注塑料流动性不好(注塑件排气不良的原因及解决办法)
Posted
篇首语:亦余心之所善兮,虽九死其犹未悔。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑料流动性不好(注塑件排气不良的原因及解决办法)相关的知识,希望对你有一定的参考价值。
注塑料流动性不好(注塑件排气不良的原因及解决办法)
1、设备选型不当。
在用选设备时,注塑机的最大注射量必须大于塑件及水口总重,而注射总重不能超出注塑机塑化量的85%.
2、供料不足。
目前常用的控制加料的办法是定体积加料法,其辊料量与原料的果粒经是否均一,加料口底部有无“架桥”现象。若加料口处温度过高,也会引起落料不畅。对此,应疏通和冷却加料口。
3、料流动性差。
原料流动性差时,模具的结构参数是影响欠注的主要原因。因此应改善模具浇注系统的滞流缺陷,如合理设置浇道位置,扩大浇口,流道和注料口尺寸,以及采用较大的喷嘴等。
同时可在原料配方中增加适量助剂改善树脂的流动性能。此外,还应检查原料中再生料是否超量,适当减少其用量。

注塑车间
4、润滑剂超量。
如果原料配方中润滑剂量太多,且射料螺杆止逆环与料筒磨损间隙较大时,熔料在料筒中回流严重会引起供料不足,导致欠注。对此,应减少润滑剂用量及调整料筒与射料螺杆及止逆环间隙,修复设备。
5、冷料杂质阻塞料道。
当熔料内的杂质堵塞喷嘴或冷料阻塞浇口及流道时,应将喷嘴折下清理或扩大模具冷料穴和流道截面。
6、浇注系统设计不合理。
一模多腔时,往往因浇口和浇道平衡设计不合理导致塑件外观缺陷。设计浇注系统时,要注意浇口平衡,各型腔内塑件的重量要与浇口大小成正比,使各型腔能同时充满,浇口位置要选择在厚壁处,也可采用分流道平衡布置的设计方案。若浇口或流道小,薄,长,熔料的压力在流动过程中沿程损失太大,流动受阻,容易产生填充不良。对此应扩大流道截面和浇口面积,必要时可采用多点进料的方法。
7、模具排气不良。
当模具内因排气不良而残留的大量气体受到流料挤压,产生大于注射压力的高压时,就会阻碍熔料充满型腔造成欠注。
对此,应检查有无设置冷料穴或其位置是否正确,对于型腔较深的模具,应在欠注的部位增设排气沟槽或排气孔;在合模面上,可开设深度为0.02~0.04mm,宽度为5~10mm的排气槽,排气孔应设置在型腔的最终充模处。使用水分及易挥发物含量超标的原料时也会产生大量的气体,导致模具排气不良。此时,应对原料进行干燥及清除易挥发物。
此外,在模具系统的工艺操作方面,可通过提高模具温度,降低注射速度,减小浇注系统流动助力,以及减小合模力,加大模具间隙等辅助措施改善排气不良。
8、模具温度太低。
熔料进入低温模腔后,会因冷却太快而无法充满型腔的各个角落。因此,开机前必须将模具预热至工艺要求的温度,刚开机时,应适当节制模具内冷却水的通过量。若模具温度升不上去,应检查模具冷却系统的设计是否合理
9、熔料温度太低
通常,在适合成型的范围内,料温与充模长度接近于正比例关系,低温熔料的流动性能下降,使得充模长度减短。当料温低于工艺要求的温度时,应检查料筒加料器是否完好并设法提高料筒温度。
刚开机时,料筒温度总比料筒加热器仪表指示的温度要低一些,应注意将料筒加热到仪表温度后还需怛温一段时间才能开机。如果为了防止熔料分解不得不采取低温注射时,可适当延长注射循环时间,克服欠注。对于螺杆式注塑机,可适当提高料筒前部区段的温度。
10 喷嘴温度太低
在注射过程中,喷嘴是与模具相接触的,由于模具温度一般低于喷嘴温度,且温差较大,两者频繁接触后会使喷嘴温度下降,导致熔料在喷嘴处冷冻。
如果模具结构中没有冷料穴,则冷料进入型腔后立即凝固,使助塞在后面的热熔料无法充满型腔。因此,在开模时应使喷嘴与模具分离,减少模温对喷嘴温度的影响,使喷嘴处的温度保持在工艺要求的范围内。
如果喷嘴温度很低且升不上去,应检查喷嘴加热器是否损坏,并设法提高喷嘴温度,否则,流料的压力损失太大也会引起欠注。
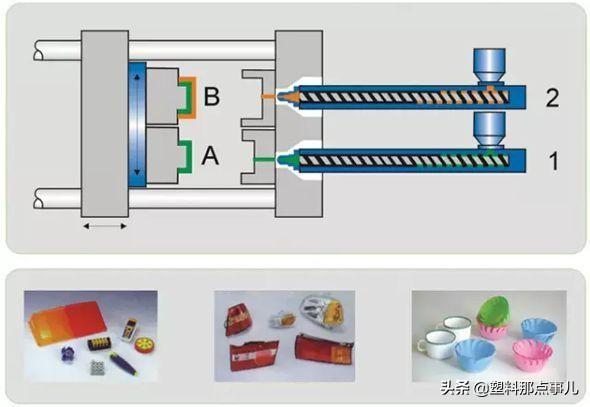
注塑原理
11 注射压力或保压不足
注射压力与充模长度接近于正比例关系,注射压力太小,充模长度短,型腔填充不满。对此,可通过减慢注射前进速度,适当延长注射时间等办法来提高注射压力。
