法兰成型设备(某汽车上下非对称法兰多楔轮旋压成形质量控制)
Posted
篇首语:人生必须的知识就是引人向光明方面的明灯。本文由小常识网(cha138.com)小编为大家整理,主要介绍了法兰成型设备(某汽车上下非对称法兰多楔轮旋压成形质量控制)相关的知识,希望对你有一定的参考价值。
法兰成型设备(某汽车上下非对称法兰多楔轮旋压成形质量控制)
本文利用有限元分析软件simufact建立多楔轮旋压增厚三维有限元模型,并通过模拟过程分析变形区金属的塑性流动规律和内折叠的产生机理,基于模拟结果优化调整旋轮结构,通过增大旋轮圆弧半径减少板坯上端聚料量,减小旋轮下端面高度增大金属向下流动趋势,改善板坯的过渡圆弧形状,从而达到板坯上下端金属分配合理并消除内折叠缺陷的目的。
多楔轮作为一种重要的机械传动零件,已经广泛应用于发动机传动系统中。随着当前国内汽车行业的不断发展,多楔轮的结构愈发复杂,传统的多楔轮加工工艺主要是铸/锻+机加工成形、冲压焊接成形和冲压胀形,这些工艺往往存在材料利用率低,产品精度和力学性能差,生产成本高等问题,而采用旋压工艺成形多楔轮有诸多优点,比如产品精度高、零件性能优良、材料利用率高等,因此该工艺得到了广泛的应用。
多楔轮旋压成形工艺分析
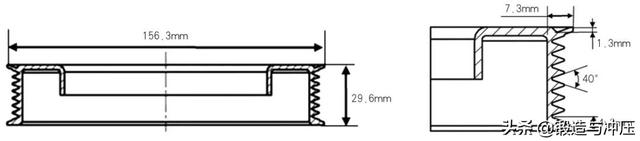
图1 上下非对称法兰多楔轮结构
图1为上下非对称法兰多楔轮结构,其中上下法兰的宽度均为7.3mm,上法兰存在一个深度1.3mm的锥形凹槽,下法兰截面呈近似直角梯形。带上下法兰结构的多楔轮在旋压成形过程中可能会出现法兰欠料、飞边和内折叠等缺陷。因此,零件旋压成形方案中模具工艺参数设计尤其是第一道次旋轮的结构参数对零件整体成形质量的影响非常大,设计模具工艺参数不合理将导致:上法兰充填不饱满,下法兰聚料过多出现飞边;上法兰充填饱满,下法兰整体充填不饱满;上法兰下侧内圆角处产生内折叠导致微裂纹等。
根据生产经验和旋压设计手册,从避免工序繁多以及提高材料利用率和零件成品率的角度考虑,该多楔轮的旋压成形工艺采用四个旋轮依次进给成形:⑴第一道次成形,旋弯轮实现板坯的弯曲增厚;⑵第二道次成形,旋平轮对成形齿形部位旋平及成形上下法兰;⑶第三道次成形,预旋齿旋轮对板坯进行预旋齿;⑷第四道次成形,终旋齿旋轮对板坯进行终旋齿,而常见的成形缺陷往往出现在前两道次,因此我们对该多楔轮旋压成形的前两道次进行模拟,保证该上下非对称法兰多楔轮的成形质量。
有限元模型建立
