法兰切割机(通风及防排烟中金属风管的制作安装交底)
Posted
篇首语:重要的不是发生了什么事情,而是要做哪些事来改善它。本文由小常识网(cha138.com)小编为大家整理,主要介绍了法兰切割机(通风及防排烟中金属风管的制作安装交底)相关的知识,希望对你有一定的参考价值。
法兰切割机(通风及防排烟中金属风管的制作安装交底)
施工准备:
认真熟悉图纸、技术资料,搞清工艺流程、施工程序及技术质量要求。
按施工图所示管道位置、标高、测量放线、确定支吊架具体位置及形式。
风管穿过结构部位的孔洞已配合预留,尺寸正确。预埋件设置恰当,符合风管施工要求。
风阀安装前应按设计要求对型号、规格进行核对检查,并按照规范要求做好清洗和严密性试验。
材料及主要机具:
所采用的镀锌钢板、钢材、焊接材料应符合设计规范及国家相关标准,并具有出厂合格证明和质量鉴定文件。
施工机具:数控剪板机、等离子切割机、法兰成型机、切角机、咬口机、折弯机、电焊机、冲击电钻、空气压缩机、砂轮切割机、手砂轮、压力工作台、倒链、台钻、手锯、套丝板、套筒扳手、梅花扳手、活板子、水平尺、铁锤、电气焊设备等。
测量工具:钢直尺、钢卷尺、角尺、水平仪、测温计、压力计等。
施工准备工作完成,材料送至现场。
操作工艺:
1、风管制作
本工程通风风管采用共板法兰风管,防排烟风管采用角钢法兰风管。
镀锌钢板板厚规格

2、共板法兰风管制作工序:
开卷板、平板→剪板下料→起筋加强→切料、咬口→共板法兰→折边、成型→上角码→密封。
2.1、施工要求:
⑴ 卷板校正:
在较大规模的风管制作项目中,卷板可以提高工效。但是卷板必须经过校正,否则会因为钢板本身的变形而影响风管加工的外观质量。
⑵ 剪板下料:
下料时除预留出相应的咬口量外,还必须预留出组合法兰成型量,根据共板法兰机调整。
⑶ 压筋加固:
共板法兰风管通常都需要进行压筋加固,压筋线应尽量与法兰线方向平行。该处五线压筋机可以沿着风管长边方向压制出五条加强筋。
风管大边尺寸在630~1000mm时,直接在生产线压筋加固,排列应规则,间隔应均匀,板面不应有明显的变形。当风管大边尺寸在1250mm以上或直管长度大于1.5m时,可采用角钢、扁钢、钢管、Z形槽、加固筋、通丝螺杆、钢管等进行管内外加固。
⑷ 切料、咬口:
根据不同的咬口形式要求通过咬口机咬口,咬口处要求严密,稳固,相连处不应有缝隙大于2mm的连续穿透缝。风管折边处应平直,弯曲度≯5/1000。
⑸ 组合法兰成型:
下好并咬口的风管料通过共板法兰机进行法兰成型。风管连接处涂抹不含硅垫片5mm密封。
⑹ 钩码连接成型:
折边处应平直,弯曲度不应大于5/1000。钩码采用对应规格的镀锌钢板成型而成,下料尺寸应为57mm,长度大于300mm。使用共板法兰机成型。风管的四个角上涂抹不含硅密封胶密封。
2.2共板法兰风管制作安装步骤如下图:
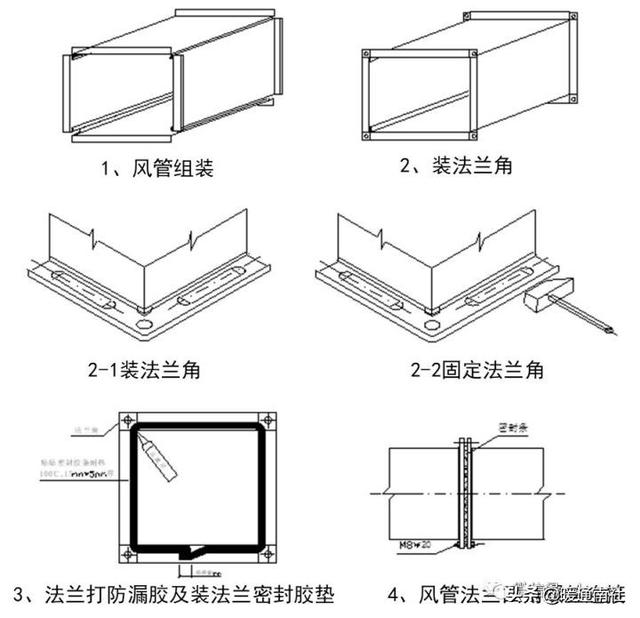

2.3风管的密封
(1)共板法兰风管应在法兰角处、支管与主管连接处的内外都进行密封。低压风管应在风管结合部折叠处向管内40~50mm处进行密封;高压风管还应在风管纵向咬口处及风管复合部进行密封。法兰密封条宜安装在靠近法兰外侧或法兰的中间。法兰密封条在法兰端面重合时,重合约30~40mm。
(2)共板法兰风管法兰4个法兰角连接须用密封胶密封防漏, 联合咬口离法兰角向下60mm的地方须用密封胶密封防漏,密封胶应设在风管的正压侧。
2.4风管连接
①由于风管生产线与施工场地不可能在一处,应在车间先按绘制的草图加工成半成品,并按系统编号,在工地上按照编号进行风管的组装。
②机制风管采用联合角咬口连接,以加强风管的密封性。
