注塑原料有哪些(11个注塑工艺基本参数,实力解释)
Posted
篇首语:如烟往事俱忘却,心底无私天地宽。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑原料有哪些(11个注塑工艺基本参数,实力解释)相关的知识,希望对你有一定的参考价值。
注塑原料有哪些(11个注塑工艺基本参数,实力解释)

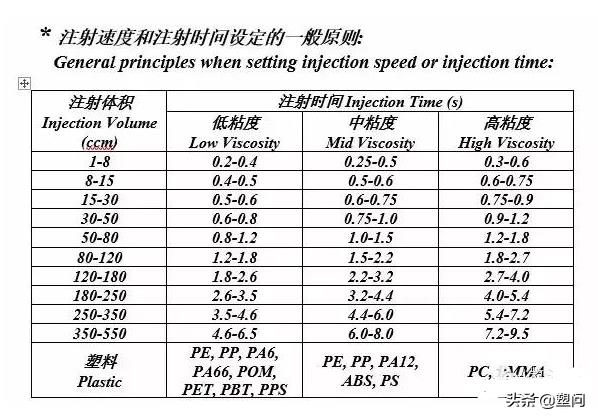
一、注射速度
01、什么是注射速度
通常我们所设定的注射速度是指螺杆前进的速度。但是真正重要的是熔体在型腔里前进的速度,它与流动方向的截面积大小有关。
02、怎么确定注射速度
作为原则,注射速度应越快越好。
它的确定取决于熔体的冷却速度和熔体粘度:冷却速度快的或粘度高的熔体采用高的注射速度。
注意:冷却速度的快慢取决于材料本身的性能,壁厚以及模具温度高低。
03、注射速度过快/过慢
注射速度太快:易出现焦斑,飞边,内部气泡或造成熔体喷射
注射速度太慢:易出现流动痕, 熔接痕,并且造成表面粗糙,无光泽
二,转压点
01、怎么确定转压点
一般来说,转压点是指在零保压压力的情况下把产品打到95%满时,由注射到保压的切换点。对于薄壁产品(如:扎带):一般打到产品的98%
对于非平衡流道:一般为70%-80%,应视具体情况而定。并建议采用慢-快-慢多级注射。
02、转压点过高/过低
转压点太高:产品充模不足,熔接痕,凹陷,尺寸偏小等
转压点太低:飞边,脱模困难,尺寸偏大等
三、保压压力
01、怎么确定保压压力
优化的保压压力一般为最低保压压力和最高保压压力的中间值。
最低保压压力:在准确的转压点基础上,给予一定的保压压力,当产品刚出现充模不足时的保压
最高保压压力:在准确的转压点基础上,给予一定的保压压力,当产品刚出 现毛刺时的保压压力。
(从最低和最高保压压力我们可以看到产品工艺波动的安全范围)
02、一般来说:
PA保压压力=50% 注射压力
POM 保压压力= 80% 注射压力;
对于尺寸要求高的产品可达到 100%注射压力
PP/PE 保压压力=30-50% 注射压力
四、保压时间
01、怎么确定保压时间
保压时间的确定以浇口冷凝为依据。通过产品称重来确定。
02、保压时间过长/过短
保压时间太长: 影响周期
保压时间太短:重量不足,产品内部空洞,尺寸偏小
注意:保压压力会影响保压时间的长短。保压压力越大保压时间越长。
五、螺杆转速
预塑的目标是:获得均一稳定的熔体(即塑化均匀,无冷料,无降解,无过多气体)
01、怎么确定螺杆转速
作为原则,螺杆转速的确定必须使螺杆的预塑时间,回吸时间与射台的回退时间之和略短于冷却时间。
02、螺杆转速过快/过慢
螺杆转速太快:塑化不均(从而造成产品冷料,充模不足和断裂等),材料分解(从而造成焦斑,色差,断裂等)
螺杆转速太慢:影响周期
六、冷却时间
作为原则,冷却时间的设定应越短越好,以产品不变形,不粘模,无过深的顶出痕为基本要求。
并且:螺杆转速:
- PA<1.0m/s;
- POM < 0.7 m/s;
- PP/PE/PS < 1.3m/s;
- ABS/PC/PMMA < 0.6m/s
七、背压
01、什么是背压
背压是指螺杆预塑时,液压缸阻止螺杆后退的力,其大小等于螺杆前端熔体对螺杆的反作用力。
02、怎么确定背压
背压的确定取决于不同材料的性能,通常由材料供应商提供。
一般来说:PA: 20-80 Bar ; POM : 50-100 Bar ; PP/PE : 50-200 Bar
03、怎么确定背压
背压太高:材料分解;流涎;需要更长的预塑时间
背压太低:塑化不均(特别对于含色母料),塑化不实(从而造成产
品气泡,焦斑等)
八、回吸量
01、如何确定回吸量
回吸量的确定(结合背压的确定)以不流涎为原则
02、回吸量过大/过小
回吸量太大:气泡,焦斑, 料垫不稳
回吸量太小: 流涎, 料垫不稳(由于止回阀关不住)
九、锁模力
01、锁模力的确定
锁模力的大小取决于型腔投影面积和注射压力的大小
02、锁模力过大/过小
锁模力太大:排气不畅(焦斑,充模不足),模具变形
锁模力太小:飞边
十、熔体温度
01、怎么确定熔体温度
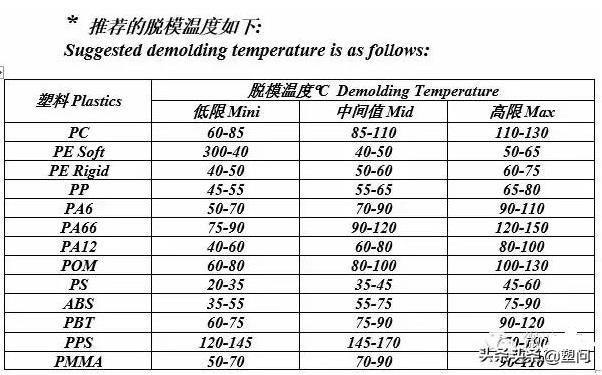
通常熔体温度的确定取决于不同材料的性能,由材料供应商提供。(所用材料的熔体温度及模具温度见附表)
02、料筒温度的设定
03、熔体温度过高/过低
