注塑机不下料怎么解决(如何选择和使用注塑机螺杆?)
Posted
篇首语:山涧的泉水经过一路曲折,才唱出一支美妙的歌。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机不下料怎么解决(如何选择和使用注塑机螺杆?)相关的知识,希望对你有一定的参考价值。
注塑机不下料怎么解决(如何选择和使用注塑机螺杆?)
一、注塑机螺杆材质分类
1、HPT全硬化粉末合金螺杆
采用采用钨钴粉末合金工具钢,经特殊工艺整体硬化处理成型,螺杆内部与外部整体硬度相同,达到HRC65°左右。适合加工各种透明产品、精密产品以及添加纤维的LCP、PPS、PES、PPA等特殊高温、高腐蚀性塑料。
2、双合金螺杆
采用SACM645、38CrMoAlA为基材,然后牙顶或者螺槽离子喷焊碳化钨镍基合金,螺杆表面硬度在HRC60°左右。适合加工各种透明产品以及添加纤维的PA6、PA66等工程料。
3、电镀螺杆
采用SACM645、38CrMoAlA为基材,成型过后外表面电镀一层硬铬、镍、钛等元素。硬度在HRC60°左右。适合加工PC,PMMA,PET透明料和腐蚀性塑料U-PVC料。
4、不锈钢螺杆
材质为9Cr18MoV特殊不锈工具钢,采用整体淬火+整体硬化处理,整体硬度在HRC55°左右。
5、SKD61螺杆
采用日立SKD61材料,经特殊工艺处理成型,产品韧性好,抗扭力强。
6、普通氮化螺杆
采用SACM645、38CrMoAlA为基材经特殊工艺处理成型,氮化层深度0.5-0.8mm,整体硬度HV980~1080°。适合加工普通塑料,如PP,ABS,PS,AS,PVC等普通塑料。

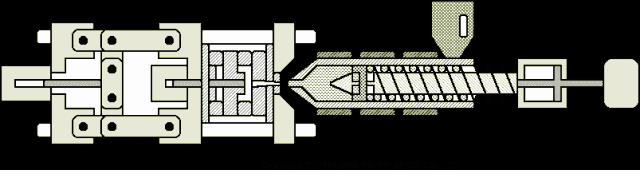
二、注塑机螺杆分段说明
注塑机螺杆一般情况下可分为加料段、压缩段、均化段(也称为计量段)。(注:不同的螺杆三段所占的比值不一样,螺杆槽深不一样,螺杆底径过渡形式不一样)
1、注塑机螺杆加料段
此段螺沟深度固定,其功能为负责预热与塑料固体输送及推挤。必须保证塑料在进料段结束时开始熔融。
2、注塑机螺杆压缩段
此区段为渐缩螺杆螺沟牙深,其功能为塑料原料熔融、混炼、剪切压缩与加压排气。塑料在此段会完全溶解,体积会缩小,压缩比的设计很重要。
3、注塑机螺杆均化段
此段为螺杆螺沟固定沟深,其主要功能为混炼、熔胶输送、计量,还必须提供足够的压力,保持熔胶均匀温度及稳定熔融塑料的流量。
三、注塑机螺杆参数说明
1、D—螺杆直径(多用Φ表示)
螺杆直径的大小直接影响塑化能力的大小,影响理论注射容积的大小。
2、L/D—螺杆长径比
L是螺杆螺纹部分的有效长度。螺杆直径一定的前提下,L/D越大,说明螺纹长度越长,直接影响到物料在螺杆中的热历程,也影响吸收能量的能力;如果L/D太小,直接影响到物料的熔化效果和熔体质量;如果L/D太大,则传递扭矩加大,能量消耗增加。
3、L 1—加料段长度
L1的长度应保证物料有足够的输送空间,因为过短的L1会导致物料过早的熔融,从而难以保证稳定压力的输送条件,也就难以保证螺杆以后各段的塑化质量和塑化能力。
4、h1—加料段螺槽深度
h1深,则容纳物料多,提高了供料量和塑化能力,但会影响物料塑化效果及螺杆根部的剪切强度,一般h1≈(0.12~0.16)D。
5、L3—熔融段长度
L3长度有助于熔体在螺槽中的波动,有稳定压力的作用,使物料以均匀的料量从螺杆头部排出,一般L3=(4~5)D。
6、h 3—计量段螺槽深度
h3小,螺槽浅,提高了塑料熔体的塑化效果,有利于熔体的均化,但h3过小会导致剪切速率过高,以及剪切热过大,引起分子链的降解,影响熔体质量;如果h3过大,由于预塑时,螺杆背压产生的回流作用增强,会降低塑化能力。
7、S— 螺距
其大小影响螺旋角,从而影响螺槽的输送效率,一般S≈D。
8、ε—压缩比
ε=h1/h3,即加料段螺槽深度h1与熔融段螺槽深度h3之比。ε大,会增强剪切效果,但会减弱塑化能力。

四、注塑机螺杆好坏评价标准
1、塑化质量
一根螺杆首先必须能生产出合乎质量要求的制品。所谓合乎质量要求是指所生产的制品应当合乎以下几个方面的要求:
(1)具有合乎要求的各种性能。具有合乎规定的物理、化学、力学、电学性能;
(2)具有合乎要求的表观质量。如能达到用户对气泡、晶点、染色分散均匀性的要求等。
(3)具有合乎要求的螺杆的塑化质量:
螺杆所挤出的熔体温度是否均匀,轴向波动、径向温差多大。
是否有得以成型的最低熔体温度。
挤出的熔体是否有压力波动。
染色和其它填加剂的分散是否均匀等。
2、产量
所谓产量是指在保证塑化质量的前提下,通过给定机头的产量或挤出量。如前所述,产量一般用公斤/小时或公斤/转来表示。一根好的螺杆,应当具有较高的塑化能力(生产能力)。
3、单耗
所谓单耗,是指每挤出一公斤塑料(橡胶)消耗的能量,一般用 N或来表示。其中 N为功率(千瓦),Q为产量(公斤/小时)。
(1)这个数值越大,表示塑化同样重量的塑料所需要的能量越多,即意味着所耗费的加热功率越多,电机所做的机械功通过剪切和摩擦热的形式进入物料越多。反之亦然。
(2)一根好的螺杆,在保证塑化质量的前提下,单耗应尽可能低。
4、适应性
(1)所谓螺杆的适应性是指螺杆对加工不同塑料、匹配不同机头和不同制品的适应能力。一般说来,适应性越强,往往伴随着塑化效率的降低。
(2)因此我们总希望一根好的螺杆,其适应性和高的塑化效率都应兼备。
5、制造的难易
一根好的螺杆还必须易于加工制造,成本低。
五、如何选择注塑机螺杆
1、螺杆直径(D)
与所要求的注射量相关,射出容积=1/4×π×D↑2×S(射出行程) ×0.85。与最高注射压力成反比,与塑化能力成正比;
2、输送段
负责塑料的输送、推挤与预热,应保证预热到熔点。结晶性塑料宜长(比如POM、PA);非晶性料次之(比如PS、PU、ABS);热敏性最短(比如PVC);
3、压缩段
负责塑料的混炼、压缩与加压排气,通过此段的原料几乎全部熔解,但不一定会均匀混合。在此区域,塑料逐渐熔融,螺槽体积必须相应下降,以对应塑料几何体积的下降,否则料压不实,传热慢,排气不良。压缩段一般占25%以上螺杆工作长度,但尼龙螺杆此段约占15%,高粘度、耐火性、低传导性、高添加物等塑料螺杆占40%左右,PVC螺杆可占100%的比例,以免产生激烈的剪切热。
4、计量段
一般占20%/25%螺杆工作长度,确保塑料全部熔融以及温度均匀,混炼均匀。计量段长则混炼效果佳,但太长则易使熔体停留过久而产生热分解,太短则易使温度不均匀。PVC等热敏性塑料不宜停留时间过长,以免热分解,可用较短的计量段或不要计量段。
5、螺槽深度
进料螺槽深度越深,则输送量越大,但需考虑注塑机螺杆强度。计量螺槽深度越浅,则塑化发热、混合性能指数越高,但计量螺槽深度太浅则剪切热增加,自生热增加,温升太高,造成塑料变色或烧焦,尤其不利于热敏性塑料。
渐变型螺杆——压缩段较长,占螺杆总长的50%,塑化时能量转换缓和,多用于PVC等热稳定性差的塑料。
突变型螺杆——压缩段较短,占螺杆总长的5%~15%左右,塑化时能量转换较剧烈,多用于聚烯烃、PA等结晶型塑料。
通用型螺杆——可适应多种塑料的加工 。

六、注塑机螺杆使用方法
料筒未达到预调温度时,切勿启动机器。新开电热一般要求温度达到设定值30分钟后再操作螺杆。
每次停机超过半小时以上的,最好关闭落料口并清扫料筒内料,设置保温。
避免异物落入料料筒损坏螺杆及料筒。防止金属碎片及杂物落入料斗,若加工回收料,需加上磁性料斗以防止铁屑等进入料筒。
使用防涎时要确定料筒内塑料完全熔融,以免螺杆后退时损坏传动系统零件。
避免螺杆空转、打滑等现象。
使用新塑料时,应把料筒的余料清洗干净。使用POM、PVC、PA+GF等料时尽量减少原料降解,停机后及时用ABS等水口料冲洗干净。
避免POM与PVC同时混入料筒,在熔融温度下将会发生反应造成严重工业事故。
当熔融塑料温度正常但又不断发现熔融塑料出现黑点或变色时,应检查螺杆止逆环(过胶圈、介子)是否损坏。

七、常见问题及解决方法
1、打滑
在螺杆预塑阶段,螺杆在机筒内旋转沿着螺杆方向输送物料并后退积累物料准备下一次注塑时,螺杆也会发生打滑。如果螺杆在预塑阶段开始打滑,那么在螺杆继续旋转时,螺杆的轴向运动会停止。注塑机螺杆打滑的原因主要是:加料口产生压料困难和机筒长度不能形成足够的粘着力,那么螺杆就发生了打滑现象。