③分支管与主管连接采用联合咬口或反边用拉钉与主管铆接,并在连接处用密封胶密封以防漏风。
④风管法兰与法兰间的连接采用采用特制的TDF法兰角,用榔头轻击将之敲入法兰中再用螺栓连接。连接方法及步骤见共板法兰风管安装步骤(2)。
法兰角的工艺尺寸见下表:
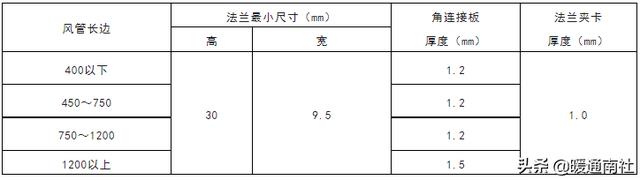
⑥法兰固定卡的间隔依照下表:

3角钢法兰风管制作
3.1、施工流程:
(1)总体施工流程:风管制作→法兰制作→支架制作→支架安装→法兰安装→风管安装→设备及配件安装→交工验收
(2)风管制作:放样测量→下料→卷制→轧口→咬口→制作直管、管件、法兰、支架→钻孔、铆焊→上法兰→组对
3.2、风管加工:
(1) 加工前准备:
① 施工测量。通过实地测量,正确了解现场实际安装尺寸,以便调整风管加工长度、零件几何尺寸来弥补前期的积累误差,更自然地反映设计意图。垂直立管通过吊钢丝(约0.6mm)定出立管中心线、边廓线;水平风管通过拉线测量,决定吊架位置等。
② 绘制加工详图。根据现场实测数据,结合加工机具加工能力,绘制风管加工图,并按照一定顺序予以统一编号,标注在风管、零件部件外侧固定位置上。
(2) 风管加工:
1 偏差控制。风管制作控制偏差的关键是对咬口机的调校、保养。各种钢板风管加工前,均应对咬口机进行彻底清扫,通过样管制作,使风管加工尺寸偏差控制在规范内。每个规格、每批量加工前对其偏差进行复核、调整。
风管外径或外边长的允许偏差:当≤300mm时,为2mm;当>300mm时,为3mm。管口平面度的允许偏差为2mm,矩形风管两条对角线之差不应大于3mm;圆形法兰任意正交两直径之差不应大于2mm。
法兰加工:
2、金属薄板制作的风管采用咬口连接、铆钉连接、焊接等不同方法。
3、咬口时手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上,扶稳板料。
4、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。
5、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。
6、制作圆风管时,将咬口两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
7、折方或卷圆后的钢板用合口机或手工进行合缝。作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。
(3) 矩形风管法兰加工:
A、方法兰由四根角钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管的外径,用型钢切割机按线切断。
B、下料调直后放在冲床上冲击铆钉孔及螺栓孔、孔距不应大于150mm。如采用8501阻燃密封。
胶条做垫料时,螺栓孔距可适当增大,但不得超过300mm。
C、冲孔后的角钢放在焊接平台上进行焊接,焊接时按各规格模具卡紧。
D、矩形法兰用料规格应符合表2的规定。
矩形风管法兰 表2

注:矩形法兰的四角应设置螺孔。
③ 风管铆接。风管与法兰铆接连接时,铆接应牢固、不应有脱铆、漏铆现象,翻边应平整、紧贴法兰,其宽度应一致,且不应小于6mm,咬缝与四角处不应有开裂与孔洞。
(4) 圆形法兰加工:
A、先将整根角钢或扁钢放在冷煨法兰卷圆机上按所需法兰直径调整机械的可调零件,卷成螺旋形状后取下。
B、将卷好后的型钢画线割开,逐个放在平台上找平找正。
C、调整的各支法兰进行焊接、冲孔。
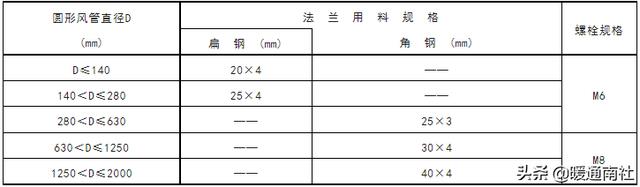
D、圆法兰用料规格应符合表3的规定。
圆形风管法兰 表3