熔体温度太高:材料分解(从而造成产品气泡,色差,焦斑,断裂等)
熔体温度太低:材料塑化不均,熔体内含冷料(从而造成充模不足,冷料,产品断裂等)
十一、模具温度
01、为什么需要模温
无论模具温度高低,它的作用始终是为了在稳定生产过程中使模具维持一定的温度,起冷却作用的。
真正重要的模温是指模具型腔的温度,而不是模温机上显示的温度。通常,在稳定生产过程中型腔温度会达到一个稳定的动态平衡,并高于显示温度10度左右
(对于大模具在生产之前必须使模具充分加热,尤其是薄壁,且流长比
很大的产品模具)
02、模具温度会影响什么
会影响熔体的流动性和冷却速度。
因为影响流动性,从而影响产品外观(表面质量,毛刺)和注塑压力;
因为影响冷却速度,从而影响产品结晶度,进而影响产品收缩率和机械强度性能.
03、模具温度过高/过低
模温高:流动性好;结晶度高;收缩率大(从而造成尺寸偏小);变形;需要更长的冷却时间
模温低:流动性差(从而造成流动纹,熔接痕);结晶度低;收缩率小(从而造成尺寸偏大)
相关参考
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!认识从文章开始,欢迎交流互相学习!你需要、就是我们深交的开始。1注射速度01什么是注射速度通常我们所设定的注射速度是指螺杆前进的速度。但是真正重要...
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!认识从文章开始,欢迎交流互相学习!你需要、就是我们深交的开始。1注射速度01什么是注射速度通常我们所设定的注射速度是指螺杆前进的速度。但是真正重要...
1注射速度01什么是注射速度通常我们所设定的注射速度是指螺杆前进的速度。但是真正重要的是熔体在型腔里前进的速度,它与流动方向的截面积大小有关。02怎么确定注射速度作为原则,注射速度应越快越好。它的确定取决于...
1注射速度01什么是注射速度通常我们所设定的注射速度是指螺杆前进的速度。但是真正重要的是熔体在型腔里前进的速度,它与流动方向的截面积大小有关。02怎么确定注射速度作为原则,注射速度应越快越好。它的确定取决于...
注塑级原料(业内标准:PC、尼龙、ABS、亚克力等11种常见塑料注塑工艺详解)
1、尼龙66(PA66)料筒温度喂料区60~90℃(80℃)区1260~290℃(280℃)区2260~290℃(280℃)区380~290℃(290℃)区4280~290℃(290℃)区5280~290℃(290℃)喷嘴280~290℃(290℃)括号内的温度建议作为基本设定值,行程利用率为3...
注塑级原料(业内标准:PC、尼龙、ABS、亚克力等11种常见塑料注塑工艺详解)
1、尼龙66(PA66)料筒温度喂料区60~90℃(80℃)区1260~290℃(280℃)区2260~290℃(280℃)区380~290℃(290℃)区4280~290℃(290℃)区5280~290℃(290℃)喷嘴280~290℃(290℃)括号内的温度建议作为基本设定值,行程利用率为3...
注塑机工作中调模松退怎么办(「东昊模具」常见注塑料花问题浅析-工艺参数篇)
...品表面银丝、料花、强度下降、发脆,等不良现象。2.速度注塑机射出速度过快或过慢导致制品料花。对策:(1)针对射出速度过快可适当降低射出速度,可采用多级注射在原料过进点时降低射出速度,在原料进入模具型
注塑机工作中调模松退怎么办(「东昊模具」常见注塑料花问题浅析-工艺参数篇)
...品表面银丝、料花、强度下降、发脆,等不良现象。2.速度注塑机射出速度过快或过慢导致制品料花。对策:(1)针对射出速度过快可适当降低射出速度,可采用多级注射在原料过进点时降低射出速度,在原料进入模具型
注射成型模具的基本组成(厂里的注塑老师傅经验分享:8大注塑系统及5大注塑工艺参数要点)
一、注塑系统1.注塑机注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。分为立式、卧式、全电式。注塑机能加热塑料,对熔融塑料施加高压,使其射...
注射成型模具的基本组成(厂里的注塑老师傅经验分享:8大注塑系统及5大注塑工艺参数要点)
一、注塑系统1.注塑机注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。分为立式、卧式、全电式。注塑机能加热塑料,对熔融塑料施加高压,使其射...