注塑机螺杆打滑解决办法有两种:
第一种办法:加人少量物料对机筒末端开始进行清洗,同时检査一下熔融温度,停留时间短会导致熔融温度会低于机筒温度的设定值。
第二种办法:注意观察成型制品,如果出现有如黑点或淡条纹、大理石斑纹,那就表明物料在机筒内没有得到很好的混炼。
2、不下料
注塑生产的时候,经常会遇到螺杆转动却不下料的情况,也就不能完成正常生产,注塑机螺杆不下料常见原因及解决办法:
(1)料筒下料口堵塞,检查该处是否有熔化的塑料块粘结。
(2)温控不准确,料筒的后端温度太高,调整温度的设定,同时可以检查冷却水路是否堵塞。
(3)螺杆出现包胶现象——塑料包住螺杆一起旋转。
(4)塑料里面添加油品太多,造成螺杆打滑。
(5)塑料中回料添加太多。
(6)螺杆与料筒磨损和过胶圈的磨损都可能导致注塑机螺杆不下料,造成塑料漏流不往料筒前端输送。
(7)塑料粒太大,会出现架桥现象,只需将塑料再次粉碎。
(8)新换的螺杆如果不下料,可能是料筒与螺杆下料口的设计不恰当,对于螺杆方面就是螺杆的加料段螺槽太浅,导致螺杆在旋转的时候不能带动塑料往前输送,也有可能是输送的料量很少和料筒方面就是下料口的设计。
结语:
未来,伴随技术的进步,螺杆的档次、精度和技术含量将不断提高,求精、求新,开发符合市场发展趋势的产品将是今后螺杆产品的主流。
相关参考
注塑小生注塑机螺杆不下料原因塑料制品的加工过程中,常常会遇到各种各样的问题,注塑机螺杆不下料就是常见问题之一。大概有以下几种原因所致: 塑料中回料添加太多。 螺杆出现包胶现象——塑料包住螺杆一起旋转。螺...
注塑小生注塑机螺杆不下料原因塑料制品的加工过程中,常常会遇到各种各样的问题,注塑机螺杆不下料就是常见问题之一。大概有以下几种原因所致: 塑料中回料添加太多。 螺杆出现包胶现象——塑料包住螺杆一起旋转。螺...
注塑小生注塑机螺杆不下料原因塑料制品的加工过程中,常常会遇到各种各样的问题,注塑机螺杆不下料就是常见问题之一。大概有以下几种原因所致: 塑料中回料添加太多。 螺杆出现包胶现象——塑料包住螺杆一起旋转。螺...
注塑小生注塑机螺杆不下料原因塑料制品的加工过程中,常常会遇到各种各样的问题,注塑机螺杆不下料就是常见问题之一。大概有以下几种原因所致: 塑料中回料添加太多。 螺杆出现包胶现象——塑料包住螺杆一起旋转。螺...
我们在使用注塑机的过程中注塑机的螺杆是最常损坏的部件,所以需要经常更换,那么如何选择正确螺杆是使用注塑机的重中之重。下面就针对几种料性为大家解答。一、PC料(聚碳酸酯)特点:1.非结晶性塑料,无明显的熔点...
我们在使用注塑机的过程中注塑机的螺杆是最常损坏的部件,所以需要经常更换,那么如何选择正确螺杆是使用注塑机的重中之重。下面就针对几种料性为大家解答。一、PC料(聚碳酸酯)特点:1.非结晶性塑料,无明显的熔点...
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效专注注塑工厂降本增效改善1、水丝A.背压过紧,导致浇口住外溢料,原料无法顺利进入型腔,而因阻力太大,过热分解;B.射出速度降低,以避免原料因过热而分...
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效专注注塑工厂降本增效改善1、水丝A.背压过紧,导致浇口住外溢料,原料无法顺利进入型腔,而因阻力太大,过热分解;B.射出速度降低,以避免原料因过热而分...
注塑机储料不停怎么办(注塑机技术员十个想不通故障解决处理技巧方法)
一、为什么同一种塑胶,同一种成型条件,同一种机型,射胶有时稳定,有时不稳定,是机台的问题吗?1、注意观察压力曲线,看看压力是不是稳定?2、工艺参数设定值处于临界状态(塑化不好)3、比例,输出差别,4、检查螺杆及过胶圈...
注塑机储料不停怎么办(注塑机技术员十个想不通故障解决处理技巧方法)
一、为什么同一种塑胶,同一种成型条件,同一种机型,射胶有时稳定,有时不稳定,是机台的问题吗?1、注意观察压力曲线,看看压力是不是稳定?2、工艺参数设定值处于临界状态(塑化不好)3、比例,输出差别,4、检查螺杆及过胶圈...