波纹片成型机加工(六种特殊注塑成型原理、优点、应用案例)
Posted
篇首语:情况是在不断地变化,要使自己的思想适应新的情况,就得学习。本文由小常识网(cha138.com)小编为大家整理,主要介绍了波纹片成型机加工(六种特殊注塑成型原理、优点、应用案例)相关的知识,希望对你有一定的参考价值。
波纹片成型机加工(六种特殊注塑成型原理、优点、应用案例)
一、压缩注塑成型
压缩注塑成型:(injection compression molding )是传统注塑成型的一种高级形式。
原理:
先将熔料注人到模腔,当熔料进人模肺时。模具在其压刀下打开少许;待熔料充满型腔后,再用高压锁紧模具得到所需的制品。第二步是压制成型。由于熔料是在模具已成微量开启状态下进入型腔的,故所需允模工力较小。
在成型时螺杆已不再向模腔内注料,而靠高压锁紧模具从而力Lf压于塑料而成型,因而制品取向较小,内应力低。该法特别适合于成型而积小的透明度要求高的制品;
优点:
它能增加注塑零件的流长比;采用更小的锁模力和注塑压力;减少材料内应力;以及提高加工生产率。
注射压缩成型适用于各种热塑性工程塑胶制作的产品,如:大尺寸的曲面零件,薄壁,微型化零件,光学镜片,以及有良好抗冲击要求的零件。
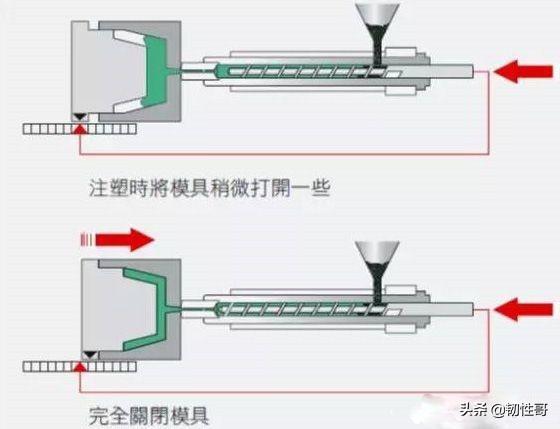
压缩注塑成型示意图:(injection compression molding )
应用案例:
众所周知,光学透镜对其几何精度要求非常高、既要尺寸准确,又要变形小,而一般注塑成型就难以达到此要求。

二、排气注塑成型
排气注塑成型:“排气”程序的目的是让在聚合-凝固过程中产生的挥发挥发性裂变产物排发出发的机会。如果这些气体无法从型腔中排放出去,结果将会造成制品不完整,或是闭合处有气泡。
原理:
当注塑体积达到大约80%-95%时,注塑暂停;把模具打开大约0.1-0.2mm以便挥发性气体的排出;二次合模,并注塑剩余注塑量。
优点:
气体辅助注射成型零件注射压力较低,可以选择较低锁模力的设备成型较大的零件。
顺序:
1.当注塑体积达到大约80%-95%时,注塑暂停;
2.把模具打开大约0.1-0.2mm以便挥发性气体的排出;
3.二次合模,并注塑剩余注塑量。
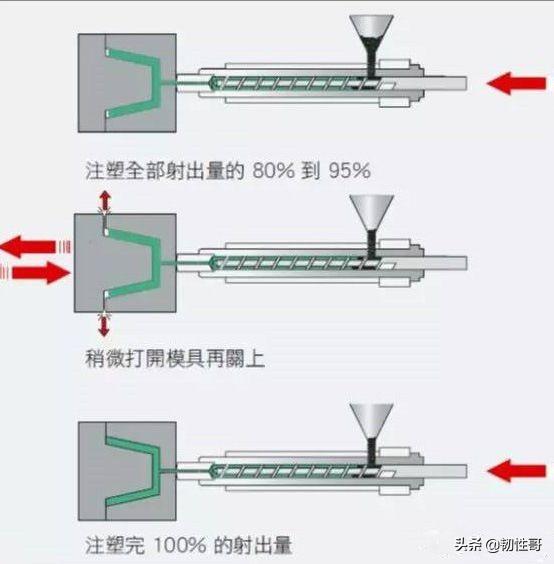
排气注塑成型图
应用案例:
制品:压滤机滤板1500x1500
穴数:1出1
原料:PP +6%TPE-S (流动指数0.2高粘度)
注塑成型机:BU4000 配6800T储料缸
成型工艺:压缩注射成型
压滤机滤板
韧性哥注:
在20年前就接触到压滤机板材了,这个在酿酒、饮料行业使用非常多,一般用聚丙烯+santoprene tpv改性(最初直接使用201-50),我们曾经供应renprene 90AN-L取代201-87,不过现在一般都使用聚丙烯+TPE-S了。
当初加工使用的工艺是:一台单螺杆(配一个带称量的锅)+大吨位模压机(模具不加温),单螺杆挤出板材料到锅里,假定需要20公斤,就20公斤,然后用行车吊到模压机的模具里,然后压缩,冷却,最后出制品。
三、低压注塑成型
低压注塑工艺是一种使用很低的注塑压力将热熔材料注入模具并快速固化的封装工艺,以热熔材料卓越的密封性和优秀的物理、化学性能来达到绝缘、耐温、抗冲击、减振、防潮、防水、防尘、耐化学腐蚀等功效,对电子元件起到良好的保护作用。
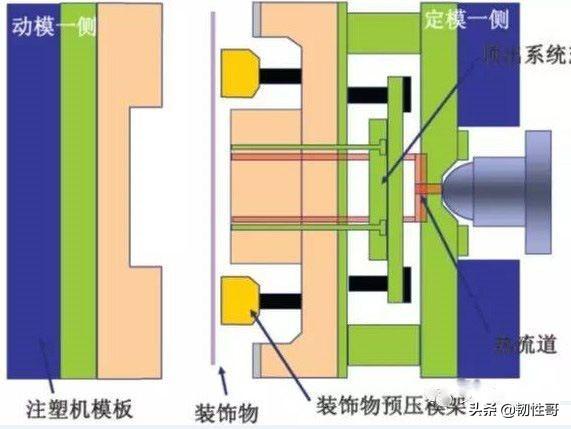
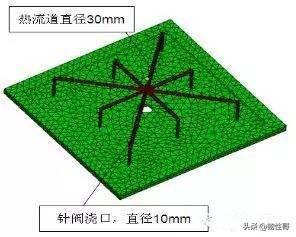
低压注塑成型的模具设计
原理:
压注塑工艺是一种使用很低的注塑压力将热熔材料注入模具并快速固化的封装工艺,以热熔材料卓越的密封性和优秀的物理、化学性能来达到绝缘、耐温、抗冲击、减振、防潮、防水、防尘、耐化学腐蚀等功效,对电子元件起到良好的保护作用。
优点:
低压注塑成型工艺的设备成本低;
皮革,木材,纤维织物,PVC/TPO/PUR装饰膜的敏感性要求降低注塑压力。