建立如图2所示的旋压翻边和旋平模型,模具默认为刚性体,板坯材料选用材料库中AISI1008钢,其力学性能参数如表1所示,模拟中定义上下芯模转速300rpm,芯模与工件摩擦系数0.3,旋轮的进给速度2mm/s,旋轮与工件摩擦系数0.05,坯料和模具温度20℃,一道次旋轮进给的距离为16.5mm,二道次旋轮进给的距离为8mm。通过两道次的旋压成形得到上下非对称法兰多楔轮旋齿预制坯。
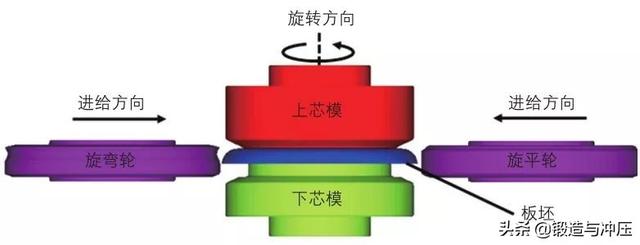
图2 旋压成形两道次有限元模型建立
表1 AISI1008钢的力学性能参数

模拟过程分析
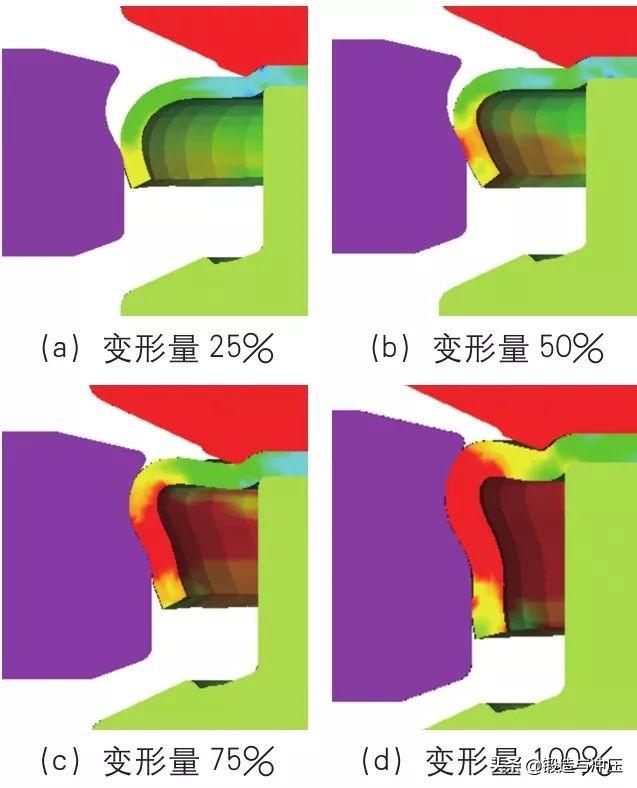
图3 第一道次旋弯增厚成形过程应力分布图
图3所示为第一道次旋弯增厚成形过程应力分布图,在成形初期,板坯外缘与旋轮接触,此时板坯主要发生弹性变形,随着旋轮的径向进给,变形区的金属在旋轮挤压作用下处于复杂的塑性不均匀流动状态,其中金属主要发生径向和轴向流动,少量金属在上下模的旋转和旋轮径向作用下发生周向流动,当变形量达到75%时,板坯金属完全贴合旋轮的圆弧部位,在成形末期,变形区的金属与旋弯轮的接触面积变大,受挤压变形金属增多,因此更多的金属发生周向和径向变形,最终板坯与旋弯轮完全贴模,从而使板坯达到整体增厚效果。
图4所示为第二道次旋平成形过程应力分布图。在第一道次旋弯成形基础上,采用旋平轮径向进给挤压板坯实现贴模,从而成形上下法兰结构。在成形初期,板坯外缘在旋平轮的挤压力的作用下,截面由过渡圆弧状变形为平直状,当变形量达到40%时,由于板坯过渡圆弧较小,在旋平轮的挤压作用下,金属开始产生明显的分流,金属轴向流动填充型腔以及径向流动逐渐贴模,在分流的起始处开始逐渐出现了内折叠,而内折叠裂纹的深度随着变形量的增加而逐渐增大,当变形量达到80%时,可以看出不仅仅板坯内壁圆角处产生了明显的内折叠缺陷,同时板坯上端法兰金属已经“溢出”。
旋压成形工艺优化
基于上述模拟分析结果,在第二道次旋平过程中,板坯上端金属不仅向上流动填充型腔,而且在旋轮挤压作用下发生径向增厚,这两股不同流向的金属对流汇合导致内折叠;根据内折叠产生的原因,我们优化了第一道次旋弯轮的结构,将旋轮的圆弧半径调整为16mm,圆弧与下端面的圆角半径调整为7mm,旋轮下端面高度调整为5mm,通过优化旋轮的结构,使得第一道次旋压成形后的板坯形状更为合理,从而在第二道次旋平过程中消除内折叠。
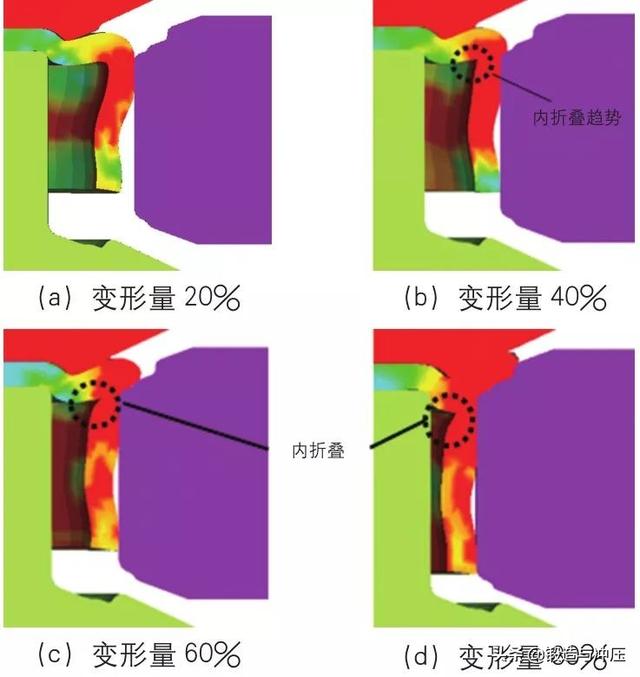
图4 第二道次旋平成形过程应力分布图

图5 优化后旋轮结构
