波峰焊焊接工艺(提高波峰焊接质量的方法和措施)
Posted
篇首语:幼苗需要土壤的滋养,孩子需要教师的爱护。本文由小常识网(cha138.com)小编为大家整理,主要介绍了波峰焊焊接工艺(提高波峰焊接质量的方法和措施)相关的知识,希望对你有一定的参考价值。
波峰焊焊接工艺(提高波峰焊接质量的方法和措施)
插件元件与表面贴装元件同时组装于电路基板的混装工艺仍是当前电子产品中采用最普遍的一种组装形式。SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。广晟德波峰焊分别从焊接前的质量控制、生产工艺材料及工艺参数这三个方面探讨了提高波峰焊质量方法和措施。

波峰焊生产线
一、波峰焊焊接前对印制板质量及元件的控制
在设计插件元件焊盘时,焊盘大小尺寸设计应合适。焊盘太大,焊料铺展面积较大,形成的焊点不饱满,而焊盘太小,形成的焊点为不浸润焊点。孔径与元件引线的配合间隙太大,容易虚焊,当孔径比引线宽0.05mm-0.2mm,焊盘直径为孔径的2~2.5倍时是焊接比较理想的条件。
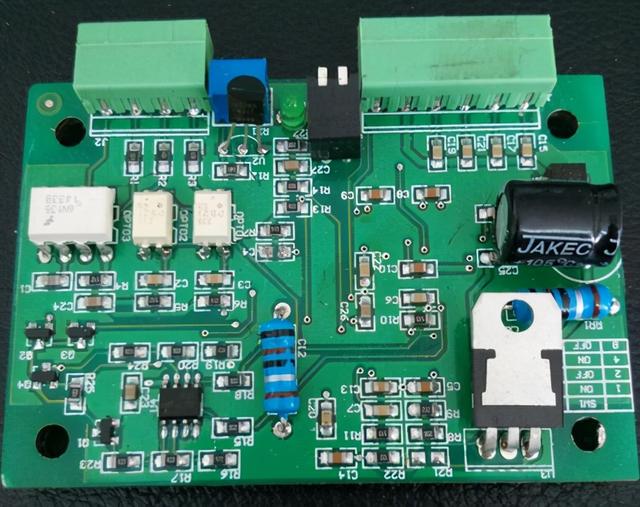
PCBA线路板
在设计贴片元件焊盘时,应考虑以下几点:
1.为了尽量去除”阴影效应”,元件焊端或引脚应正对着锡流的方向,以利于与锡流的接触,减少虚焊和漏焊。
2.波峰焊接不适合于细间距QFP、PLCC、BGA和小间距SOP器件焊接,也就是说在要波峰焊接的这一面尽量不要布置这类元件。
3.较小的元件不应排在较大元件后,以免较大元件妨碍锡流与较小元件的焊盘接触,造成漏焊。
波峰焊接前对PCB平整度控制
波峰焊接对印制板的平整度要求很高,一般要求翘曲度要小于0.5mm。如果大于0.5mm要做平整处理。尤其是某些印制板厚度只有1.5mm左右,其翘曲度要求就更高,否则无法保证焊接质量。
妥善保存并缩短储存周期
在焊接中,无尘埃、油脂、氧化物的铜箔及元件引线有利于形成合格的焊点,因此印制板及元件应保存在干燥、清洁的环境下,并且尽量缩短储存周期。对于放置时间较长的印制板,其表面一般要做清洁处理,这样可提高可焊性,减少虚焊桥接,对表面有一定程度氧化的元件引脚,应先除去其表面氧化层。
二、波峰焊接生产工艺材料的质量控制
在波峰焊接中,使用的生产工艺材料有:助焊剂和焊料。分别讨论如下:

波峰焊助焊剂
1、助焊剂质量控制
助焊剂在焊接质量的控制上举足轻重,其作用是:
·除去焊接表面的氧化物;
·防止焊接时焊料和焊接表面再氧化;
·降低焊料的表面张力;
·有助于热量传递到焊接区。
目前,波峰焊接所采用的多为免清洗助焊剂。选择助焊剂时有以下要求:
·熔点比焊料低;
·浸润扩散速度比熔化焊料快;
·黏度和比重比焊料小;
·在常温下贮存稳定。
2、波峰焊锡料的质量控制

