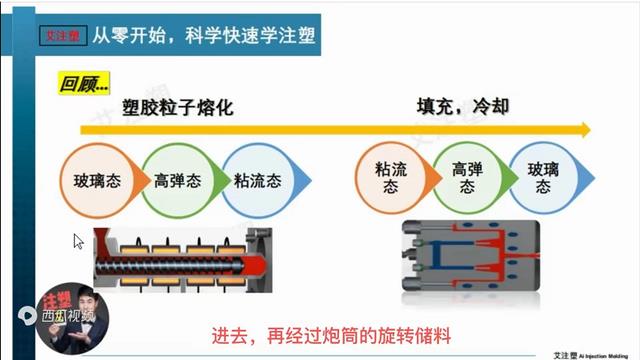
简单地说就是将模具内的粘流态的塑料经过模具上的水路进行冷却达到玻璃态,让产品能够顺利顶出。
冷却时间的价值:
在注塑过程中,冷却时间占注塑成型周期70%以上,所以设定冷却时间也是非常关键的;
假如一个产品的成型周期为12秒的时候,冷却时间为8秒的时候,如果将冷却时间缩短1秒的情况下,生产效率直接提升9%,相当于产品的纯利润提升了9%,所以说冷却很关键。
开机过程中调机技巧:在刚刚开始调机的过程为,为了确认充填平衡的情况下,可以将保压时间设为0,减少产品粘前后模的风险,但可以适当的增加冷却时间,让产品达到足够的强度。

如图所示:冷却时间对产品的影响

如图所示:注塑模具成型周期
冷却时间占比:

如图所示:影响冷却时间的因素
首先要了解一点,塑料是一种隔热性比较好,并不是模温越低,冷却时间越快;
塑料导热系数与冷却时间也很重要;
塑料的厚度对产品冷却时间也很重要,但相同的情况下,塑料厚度增加一倍的情况下,冷却时间却要增加2倍;

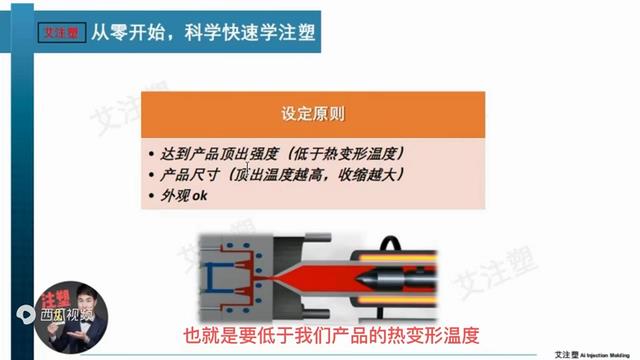
如图所示:冷却时间的设定原则
假如产品的外形尺寸偏大的情况下,可以缩短产品的冷却时间,让产品顶出温度偏高,在常温的情况下,收缩就越大,那外形尺寸就会变小。
如图所示:冷却时间估算
举个例子:
假设我们是外观产品模温<60度,产品平均肉厚为2.mm
1*2*(1+3*2)=14s

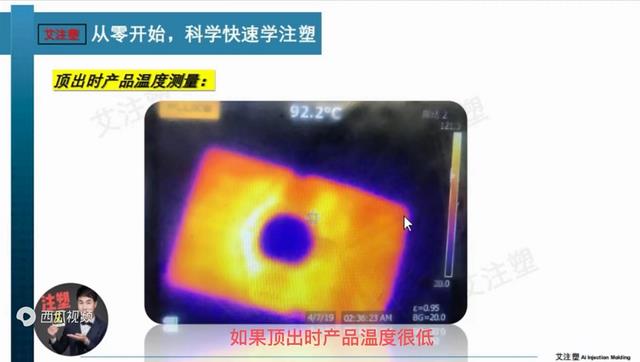
如图所示:
产品顶出时的温度,正常情况下可以采用探针的形式来测量产品顶出时的温度,
产品顶出温度是结合材料的物性表里面都有说明,不同的材料,顶出温度也不一样。
具体的产品顶了温度需要结合产品的要求与尺寸来决定。
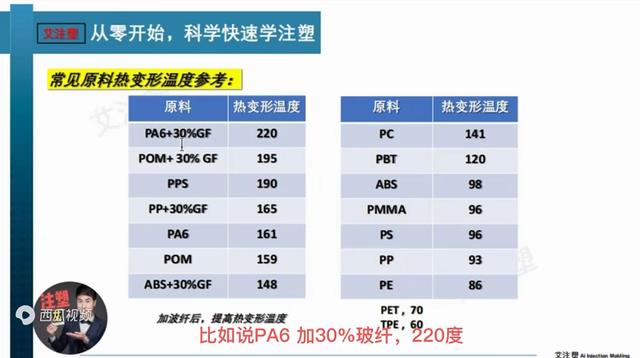
如图所示:常见原料热变形温度参考
拓展学习:
相关参考
储前冷却时间的作用:第一,防止原料材的螺杆里面分解,失去材料的物理性能;第二,降低逆环与介子的磨损;更多科学注塑内容,欢迎收看,注塑教学视频课。
储前冷却时间的作用:第一,防止原料材的螺杆里面分解,失去材料的物理性能;第二,降低逆环与介子的磨损;更多科学注塑内容,欢迎收看,注塑教学视频课。
注塑机温度正常是多少(注塑工艺成型五要素之“时间”与“温度”)
01—注塑时间设定注射时间:要领:射出时间刚好满足产品95%的状态时;设定原则以越小越好,缩短成型周期保压时间:保压时间的确定以浇口冷凝为依据通过产品称重来确定。保压时间太长:重量超重,容易出现顶白,拉伤,飞边,...
注塑机温度正常是多少(注塑工艺成型五要素之“时间”与“温度”)
01—注塑时间设定注射时间:要领:射出时间刚好满足产品95%的状态时;设定原则以越小越好,缩短成型周期保压时间:保压时间的确定以浇口冷凝为依据通过产品称重来确定。保压时间太长:重量超重,容易出现顶白,拉伤,飞边,...
注塑机加料时间长的原因(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
注塑机加料时间长的原因(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
...定的有:尺寸、内应力、产品内部的气泡等。如图所示为注塑机的监控项,但在前期也需要品质在做首件的确认开机过程中也要做巡检的过程;产
注塑机压力表没有压力怎么调(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
注塑机压力表没有压力怎么调(注塑五要素的调整方法,时间、温度、速度、位置、压力的设定技巧)
注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一...
...定的有:尺寸、内应力、产品内部的气泡等。如图所示为注塑机的监控项,但在前期也需要品质在做首件的确认开机过程中也要做巡检的过程;产