应用案例:
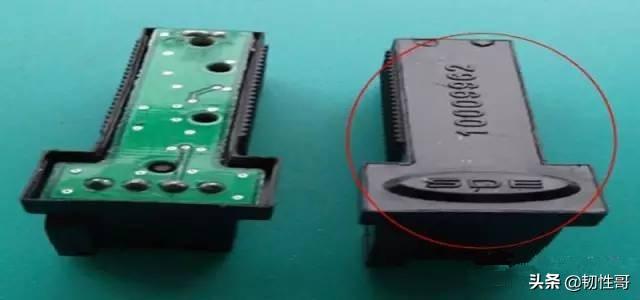
汽车脚踏板感应器
四、气辅注塑成型:(Gas-assisted injectionmolding )
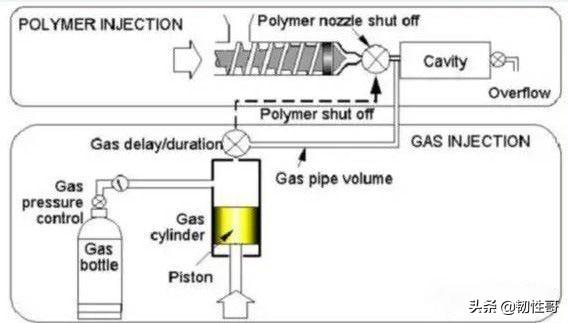
气辅注塑成型原理图
GAIM过程:
注塑阶段(部分)-充气阶段(N2)-气体保压阶段(冷却气压不变)-降压阶段-脱模阶段
GAIM装置组成:
气体压力生成器、气体控制单元、注气装置、气体回收装置
优点:
辅注塑技术具有很多的无可相比的优点,它不仅仅降低塑料制品的制造本钱,还可以进步其某些性能;在制件能够达到相同的使用要求情况下,采用气辅注塑可以大大节省塑胶原料,其节省率可高达50%,一方面,,塑胶原料用量减少带来整个成型周期各个环节时间的减少;
应用案例:

五、水辅注塑成型
水辅助注塑成型技术是将部分熔体注入模腔后,通过设备将高压水注入熔体内,最终使工件成型的一种先进注塑工艺。
优点:
由于水的不可压缩性,从而使水前端形成一个坚实的界面,将产品内壁挤压成了空腔,水的前端同时也起到快速冷却的作用。因此,水辅具有很多气辅无法比拟的优势,研究及应用表明,水辅能生成更薄更均匀的腔壁,而且流道内壁表面非常光滑。尤其对于厚壁工件而言,水辅与气辅相比冷却时间可大幅减少。
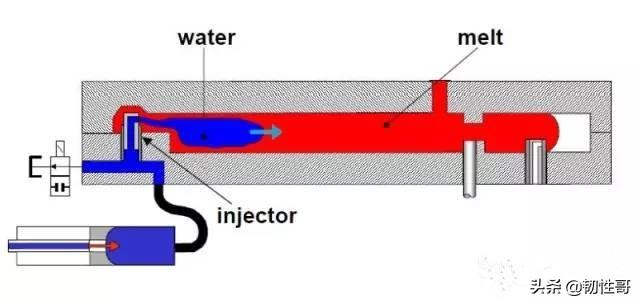
水辅注塑作用原理