波峰焊锡条
锡焊料在高温下(250℃)锡会不断被氧化,使锡锅中锡焊料含锡量不断下降,偏离共晶点,导致流动性差,出现连焊、虚焊、焊点强度不够等质量问题。可以采用以下几个方法来解决这个问题:
①添加氧化还原剂,使已氧化的SnO还原为Sn,减小锡渣的产生;
②不断除去浮渣;
③每次焊接前添加一定量的锡;
④采用抗氧化(含磷)的焊料;
⑤采用氮气保护,让氮气把焊料与空气隔绝开来,取代普通气体,这样就避
免了浮渣的产生。这种方法要求对设备改型,并提供氮气。
目前最好的方法是在氮气保护的氛围下使用含磷的焊料,可将浮渣率控制在最低程度,焊接缺陷最少、工艺控制最佳。
三、波峰焊接过程中的工艺参数控制
波峰焊接工艺参数对焊接表面质量的影响比较复杂,并涉及到较多的技术范围。
1、预热温度的控制
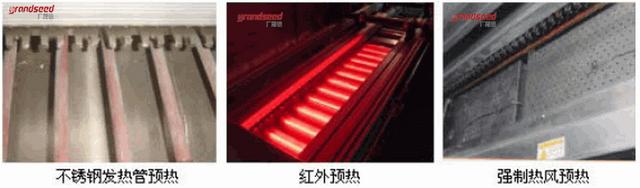
波峰焊预热系统
预热的作用:
a、使助焊剂中的溶剂充分挥发,以免印制板通过焊锡时,影响印制板的润湿和焊点的形成;
b、使印制板在焊接前达到一定温度,以免受到热冲击产生翘曲变形。
c、一般预热温度控制在110℃~150℃,预热时间1min~3min。
2、波峰焊接轨道倾角
轨道倾角对焊接效果的影响较为明显,特别是在焊接高密度器件时更是如此。当倾角太小时,较易出现桥接,特别是焊接中,器件的”遮蔽区”更易出现桥接;而倾角过大,虽然有利于桥接的消除,但焊点吃锡量太小,容易产生虚焊。轨道倾角应控制在5–6°之间。
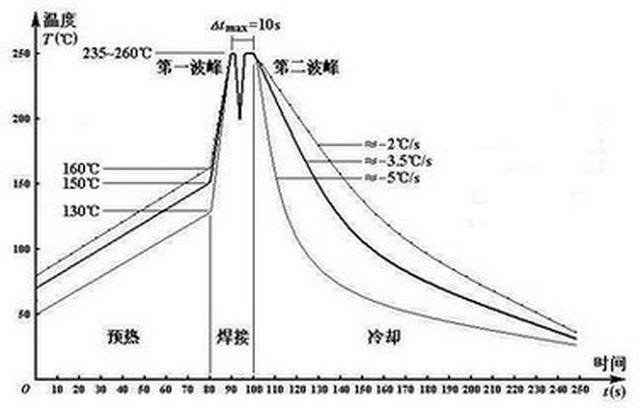
波峰焊温度曲线
3、波峰高度
波峰的高度会因焊接工作时间的推移而有一些变化,应在焊接过程中进行适当的修正,以保证在理想高度进行焊接;压锡深度为PCB厚度的1/2~2/3为准。
4、波峰焊接温度
波峰焊接温度是影响焊接质量的一个重要的工艺参数。焊接温度过低时,焊料的扩展率、润湿性能变差,使焊盘或元器件焊端由于不能充分地润湿,从而产生虚焊、拉尖、桥接等缺陷;焊接温度过高时,则加速了焊盘、元器件引脚及焊料的氧化,易产生虚焊。焊接温度应控制在255℃±5℃。
相关参考
...仍是当前电子产品中采用最普遍的一种组装形式。SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。广晟德波峰焊分别从...
...仍是当前电子产品中采用最普遍的一种组装形式。SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。广晟德波峰焊分别从...
...铅焊接转换。目前通过大量的实践经验表明,要提高无铅波峰焊接的质量应从设备、材料、工艺等多方面加以考虑。所有的这一切必须考虑的就是该怎样降低成本的问题。视频加载中...省锡无铅波峰焊视频介绍波峰焊接中广泛采...
...铅焊接转换。目前通过大量的实践经验表明,要提高无铅波峰焊接的质量应从设备、材料、工艺等多方面加以考虑。所有的这一切必须考虑的就是该怎样降低成本的问题。视频加载中...省锡无铅波峰焊视频介绍波峰焊接中广泛采...
在SMT制造工艺中手工焊、修板和返工返修是不可缺少的工艺。随着SMT的深入发展,不仅元器件越来越小,而且还出现了许多新型封装的元器件,还有无Pb化、无VOC化等要求,不仅使组装难度越来越大,同时使返修工作的难度也不...
在SMT制造工艺中手工焊、修板和返工返修是不可缺少的工艺。随着SMT的深入发展,不仅元器件越来越小,而且还出现了许多新型封装的元器件,还有无Pb化、无VOC化等要求,不仅使组装难度越来越大,同时使返修工作的难度也不...
无锡DIP治具加工(NPI资深工程师:谈波峰焊接经验(硬件工程师必看))
波峰焊接是电子行业较为普遍的一种自动焊接技术,它具有焊接质量可靠,焊点外观光亮,饱满,焊接一致性好,操作简便,节省能源,降低工人劳动强度等特点。波峰焊接工艺虽然具有当今电子行业比较先进的焊接手段,但随...
波峰焊是电子产品批量焊接必须要使用的自动化生产设备,其原理是让插装或贴装好元器件的电路板与熔化焊料的波峰接触,实现连续自动焊接。波峰焊接质量与波峰焊接工艺操作步骤有很大的关系,广晟德这里分享一下波峰焊...
波峰焊是电子产品批量焊接必须要使用的自动化生产设备,其原理是让插装或贴装好元器件的电路板与熔化焊料的波峰接触,实现连续自动焊接。波峰焊接质量与波峰焊接工艺操作步骤有很大的关系,广晟德这里分享一下波峰焊...
波峰焊是电子产品批量焊接必须要使用的自动化生产设备,其原理是让插装或贴装好元器件的电路板与熔化焊料的波峰接触,实现连续自动焊接。波峰焊接质量与波峰焊接工艺操作步骤有很大的关系,广晟德这里分享一下波峰焊...