图6为优化旋轮结构后两道次旋压成形板坯应力分布图,从图6(a)中可以看出在板坯经过第一道次旋弯成形后,由于增大了旋轮的圆弧过渡,板坯上端的局部增厚程度减小,对应板坯上端聚料量减少;此外,减小了旋轮下端面的尺寸,使得板坯金属产生较为明显的向下流动趋势,总体板坯的圆弧过渡得到明显改善。图6(b)为第二道次旋压成形板坯应力图,由于变形量的不断积累,板坯的变形抗力也增大,因此板坯的应力分布相对较大,但仍在合理范围内,而通过减少板坯上端的聚料量,改善板坯下端的过渡形状的方法,不仅使板坯上下端金属的分配更加合理均匀,而且板坯内壁圆角处的内折叠缺陷也彻底消除。
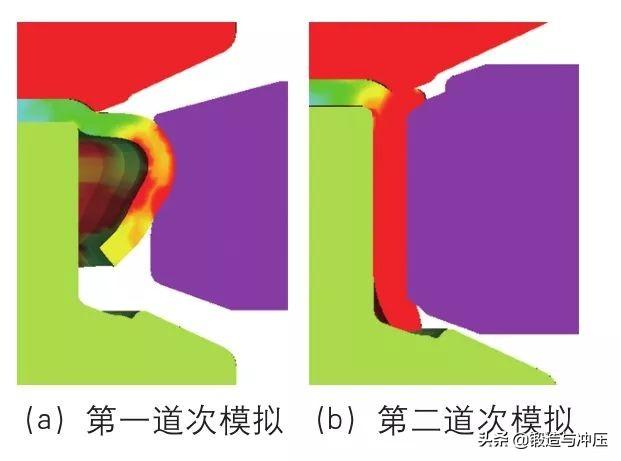
图6 优化后两道次旋压成形板坯应力分布图
试验验证
图7所示为该多楔轮的试验设备及模具工装,其旋压成形过程是在CDC-4S80多工位旋压机上进行,并将上下芯模、四个旋轮及定位销安装在旋压机上,将经过翻孔成形后的板坯放置在旋压机芯模的上模和下模之间,并通过定位销固定;在旋压机上,调整好旋轮轮槽与初始板坯的位置;在成形过程中不断向旋轮与板坯之间注入冷却润滑液用以降低旋轮与板坯之间的摩擦并冷却模具。

图7 试验设备及模具工装
图8是经过四道次旋压最终成形的上下非对称法兰多楔轮剖面件,从图8中可以看出零件整体端面成形质量良好,无明显毛刺、折叠、飞边等缺陷,其中上下法兰均成形饱满,外缘形状达到了设计要求。

图8 多楔轮剖面件
结论
⑴在第一道次旋弯成形过程中,随着旋弯轮的不断进给,板坯和旋轮的接触面积逐渐增加,板坯金属发生轴向、径向和周向流动,板坯的直径逐渐减小,最终形成过渡圆弧的结构,从而实现了旋压增厚。
⑵为了成形多楔轮的上法兰,上芯模和板坯之间有一定型腔,在第二道次旋平过程中,板坯上端金属不仅向上流动填充型腔,而且在旋轮挤压作用下发生径向增厚,这两股不同流向的金属对流汇合导致内折叠。
⑶通过有限元模拟对前两道次旋压成形进行分析,优化旋轮的结构,将旋轮圆弧半径增大,下端面高度减小,从而减少板坯上端的聚料量,改善板坯下端的过渡形状,在使板坯上下端金属的分配更加合理均匀的同时,板坯内壁圆角处的内折叠缺陷彻底消除,并进行试验得到了合格的样件。
——本文节选自《锻造与冲压》2019年第12期。
相关参考
法兰机能卷制直板吗(液压式法兰成型机结构设计机械结构设计模具数控工艺夹具)
液压式法兰成型机结构设计机械结构设计模具数控工艺夹具关于液压式法兰成型机的结构设计。液压式法兰成型机是将各种型材卷制成圆环的一种高质量、高效益的卷圆装置。主要对液压式法兰成型机的传动系统、上下辊轮、压...
