注塑机储料背压的作用和设置(新手推荐制品缺料的调整和改进方法)
Posted
篇首语:案头见蠹鱼,犹胜凡俦侣。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机储料背压的作用和设置(新手推荐制品缺料的调整和改进方法)相关的知识,希望对你有一定的参考价值。
注塑机储料背压的作用和设置(新手推荐制品缺料的调整和改进方法)
缺料又称缺胶、填充不足、注射不足、制品不完整等,在注塑成型中是我们每一天接触最频繁的问题,通常表现在成型区域的末端和薄筋位置。相比于其他缺陷调试简单,在工艺上提高注射压力、注塑速度、注塑位置就可以解决,但有的时候也不排除别的因素,以下是对该缺陷的阐述。
一、导致缺料的调整和改进方法
1、注塑条件设置不合理。注塑压力过低、注塑速度过慢、注塑位置太短、成型时间太短,达不到产品所需的胶量,而导致的制品填充不足。(适当调整各个参数取值)
2、注塑机是否有背压。若注塑机没有背压,或者储料背压太小,溶料没有均匀压实保证均匀同质,而造成制品填充不足。(适当增加背压)。
3、料筒射嘴加热圈是否损坏,电热偶是否夹取不当。若加热圈没有达到额定温度,喷嘴冷凝,熔体注射填充时阻力太大,而造成制品填充不足。(更换加热圈和紧固热电偶)。
4、排料空射检查射嘴堵塞。若射嘴堵铁,在生产的时候,填充不稳,制品时常伴有多胶和缺料的现象。(及时清理喷嘴)。
5、射嘴和交口/料筒和法兰存在遗料。若模具后面有遗料的现象,在注塑填充时,模具型腔压力不足而导致制品缺料。(及时解决遗料问题)。
6、模具温度不均匀或模具温度太低。若模具温度过低,在填充时溶体过早冷凝,无法填充至设定位置。(提高模具温度,将串联的水路改成并联,也可适当缩短成型周期)。
7、对于流动性差的材料,PC、PA、POM等,可在模具上增大分流道和浇口的直径,在工艺上提高料筒温度和增设模具调温机,材料中兑入提升流动性的助剂,使熔体在模具型腔中快速抵达设定的位置。(适当提高模具温度)
二:现场实际案列应用
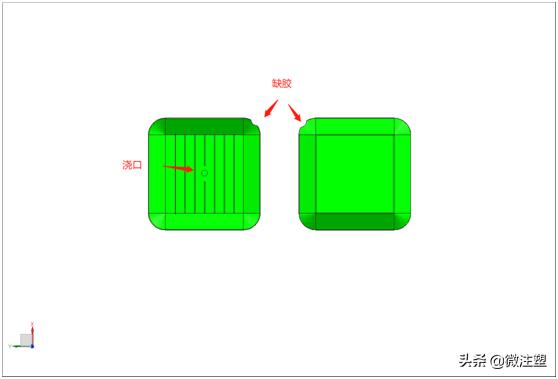
案例1:螺杆三件套磨损而导致的缺料
如图所示,使用PS(高抗冲聚苯乙烯)生产的果菜盘,一模一穴--针阀式热流道。在注塑成型批量生产的时候,有不稳定的现象,常常会出现边角处缺料的问题,成型5~10个制品有1个是缺料的。
注塑工艺使用三段填充,位置转保压方式,注射压力70-80-55-0,注射速度25-33-28-0,注射位置90-78-72-0。
解决方案:
1、此制品属于薄片型制品,模具的温度和材料温度的高低,直接影响制品的填充速率,原基础周期时间28秒,所以在解决此缺陷的时候不更改模具温度和冷却时间。
2、制品本来就是填满的,所以在注塑工艺的参数方面做出微调整,怀疑制品缺料是模具的填充压力不足,有的时候会填充不到设定的位置。
3、工艺在原基础上,注射压力70-85-65-0,注射速度25-33-35-0,注射位置90-78-70-0。调试过后制品出现毛边还是会有缺料的情况,得到的结论是与工艺调试的关系不是很大,注塑机近段时间生产加入玻璃纤维的材料,造成螺杆磨损严重。
4、目前在生产的状态,后期对螺杆进行更换。在工艺上,转保压方式改为时间2.8秒,注射压力70-80-55-0,注射速度25-33-20-0,注射位置90-78-0-0。缺料问题得以暂时性解决。
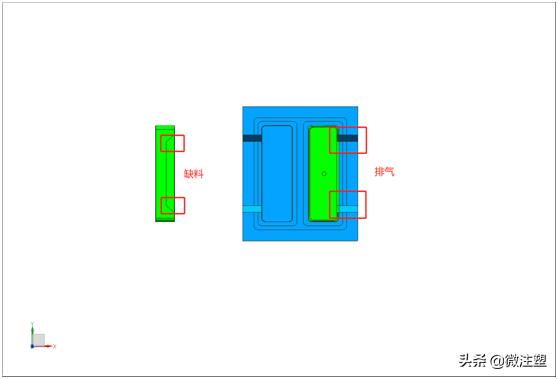
案例2:模仁缺少排气而导致的缺料
如图所示,使用ABS生产的四方盒子,一模两穴--针阀式热流道。在注塑成型试模的时候,制品表面外观有大波浪纹的缺陷,末段区域融合处缺料。
注塑工艺使用四段填充,注射压力85-105-90-70-0,注射速度35-45-25-10,注射位置150-135-112-0。
解决方案:
1、在刚开始拿到模具进行试模的时候,末段区域欠注,填充不满。在工艺上缩短冷却时间,水流阀打开一半,减少模具的水通过量而提高温度使制品填满。
2、在工艺上可以降低注射速度给予一定的时间排气,但是填充满后制品末端区域有波浪纹,在工艺原基础上,注射压力85-105-90-70-0,注射速度40-45-30-1015,注射位置150-120-108-0。因为有大波浪纹,所以又增加注射速度后,制品末端区域出现烧焦的情况。
