注塑产品发亮怎么解决(注塑产品外观为什么会产生应力痕以及解决方案)
Posted
篇首语:当你的才华还撑不起你的野心时,你就该努力。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑产品发亮怎么解决(注塑产品外观为什么会产生应力痕以及解决方案)相关的知识,希望对你有一定的参考价值。
注塑产品发亮怎么解决(注塑产品外观为什么会产生应力痕以及解决方案)
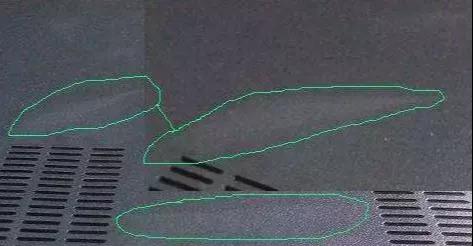
在塑胶产品上,尤其是原料是ABS、PP、PC,经常会看到产品表面会有发亮的应力痕,顶针应力痕、入子应力痕、肉厚差应力痕。
这些表观发亮、发白的痕迹,就是内应力的结果,而内应力不外乎取向应力和冷却收缩应力。浇口附近不规则应力痕是典型的取向应力造成,而肉厚差则是取向和收缩应力的共同结果,而顶针、斜销应力痕形成的因素则更为多一些。
一般情况下,随着保压压力和时间的增加,最先开始的是肉厚差应力痕、顶针斜销应力痕、然后是肉厚差应力痕,最后是浇口附近不规则的应力痕(侧看会发白发亮),这当然也要看产品的具体结构以及进浇位置来看。
所以,当出现了这些应力痕的时候,降低保压压力和保压时间是最重要的,而理解了这个,则就从这里入手,来修改产品设计和模具设计则比成型调整来的更为有效
产品设计上:
1.整体肉厚过薄或流动末端肉厚较厚导致充填压力和保压压力过大,需要加胶或流动末端偷肉。也就是说保压降低时,看缩水处能否偷肉改善,不能的话则要大面加胶了;
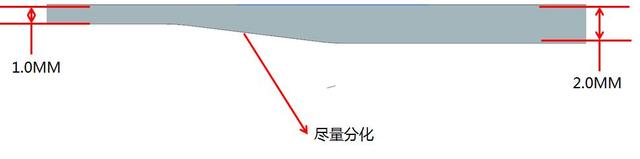
2.尽量避免肉厚差,如有则需要做大分化;
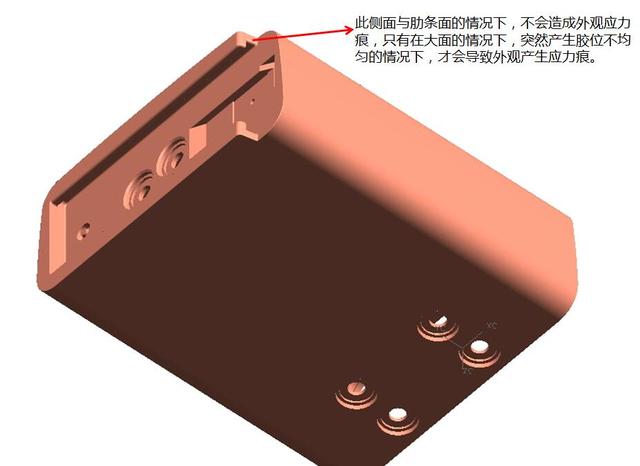
3.公模的rib避免做的过大导致母模有rib应力痕。
4.如果是产品止口的区域,不方便做分化的情况下,需要要根部做R角过渡。
模具设计上:
1.浇口太小或数量太少、分布不均;
2.活动件配模较松或水路配置不合理导致模温较高。
成型条件上:
1.合理设置保压压力和时间(降低);
2.模温升高或降低(升高可改善充填降低保压压力;降低则是让咬花面发亮,表面和应力痕 接近,一般而言,降低模温是多数选择)
相关参考
注塑结合线解决方法(好消息免喷涂材料注塑产品水花、流痕问题可以解决啦)
免喷涂材料是一种无需喷涂,直接注塑就能实现多彩外观效果的材料。使用免喷涂材料能够省去喷涂工艺,可以减少VOC的排放,绿色环保,为厂家降低综合成本。在使用免喷涂材料注塑生产时,常有产品出现注塑有水花、熔接痕...
注塑结合线解决方法(好消息免喷涂材料注塑产品水花、流痕问题可以解决啦)
免喷涂材料是一种无需喷涂,直接注塑就能实现多彩外观效果的材料。使用免喷涂材料能够省去喷涂工艺,可以减少VOC的排放,绿色环保,为厂家降低综合成本。在使用免喷涂材料注塑生产时,常有产品出现注塑有水花、熔接痕...
注塑高光产品调机注意(高光无痕塑胶模具设计:最详细的制造规范,不收藏下吗(上))
目前,绝大部分的家用电器外观零部件都是注塑成型得到的。在注塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一、高光无痕注塑的原...
注塑高光产品调机注意(高光无痕塑胶模具设计:最详细的制造规范,不收藏下吗(上))
目前,绝大部分的家用电器外观零部件都是注塑成型得到的。在注塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一、高光无痕注塑的原...
急冷急热模温机多少钱(高光无痕注塑,急冷急热控温模温机对高光注塑产品的好处)
在高光注塑中,最关键的取决于模具、材料与模具温度控制机(简称模温机)。 在普通的注射成型加工中,将模具温度设低时,虽然可以缩短成型周期,但容易产生汇线,造成外观品质不良。相反,将模具温度设高时,可以提高...
产品凹凸起部分注塑时易产生气痕,白色或黑色件部明显,颜色件或喷漆时气痕缺陷显现出来。遇到此类问题,按以下思路处理:1、前模接65°~75°模温,注塑压力加大,产品打饱,产品气痕印不能有明显的凹凸感;2、喷漆角度改...
产品凹凸起部分注塑时易产生气痕,白色或黑色件部明显,颜色件或喷漆时气痕缺陷显现出来。遇到此类问题,按以下思路处理:1、前模接65°~75°模温,注塑压力加大,产品打饱,产品气痕印不能有明显的凹凸感;2、喷漆角度改...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
目前,绝大部分的家用电器外观零部件都是注塑成型得到的。在注塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
目前,绝大部分的家用电器外观零部件都是注塑成型得到的。在注塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原...
注塑产品熔接痕的解决办法(金属嵌件注塑出现喷流纹要怎么处理)
金属嵌件注塑件在注塑时出现产品不良的情况有很多种,包括溢边、填充不足、气泡、龟裂、喷流纹和熔接痕等等。金属冲压厂家也都在实际生产过程中总结了经验,能够针对不同的问题,做出正确合适的措施。此文主要讲注塑...