在注射压力无法进一步提高的情况下,可通过提高料温,降低熔料粘度,提高熔体流动性能来补救。值得注意的是若料温太高会使熔料热分解,影响塑件的使用性能。
此外,如果保压时间太短,也会导致填充不足。因此,应将保压时间控制在适宜的范围内,但需要注意,保压时间过长也会引起其它故障,成型时应根据塑件的具体情况酌情调节。
12 注射速度太慢
注射速度与充模速度直接相关。如果注射速度太慢,熔料充模缓慢,而低速流动的熔体很容易冷却,使其流动性能进一步下降产生欠注。
对此,应适当提高注射速度。但需注意,如果注射速度太快,很容易引起其它成型故障。
13 塑件结构设计不合理
当塑件厚度与长度不成比例,形体十分复杂且成型面积很大时,熔料很容易在塑件薄壁部位的入口处流动受阻,使型腔很难充满。因此,在设计塑件的形体结构时,应注意塑件的厚度与熔料充模时的极限流动长度有关。
在注射成型中,塑件的厚度采用最多的为1~3mm,大型塑件为3~6mm,一般推荐的最小厚度为;聚乙烯0.5mm,醋酸纤维素和醋酸丁酸纤维素塑料0.7mm, 乙基纤维素塑料0.9mm,聚甲基丙烯酸甲酯0.7mm,聚酰胺0.7mm,聚苯乙烯0.75mm,聚氯乙烯2.3mm。通常,塑件的厚度超过8mm或小于0.5mm都对注塑成型不利,设计时应避免采用这样的厚度。
此外,在成型形体复杂的结构塑件时,在工艺上也要采用必要的措施,如合理确定浇口的位置,适当调整流道布局,提高注射速度或采用快速注射。提高模具温度或选用流动性能较好的树脂等。
相关参考
...也会引起落料不畅。对此,应疏通和冷却加料口。3、料流动性差。原料流动性差时,模具的结构参数是影响欠注的主要原因。因此应改善模具浇注系统的滞流缺陷,如合理设置浇道位置,扩大浇口
水口周转箱(成型故障及其解决方法,注塑不良原因与排除方法,注塑缺陷改善)
...会引起落料不畅。对此,应疏通和冷却加料口。(3)料流动性差。原料流动性差时,模具的结构参数是影响欠注的主要原因。因此应改善模具浇注系
薄壁注塑的解决方案薄壁注塑就是产品壁厚比较薄,流程显得比较长,流动截面上的中心层厚度比较低,塑胶容易冷却,流动困难。通常需要高速高压的充填,高模温的辅助。热流道需要尽可能地降低自身的压力损失。1.缺料不...
薄壁注塑的解决方案薄壁注塑就是产品壁厚比较薄,流程显得比较长,流动截面上的中心层厚度比较低,塑胶容易冷却,流动困难。通常需要高速高压的充填,高模温的辅助。热流道需要尽可能地降低自身的压力损失。1.缺料不...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。①缩水一,产品缩水的模具原因1,水口流道,入水太小了,保压打...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。①缩水一,产品缩水的模具原因1,水口流道,入水太小了,保压打...
注塑机喷嘴流料什么原因(常见的聚丙烯(PP)注塑成型缺陷排除方法)
...分析及排除方法:(1)工艺条件控制不当。应适当调整。(2)注塑机的注射能力小于塑件重量。应换用较大规格的注塑机。(3)流道和浇口截面太小。应适当加大。(4)模腔内熔料的流动距离太长或有薄壁部分。应设置冷料穴。(5)模具排...
注塑机喷嘴流料什么原因(常见的聚丙烯(PP)注塑成型缺陷排除方法)
...分析及排除方法:(1)工艺条件控制不当。应适当调整。(2)注塑机的注射能力小于塑件重量。应换用较大规格的注塑机。(3)流道和浇口截面太小。应适当加大。(4)模腔内熔料的流动距离太长或有薄壁部分。应设置冷料穴。(5)模具排...
注塑脱模剂(注射成型中常见不良问题及解决办法,注塑缺陷原因及对策)
...及能尽快找出操作问题的原因,操作人员应把所有最好的注塑机型条件记录在“注塑成型条件记录表”上,以供日后解决问题时参考之用。按本厂所知,此处提供的附录资料是不完全精确的,但对本资料的准确性及完整性--我厂...
注塑脱模剂(注射成型中常见不良问题及解决办法,注塑缺陷原因及对策)
...及能尽快找出操作问题的原因,操作人员应把所有最好的注塑机型条件记录在“注塑成型条件记录表”上,以供日后解决问题时参考之用。按本厂所知,此处提供的附录资料是不完全精确的,但对本资料的准确性及完整性--我厂...