3、检查模具发现,在模仁斜坡位置因加工疏漏,没有开设排气而导致在熔体填充的时候聚气,制品填充末端区域缺料。下模对模仁斜坡位置增设排气槽,此缺陷得以解决。
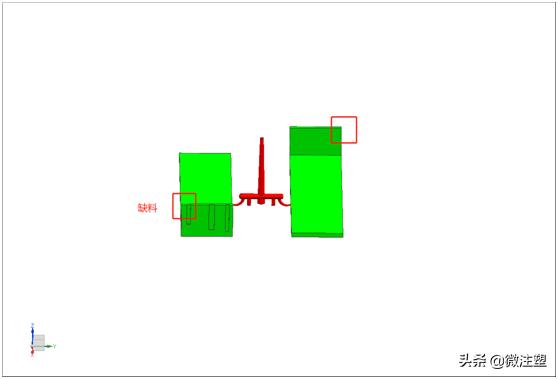
案列3:浇口尺寸太小/流道距离太长而导致的缺料
如图所示,适用PP材料所生产的电子制品外壳,一模两穴--牛角式浇口。在注塑成型试模的时候,制品末端位置缺料。
1、在工艺调试时,提高模具温度/材料温度,提升注射压力/速度/位置,用了很久的时间,料把位置灌入飞边勉强将制品填满。
2、在模具设计的时候,因制品表面需要光滑的外表而设计的牛角式浇口,可以有效的避免制品表面的浇口印。
3、由于使用的材料是PP材料,其流动性好,所以在开设的浇口太小,而流道距离太长,在熔体流动时,前端还没有抵达设定位置熔体已经冷凝,而导致制品缺料,在工艺槽v52.上很难将产品填满,所以将模具的浇口横截面和分流道增大其直径,此问题得以解决此。
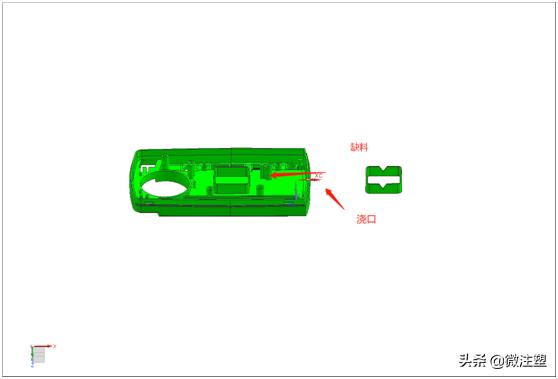
案例4:制品壁厚不均匀而导致的缺料
如图所示,使用抗冲击性ABS材料生产的电子外壳,一模两穴--侧浇口。在注塑成型试模的时候,制品背部筋位填充不足。
1、制品底部结构相比较复杂,有很多的台柱和筋位以及孔位。在工艺调试的时候,使用高压高速会使缺料部位烧焦,而使用低压低速会使缺料部位填充不足。
2、而引起缺料的原因是主体部位的壁厚大于筋位处壁厚,在熔体流动的时候,先填充主体后填充筋位。如果注射速度/料温/模温提高,熔体前端流动速度太快,筋位处壁厚太薄,而导致气体无法溢出;而注射速度/料温/模温降低,熔体前端过早固化,而导致筋位处缺料。
3、在模具设计时,拔模角度不要太大,制品的最小壁厚不能低于0.5mm,主体壁厚和筋位壁厚比例(0.5~0.7)/1,而有效的避免壁厚不均匀所引的熔体滞留效应。
本文作者:微注塑特约作者 杨吉平
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!
相关参考
注塑储料背压是什么?把注塑机螺杆向注塑模具方向推动的力,称为背压。背压的作用是什么?排气:通过背压使塑化后的原料更好的排气;塑化:通过背压来增加材料与螺杆产生摩擦热,使塑料更好的塑化;分散:当原料添加...
注塑储料背压是什么?把注塑机螺杆向注塑模具方向推动的力,称为背压。背压的作用是什么?排气:通过背压使塑化后的原料更好的排气;塑化:通过背压来增加材料与螺杆产生摩擦热,使塑料更好的塑化;分散:当原料添加...
注塑机背压的作用及使用方法(18个注塑模具使用知识,一篇文章教会)
注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭...
注塑机背压的作用及使用方法(18个注塑模具使用知识,一篇文章教会)
注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭...
...住。(7)银纹:高分子有间隙,有水汽,有低分子分解,储料背压过小(8~10),储料速度过快,剪切过快。(8)背压过大,转
...住。(7)银纹:高分子有间隙,有水汽,有低分子分解,储料背压过小(8~10),储料速度过快,剪切过快。(8)背压过大,转
背压对注塑成型的作用是非常重要的,直接影响熔体的充模和塑件的质量。(1)适当的背压可以提高制品的质量①能将炮筒内的熔料压实,增加密度,提高射胶量、保证制品重量和尺寸的稳定性;②可将熔料内的气体“挤出”...
背压对注塑成型的作用是非常重要的,直接影响熔体的充模和塑件的质量。(1)适当的背压可以提高制品的质量①能将炮筒内的熔料压实,增加密度,提高射胶量、保证制品重量和尺寸的稳定性;②可将熔料内的气体“挤出”...
...通过调节注射油缸之回油节流阀实现的。背压预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是
...通过调节注射油缸之回油节流阀实现的。背压预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是