图片汽车零部件
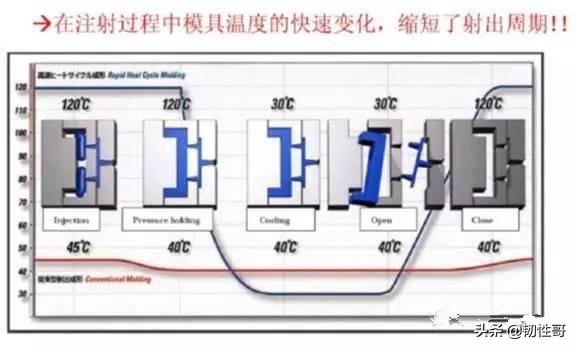
六、高光注塑成型:
高光注射成型的基本过程是在注射成型之前,透过运用高温高压水蒸汽将模具表面快速升温,令成型模腔表面温度达到树脂塑料的玻璃转移温度(Tg)以上,然后接着将塑化好的塑料熔体注入封闭的模具型腔,注射阶段,模具温度由高温高压水蒸汽保持不变,当注射结束,停止供气,由空气管道气压吹干净管道内水蒸气,之后通入冷却水使模具温度快速下降,直至冷却、开模取出产品。
优点:
与普通注射成型相比,具有效消除产品表面熔接线、波纹、银丝纹、浮纤等缺陷,提高产品品质和强度,彻底解决产品的表面的痕迹。
应用案例:

小米平板采用了高光注塑
来源:博创、 艾邦高分子整理、韧客团队点评
声明:凡注明“来源:XXX”的文/图等稿件,是本头条号出于传递更多信息及方便产业探讨之目的,并不意味着赞同其观点或证实其内容的真实性,文章内容仅供参考。如有侵权,请联系我们删除。凡文首注明作者的文/图等稿件,系本头条号原创,如需转载,请获得本头条号授权。
相关参考
一、压缩注塑成型压缩注塑成型是比较传统的一种注塑方式原理:先将熔料注人到模腔,当熔料进人模肺时。模具在其压刀下打开少许;待熔料充满型腔后,再用高压锁紧模具得到所需的制品。第二步是压制成型。由于熔料是在...
汽车踏板注塑生产(六种注塑成型的工艺及应用案例,自测你掌握多少)
...查手册》、《薄膜技术问答集锦》与《注塑技术工艺》;注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可...
模具开发制造(深圳模具塑胶:注塑成型六种特殊成型方式介绍-攻玉精密)
今天,小编将为大家介绍有关深圳注塑成型六种特殊成型方式,希望可以帮助到对深圳注塑成型感兴趣的朋友们~一、压缩注塑成型压缩注塑成型是比较传统的一种注塑方式原理:先将熔料注人到模腔,当熔料进人模肺时。模具...
一、压缩注塑成型压缩注塑成型:(injectioncompressionmolding)是传统注塑成型的一种高级形式。优点:它能增加注塑零件的流长比;采用更小的锁模力和注塑压力;减少材料内应力;以及提高加工生产率。注射压缩成型适用于各种...
一、压缩注塑成型压缩注塑成型:(injectioncompressionmolding)是传统注塑成型的一种高级形式。优点:它能增加注塑零件的流长比;采用更小的锁模力和注塑压力;减少材料内应力;以及提高加工生产率。注射压缩成型适用于各种...
...品的生产都是采用专业设备进行生产,也就是金属波纹管成型机。金属波纹管生产工艺金属波纹管成型机金属波纹管成型机是制作预应力工程混凝土用金属波纹管的专用设备,采用镀锌或冷轧辊钢带卷制成双波形经咬边扣压而成...
1.立体出库2.双曲线数控钢筋弯箍调直一体机3.铁丝网4.快速卷管5.一个人就能收稻谷,太方便了6.轴承的组装7.扭簧的制造8.牛仔裤的破洞工艺9.玻璃杯的制造10.波纹铜管成型机
1.立体出库2.双曲线数控钢筋弯箍调直一体机3.铁丝网4.快速卷管5.一个人就能收稻谷,太方便了6.轴承的组装7.扭簧的制造8.牛仔裤的破洞工艺9.玻璃杯的制造10.波纹铜管成型机
...时,必须考虑塑料片材的物理性能和建议的应用。以下是六种常见的热成型材料。ABS塑料ABS是由丙烯腈、苯乙烯和丁二烯制成的。ABS以其耐热性而闻名,这使得塑料可以在高温下成型。最常用于机械用途,如管道系统,它也可以...
...时,必须考虑塑料片材的物理性能和建议的应用。以下是六种常见的热成型材料。ABS塑料ABS是由丙烯腈、苯乙烯和丁二烯制成的。ABS以其耐热性而闻名,这使得塑料可以在高温下成型。最常用于机械用途,如管道系统,它也可以...