注塑常见外观缺陷及解决方法(注塑不良缺陷24招解决办法)
Posted
篇首语:盛年不重来,一日难再晨。及时当勉励,岁月不待人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑常见外观缺陷及解决方法(注塑不良缺陷24招解决办法)相关的知识,希望对你有一定的参考价值。
注塑常见外观缺陷及解决方法(注塑不良缺陷24招解决办法)
我细细地描述,缓缓地叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。 |
注塑5要素
1、 温度:料筒温度、模具温度、干燥温度、液压油温度、环境温度等。
2、压力:注射压力、保压压力、背压、顶针压力、开模压力、锁模压力等。
3、时间:注射时间、保压时间、冷却时间、干燥时间、计量延迟时间等。
4、速度:射出速度、熔胶速度、开闭模速度、脱模速度等。
5、位置:计量位置、顶出位置、开模位置等。
調機員工作5要點
1,遇到品质异常时,要用5M1E(人,机,料,法,测,環)来分析问题,确认清楚品质异常的真因,再進行調機動作。
2,調機時,每次只動一個參數,觀察2至3啤,分析清楚機台,模具,材料的狀態,再對症修改。
3,注塑缺陷問題:70%-80%是模具異常問題,10%-20%是材料或其它因素,10%是調機工藝問題。不可歪門邪道,特殊工藝應付生产。
4,首件开机正常生产2小时后,要回头改善缩短2~3秒周期;正常生产半个班后,再回头改善缩短2~3秒周期,持续......达至效率,品质最佳状态。
5,2小時巡機1次,確認參數是否異常,模溫,炮筒溫度是否在范围內,射咀,料桶烤料,模具狀況是否正常,周邊設備是否正常工作。














看了不点赞,点赞了不关注,不转发,就是耍流氓,要做白嫖佬。
相关参考
注塑脱模剂(注射成型中常见不良问题及解决办法,注塑缺陷原因及对策)
...及能尽快找出操作问题的原因,操作人员应把所有最好的注塑机型条件记录在“注塑成型条件记录表”上,以供日后解决问题时参考之用。按本厂所知,此处提供的附录资料是不完全精确的,但对本资料的准确性及完整性--我厂...
注塑脱模剂(注射成型中常见不良问题及解决办法,注塑缺陷原因及对策)
...及能尽快找出操作问题的原因,操作人员应把所有最好的注塑机型条件记录在“注塑成型条件记录表”上,以供日后解决问题时参考之用。按本厂所知,此处提供的附录资料是不完全精确的,但对本资料的准确性及完整性--我厂...
水口周转箱(成型故障及其解决方法,注塑不良原因与排除方法,注塑缺陷改善)
...障分析及排除方法(1)设备选型不当。在用选设备时,注塑机的最大注射量必须大于塑件及水口总重,而注射总重不能超出注塑机塑化量的85%.(2)供料不足。目前常用的控制加料的办法是定体积加料法,其辊料量与原料的果粒...
注塑机干燥机不加热怎么回事(注塑产品不良缺陷的原因及解决方法)
...上一层楼。一.欠注1.设备选型不当。在用选设备时,注塑机的最大注射量必须大于塑件及水口总重,而注射总重不能超出注塑机塑化量的85%。2.供料不足。目前常用的控制加料的办法是定体积加料法,其辊料量与原料的颗粒...
注塑机干燥机不加热怎么回事(注塑产品不良缺陷的原因及解决方法)
...上一层楼。一.欠注1.设备选型不当。在用选设备时,注塑机的最大注射量必须大于塑件及水口总重,而注射总重不能超出注塑机塑化量的85%。2.供料不足。目前常用的控制加料的办法是定体积加料法,其辊料量与原料的颗粒...
扬塑,与您共享看得见,摸得着的注塑理念;共同推进可落地,即效益的技术动作。产品缺陷可能原因解决方法尺寸不稳定1.机器电气系统、液压系统不稳定2.注塑成型工艺技术条件不稳定3.注塑成型工艺技术条件设置不当4...
扬塑,与您共享看得见,摸得着的注塑理念;共同推进可落地,即效益的技术动作。产品缺陷可能原因解决方法尺寸不稳定1.机器电气系统、液压系统不稳定2.注塑成型工艺技术条件不稳定3.注塑成型工艺技术条件设置不当4...
扬塑,与您共享看得见,摸得着的注塑理念;共同推进可落地,即效益的技术动作。产品缺陷可能原因解决方法尺寸不稳定1.机器电气系统、液压系统不稳定2.注塑成型工艺技术条件不稳定3.注塑成型工艺技术条件设置不当4...
扬塑,与您共享看得见,摸得着的注塑理念;共同推进可落地,即效益的技术动作。产品缺陷可能原因解决方法尺寸不稳定1.机器电气系统、液压系统不稳定2.注塑成型工艺技术条件不稳定3.注塑成型工艺技术条件设置不当4...
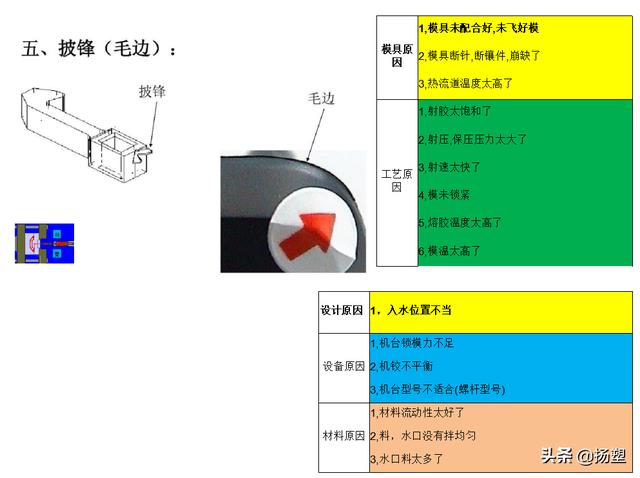
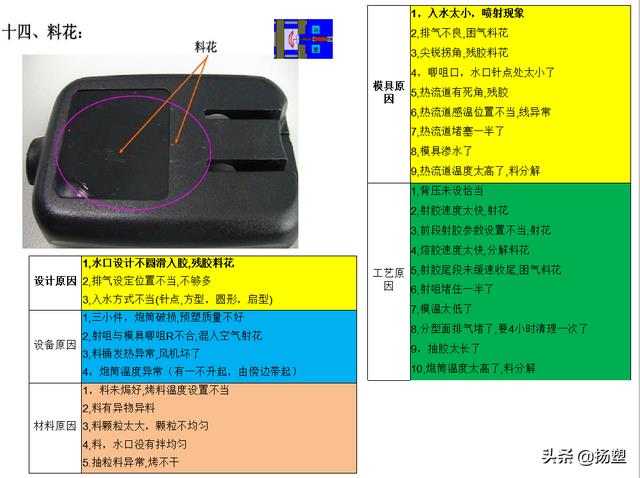
塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构,物料的流变性等因素错综变化的影响,使得制件的内在及外观质量经常会出现各种各样的缺陷,常见的外...