法兰机能卷制直板吗(液压式法兰成型机结构设计机械结构设计模具数控工艺夹具)
液压式法兰成型机结构设计机械结构设计模具数控工艺夹具关于液压式法兰成型机的结构设计。液压式法兰成型机是将各种型材卷制成圆环的一种高质量、高效益的卷圆装置。主要对液压式法兰成型机的传动系统、上下辊轮、压...
钢管与法兰的焊接工艺:包括以下步骤:焊前清理工作;焊前预热;焊接,先在钢管上画出1/4圆的位置,之后将法兰焊接在上面,再采用单面焊双面成型的焊接方法对称焊接三批,然后刨除法兰,再依次焊接;焊后处理.本发明...
钢管与法兰的焊接工艺:包括以下步骤:焊前清理工作;焊前预热;焊接,先在钢管上画出1/4圆的位置,之后将法兰焊接在上面,再采用单面焊双面成型的焊接方法对称焊接三批,然后刨除法兰,再依次焊接;焊后处理.本发明...
拉伸成型加工是利用模具将平板毛坯成形为开口空心零件的冲压加工方法。拉伸作为主要的冲压工序之一,应用广泛。用拉伸工艺可以制成圆筒形、矩形、阶梯形、球形、锥形、抛物线形及其他不规则形状的薄壁零件,如果与其...
拉伸成型加工是利用模具将平板毛坯成形为开口空心零件的冲压加工方法。拉伸作为主要的冲压工序之一,应用广泛。用拉伸工艺可以制成圆筒形、矩形、阶梯形、球形、锥形、抛物线形及其他不规则形状的薄壁零件,如果与其...
拉伸成型加工是利用模具将平板毛坯成形为开口空心零件的冲压加工方法。拉伸作为主要的冲压工序之一,应用广泛。用拉伸工艺可以制成圆筒形、矩形、阶梯形、球形、锥形、抛物线形及其他不规则形状的薄壁零件,如果与其...
法兰盘焊接手法圆管焊接手法(卧式环缝焊接机不锈钢、管法兰自动焊接)
卧式环缝焊接机应用于不锈钢环缝,管法兰自动氩弧焊接,密封自动焊接,管对管对接焊,圆管封头,五金,汽车油箱,水箱,太阳热水器等加工。焊接成品精度高,一致性好,无脱焊,漏焊现象,合格率高。设备可24小时连续...
法兰盘焊接手法圆管焊接手法(卧式环缝焊接机不锈钢、管法兰自动焊接)
卧式环缝焊接机应用于不锈钢环缝,管法兰自动氩弧焊接,密封自动焊接,管对管对接焊,圆管封头,五金,汽车油箱,水箱,太阳热水器等加工。焊接成品精度高,一致性好,无脱焊,漏焊现象,合格率高。设备可24小时连续...
法兰液压机(热模锻液压机(1000吨2000吨3000吨压力机))
热模锻液压机(1000吨2000吨3000吨压力机),选用框架式结构,热锻一次成型,热模锻,是锻造工艺技术的一种,一般是指将金属毛坯加热至高于材料再结晶温度后,利用模具将金属毛坯塑性成形为锻件形状和尺寸的精密锻造方法...