法兰克系统数控车床页面(FANUC系统数控车固定循环G73案例及宏程序对比)
Posted
篇首语:忘记你是个女孩,然后像爷们一样去奋斗!本文由小常识网(cha138.com)小编为大家整理,主要介绍了法兰克系统数控车床页面(FANUC系统数控车固定循环G73案例及宏程序对比)相关的知识,希望对你有一定的参考价值。
法兰克系统数控车床页面(FANUC系统数控车固定循环G73案例及宏程序对比)
一、具体格式:
G73格式:
G73 U-- W-- R--;
G73 P-- Q-- U-- W-- F-- S-- T--;
二、程序解释:
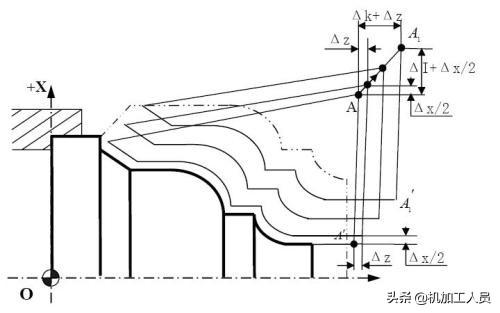
1、G73 U-- W-- R--;
U :X轴方向 每刀车削的深度,如2.5
W:Z轴方向 每刀车削的深度。如0.2
R:G73这个动作 执行次数, 如12,即此值用以平均每次切削深度
2、G73 P-- Q-- U-- W-- F-- ;
P:精车起始段序号 如P10就是从N10开始
Q:精车结束段序号 如Q20就是到N20结束
U:X轴方向精车余量
W:Z轴方向精车余量
F:切削进给量
S:转速(可省)
T:选择的刀具(可省)
O1259(程序号)
T0101(1号刀具)
M3S1000
M08
G0X100Z150
X40 Z2
G73U2.5W0.2R6
G73P10Q20U0.5W0.1F0.2
N10 G0 X30
G1 Z0 F0.1
X22 Z-12
G02 X24 Z-17 R6
G01 X40 Z-25
Z-35
N20 X52
N22 G0 Z2 X33
G70P10Q20
G0X100Z150
M09
M05
M30
O1259
T0101
M3S1000
M08
G0X100Z150
X40 Z3
#1=2.5(规定每刀X切削深度)
#2=0.2(规定每刀Z切削深度)
#3=12 (规定粗车刀数)
WHILE[#3GE1]DO1 (判断刀数)
#3=#3-1(自变量变化)
#4=#1*#3(X向变化尺寸)
#5=#2*#3(Z向变化尺寸)
N10 G0 X[30.5+#4]
G1 Z[0+#5] F0.1
X[22.5+#4] Z[-12+#5]
G02 X[24.5+#4] Z[-17+#5] R6
G01 X[40.5+#4] Z[-25+#5]
Z[-34.8+#5]
X[52+#4]
G0 X[32+#4] Z[2+#5]
END1(粗车结束)
G0 Z2 X33(精车开始)
G0 X30
G1 Z0 F0.1
X22 Z-12
G02 X24 Z-17 R6
G01 X40 Z-25
Z-35
X52(精车结束)
G0X100Z150(退刀)
M09
M05
M30
从此案例来看,FANUC数控系统本身的G73命令是很好用的,如果是使用宏程序虽然也能实现,但是会有一些繁琐(当然也有更简单的)。如果有的系统不能使用G73命令,那么我们可以用宏程序来实现,你们说呢?
关注我,分享更多的宏程序

相关参考
法兰克数控车(FANUC数控系统型号汇总,看下是否有你不知道的?)
坚持学习与健身,是对自己最大的投资FANUC系统与我们使用的手机一样,也是不断的更新换代的,但是作为维修人员,我们还会遇到老的数控系统,针对不同的系统,处理的方法可能不同。目前市场上主流的FANUC数控系统为FS31I-B0...
法兰克数控车(FANUC数控系统型号汇总,看下是否有你不知道的?)
坚持学习与健身,是对自己最大的投资FANUC系统与我们使用的手机一样,也是不断的更新换代的,但是作为维修人员,我们还会遇到老的数控系统,针对不同的系统,处理的方法可能不同。目前市场上主流的FANUC数控系统为FS31I-B0...
数控法兰克系统(数控调试:15年专业经验老师带你入门FANUC数控机床及PMC调试)
《跟我一起学习数控机床调试》专栏从机床原理组成到软件参数、PMC调试拓展功能,从此让你对数控机床调试方法告别一无所知!数控机床调试学习教程,讲解细致全面,让你慢慢入门,特别适合对数控机床原理感兴趣的学员或...
法兰克系统润滑参数如何修改(浅谈FANUC数控系统的使用心得)
浅谈FANUC数控系统的使用心得摘要:虚拟加工建模的研究日本成功开发10纳米以下金属研磨抛光技术浅谈数控编程及在重型汽车模具加工中的应用EDA领域的PLM系统需求和管理線切割放電加工控制技術五面一零点昆仑润滑油采用纳...
法兰克系统润滑参数如何修改(浅谈FANUC数控系统的使用心得)
浅谈FANUC数控系统的使用心得摘要:虚拟加工建模的研究日本成功开发10纳米以下金属研磨抛光技术浅谈数控编程及在重型汽车模具加工中的应用EDA领域的PLM系统需求和管理線切割放電加工控制技術五面一零点昆仑润滑油采用纳...
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...
法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
众所周知Fanuc数控系统的参数多如牛毛。上千的参数,并且有的还是八位,虽然Fanuc发布有相关的参数说明书。但是,作为最终用户的我们,有的也只是公开发布的,也没有更新更全的相关资料。即便是有了相关书籍,又有几人...
法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
众所周知Fanuc数控系统的参数多如牛毛。上千的参数,并且有的还是八位,虽然Fanuc发布有相关的参数说明书。但是,作为最终用户的我们,有的也只是公开发布的,也没有更新更全的相关资料。即便是有了相关书籍,又有几人...
数控车床G73(FANUC系统数控车固定循环G73案例及宏程序对比)
一、具体格式:G73格式:G73U--W--R--;G73P--Q--U--W--F--S--T--;二、程序解释:1、G73U--W--R--;U:X轴方向每刀车削的深度,如2.5W:Z轴方向每刀车削的深度。如0.2R:G73这个动作执行次数,如12,即此值用以平均每次切削深度2、G73P--Q--U--...