4风管与法兰组合成形时,风管与扁钢法兰可用翻边连接;与角钢法兰连接时,风管壁厚小于或等于1.5mm可采用翻边铆接。风管壁厚大于1.5mm可采用翻边点焊和沿风管管口周边满焊,点焊时法兰与管壁外表面贴合;满焊时法兰应伸出风管管口4~5mm。
5风管与法兰铆接前先进行技术质量复核,合格后将法兰套在风管上,管端留出10mm左右翻边量,管析方线与法兰平面应垂直,然后使用液压铆钉钳或手动夹眼钳用铆钉将风管与法兰铆固,并留出四周翻边。
6风管与小部件(嘴子、短支管等)连接处、三通、四通分支处要严密、缝隙处应利用锡焊或密封胶堵严以免漏风。使用锡焊、熔锡时踢液不许着水,防止飞溅伤人,盐酸要妥善保管
7矩形风管边长大于630mm和保温风管边长大于800mm,其管段长度在1250mm以上或低压风管单边平面积大于1.2㎡、中、高压风管大于1.0㎡时,均应采取加固措施。边长小于或等于800mm的风管,宜采用楞筋、楞线的方法加固。
中、高压风管的管段长度大于1250mm时,应采用加固框的形式加固。
高压风管的单咬口缝应有加强措施。
4风管安装
4.1、风管支、吊架安装
通过拉线确定风管走向边廓线,准确安装吊架,并保证吊架间距符合规范要求:
① 风管水平安装时直径或长边小于等与400mm,间距不应大于4m;直径或长边大于400mm,间距大应大于3m。
螺旋风管的支、吊架间距可分别延长至5m和3.75m。
对于薄钢板法兰的风管,其支、吊架间距不应大于3m。
② 风管垂直安装时,间距不应大于4m,单根直管至少应有两个固定点。
③ 吊架的螺孔应采用机械加工,不得气割。吊杆应平直、螺纹完整、光洁。安装后各副支、吊架的受力应均匀、无明显变形。
④ 当水平悬吊的主、干管长度超过20m 时,应设置防摆动的固定点,每个系统不应少于一个。
风管末端处应设置固定支架。除此之外,更应符合美观要求:吊架长度应准确,整齐划一;吊杆外管丝杆长度一致,横担及吊架脚码角钢朝向一致;横担外需长度一致,风管外括线“一条直线”。
矩形水平风管支吊架的最小尺寸见下表。

4.2、风管安装:
(1)安装前准备
① 风管安装前,应清楚内、外杂物,并做好清洁和保护工作,避免二次污染,以致影响成品效果。
② 风管安装的位置、标高、走向,应符合设计要求。与图纸仔细核对后,确定风管接口的配置,不得缩小其有效截面。
(2)风管安装
风管应集中进行地面组装,调好直线度后,整体吊装。
① 连接法兰的螺栓应均匀拧紧,其螺母宜在同一侧。
② 风管接口的连接应严密、牢固。风管法兰的垫片材质应符合系统功能的要求,厚度不应小于3mm。垫片不应凸入管内,亦不宜突出法兰外。
③ 风管与砖、混凝土风道的连接接口,应顺着气流方向插入,并应采取密封措施。风管穿出屋面处应设有防雨装置。
④ 风管的连接应平直、不扭曲。明装风管水平安装时,水平度的允许偏差为3/1000,总偏差≯20mm。明装风管垂直安装时,垂直度的允许偏差为2/1000,总偏差≯20mm。暗装风管的位置,应正确,无明显偏差。
⑤ 风管与配件的咬口缝应紧密、宽度应一致;折角应平直,圆弧应均匀;两端面平行。风管无明显扭曲与翘角;表面应平整,凹凸不大于10mm。
5 质量要求:
1、本工法按通风与空调工程施工质量验收规范GB50243-2016执行。
2、风管缝应紧密,宽度应均匀,无孔洞、半咬口和胀裂等缺陷。
3、风管法兰连接应牢固,折角平直,圆弧均匀。
6 安全注意事项:
1) 进入施工现场应戴好安全帽,不得穿拖鞋;
2) 工作时不得喝酒;
3) 用电设备应安装漏电保护器,应有接地;服从指挥,不得违章作业。
4) 电焊机接线必须符合安全用电的规定,电缆线必须用橡胶绝缘电缆,电焊机外壳应接地良好。
5) 在架子上作业时,禁止在架子上进行倾斜、踮脚等易发生身体失衡的操作。
