注塑产品烧黑怎么解决(注塑熔接线颜色深原因分析与解决对策)
Posted
篇首语:风流不在谈锋胜,袖手无言味最长。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑产品烧黑怎么解决(注塑熔接线颜色深原因分析与解决对策)相关的知识,希望对你有一定的参考价值。
注塑产品烧黑怎么解决(注塑熔接线颜色深原因分析与解决对策)
一、熔接线有较深的颜色是指在成品表面结合线附近,在过慢或过快的流动波前有较深的颜色,大多发生在光亮或深色等成品(如白、蓝、绿等颜色)上。
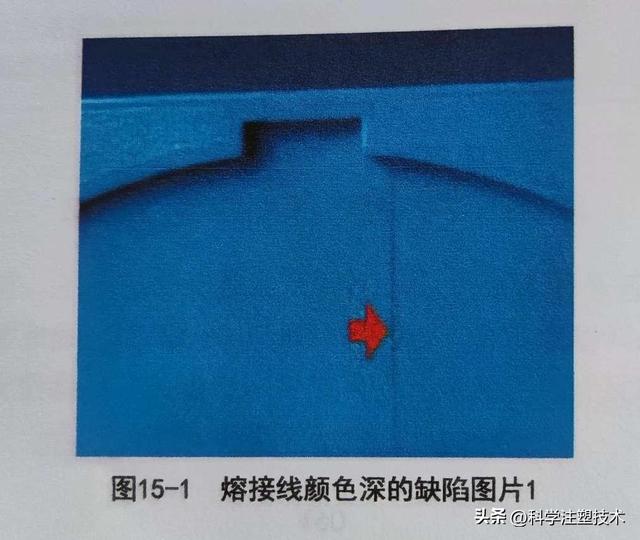
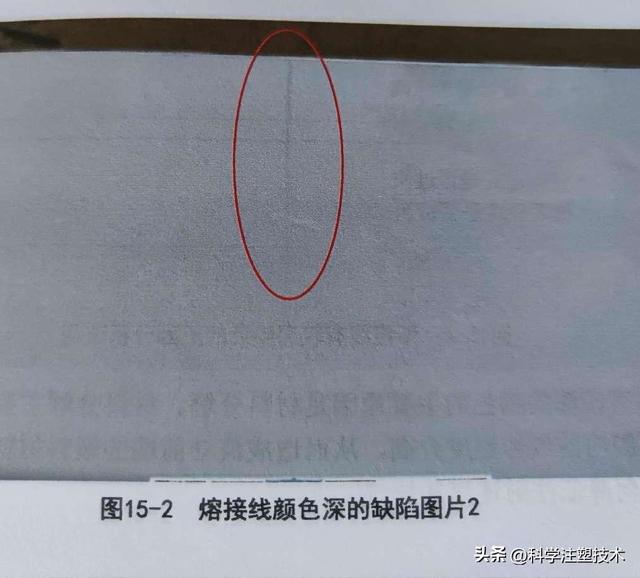
二、熔接线有较深的颜色的主要原因是材料分解。材料分解主要是因为高速注射时,模具型腔内的气体温度升高,从而造成流动前端的塑料材料分解或碳化。所以重点是如何降低注射速度和排气。
三、模具原因分析
(1)模具排气不畅造成氧化而降解。
解决对策:改善排气设计,必要时改变结合线形成位置。
(2)浇口位置设计不正确。
解决对策:改变浇口位置,使结合线位置产生变化,移动到可接受的范围。
四、注塑工艺原因分析
(1)结合线附近不适当的流动导致色料分离。
解决对策:调整注射速度从而改变波前速度。
(2)塑料过热导致结合线附近脱色。
解决对策:降低材料温度。
(3)注射速度太快,气体未及时排出,烧黑造成的。
解决对策:降低注射速度。
资料来源:《注塑产品缺陷图析》,田书竹编著,需要可在我抖音橱窗购买,谢谢!
相关参考
塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构,物料的流变性等因素错综变化的影响,使得制件的内在及外观质量经常会出现各种各样的缺陷,常见的外...
塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构,物料的流变性等因素错综变化的影响,使得制件的内在及外观质量经常会出现各种各样的缺陷,常见的外...
注塑出来的熔接线怎么处理(「技术干货」注塑问题缺陷:浮纤是怎么解决的)
现在很多客户都在用玻璃纤维增强PPS材料,所以想和大家谈谈玻纤中最常见的问题——浮纤。在工程塑料的开发过程中,我们通常添加玻璃纤维来增加材料的强度。例如,PPS材料可以添加20%~60%的玻璃纤维进行改性。添加玻璃纤...
注塑出来的熔接线怎么处理(「技术干货」注塑问题缺陷:浮纤是怎么解决的)
现在很多客户都在用玻璃纤维增强PPS材料,所以想和大家谈谈玻纤中最常见的问题——浮纤。在工程塑料的开发过程中,我们通常添加玻璃纤维来增加材料的强度。例如,PPS材料可以添加20%~60%的玻璃纤维进行改性。添加玻璃纤...
...,一般是可以解决的。 技巧:出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。 第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为...
...,一般是可以解决的。 技巧:出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。 第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为...
注塑机36的螺杆射胶量多少(注塑产品欠注的几种情形分析与解决方法)
...,一般是可以解决的。技巧:当出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(...
注塑机36的螺杆射胶量多少(注塑产品欠注的几种情形分析与解决方法)
...,一般是可以解决的。技巧:当出现此类问题时,要一边注塑一边观察注塑机的螺杆的运动行程。特别要留意保压完成时及熔胶完成时螺杆所处的位置。第一种情况:注塑机螺杆熔胶位置达到设定值,注塑保压完成时位置为0(...
注塑机射出位置不稳定(塑料人进阶宝典:轻松解决81个注塑常见问题()
...,生产一段时间后产品缺胶的原因及解决方案:刚开机时注塑机料管内的熔胶由于加热时间长,熔胶粘度低,流动性好,产品易跑披锋,生产一段时间后由于熔胶不断把热量带走,造成熔胶不足,粘度大,流动性差,使产品缺胶...
注塑机射出位置不稳定(塑料人进阶宝典:轻松解决81个注塑常见问题()
...,生产一段时间后产品缺胶的原因及解决方案:刚开机时注塑机料管内的熔胶由于加热时间长,熔胶粘度低,流动性好,产品易跑披锋,生产一段时间后由于熔胶不断把热量带走,造成熔胶不足,粘度大,流动性差,使产品缺胶...