6) 电焊机的外壳应可靠接地,不得多台串联接地;电焊机二次引出线宜采用橡皮绝缘铜芯软电缆,其长度不宜大于30M。
7) 剪切时,手严禁伸入机械压板空隙中。上刀架不准放置工具等物品,调整板料时,脚不能放在踏板上。使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
8) 咬口时手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上,扶稳板料。
9) 折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。
10) 制作圆风管时,将咬口两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
11) 在风管内铆法兰腰箍冲眼时,管外配合人员面部要避开冲孔。
本文来源于互联网,暖通南社整理编辑。
相关参考
排烟通风管道设计规范(通风及防排烟中金属风管的制作安装交底)
施工准备:认真熟悉图纸、技术资料,搞清工艺流程、施工程序及技术质量要求。按施工图所示管道位置、标高、测量放线、确定支吊架具体位置及形式。风管穿过结构部位的孔洞已配合预留,尺寸正确。预埋件设置恰当,符合...
排烟风管和空调风管怎么区别开(通风及防排烟中金属风管的制作安装交底)
施工准备:认真熟悉图纸、技术资料,搞清工艺流程、施工程序及技术质量要求。按施工图所示管道位置、标高、测量放线、确定支吊架具体位置及形式。风管穿过结构部位的孔洞已配合预留,尺寸正确。预埋件设置恰当,符合...
施工准备:认真熟悉图纸、技术资料,搞清工艺流程、施工程序及技术质量要求。按施工图所示管道位置、标高、测量放线、确定支吊架具体位置及形式。风管穿过结构部位的孔洞已配合预留,尺寸正确。预埋件设置恰当,符合...
施工准备:认真熟悉图纸、技术资料,搞清工艺流程、施工程序及技术质量要求。按施工图所示管道位置、标高、测量放线、确定支吊架具体位置及形式。风管穿过结构部位的孔洞已配合预留,尺寸正确。预埋件设置恰当,符合...
排风风管厚度规范对照表(通风及防排烟中金属风管的制作安装交底)
施工准备:认真熟悉图纸、技术资料,搞清工艺流程、施工程序及技术质量要求。按施工图所示管道位置、标高、测量放线、确定支吊架具体位置及形式。风管穿过结构部位的孔洞已配合预留,尺寸正确。预埋件设置恰当,符合...
施工准备:认真熟悉图纸、技术资料,搞清工艺流程、施工程序及技术质量要求。按施工图所示管道位置、标高、测量放线、确定支吊架具体位置及形式。风管穿过结构部位的孔洞已配合预留,尺寸正确。预埋件设置恰当,符合...
...玻镁复合风管的制作技术方法:切割设备的要求:a平台切割机:切割不同规格的风格板;b手提切割机:切割变径、三通,弯头管件板材;c固位装置:用于固定风管90°角和捆扎拼装好的风管。风管制作质量要求:a切割线平直,...
...玻镁复合风管的制作技术方法:切割设备的要求:a平台切割机:切割不同规格的风格板;b手提切割机:切割变径、三通,弯头管件板材;c固位装置:用于固定风管90°角和捆扎拼装好的风管。风管制作质量要求:a切割线平直,...
...产品清单。2风管成品不许有变形、扭曲、开裂、孔洞、法兰脱落、法兰开焊、漏铆、漏紧螺栓等缺陷。3安装的阀体、消声器、罩体、风口等部件应检查调节装置是否灵活,消声片、油漆层有无损伤。4安装使用材料:螺栓、螺母...
...产品清单。2风管成品不许有变形、扭曲、开裂、孔洞、法兰脱落、法兰开焊、漏铆、漏紧螺栓等缺陷。3安装的阀体、消声器、罩体、风口等部件应检查调节装置是否灵活,消声片、油漆层有无损伤。4安装使用材料:螺栓、螺母...