法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
Posted
篇首语:就算生活是个悲剧,也要做一个上品青花瓷。本文由小常识网(cha138.com)小编为大家整理,主要介绍了法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)相关的知识,希望对你有一定的参考价值。
法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
众所周知Fanuc数控系统的参数多如牛毛。上千的参数,并且有的还是八位,虽然Fanuc发布有相关的参数说明书。但是,作为最终用户的我们,有的也只是公开发布的,也没有更新更全的相关资料。即便是有了相关书籍,又有几人去仔细研究过。这些相关书籍,说白了就是一本工具书,就像“字典”一样,有需要的时候可以翻阅查询。但是,一些参数就连说明书上也没有介绍。就如No.3301一样,老版本机床上没有任何标记,但是说明书上有介绍,设置了也能生效。在0i-D较新一些版本上更多了一个HCN标记,然而其参数说明书上没有介绍(详见《Fanuc 0i数控系统截屏即画面硬拷贝》一文)。小编根据个人习惯及工作经验总结了一些参数,之前也分享了一些给各大家,今天为大家带来的是“Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率”的相关参数。茫茫参数海洋中,希望对您有用!记得收藏转发哟!
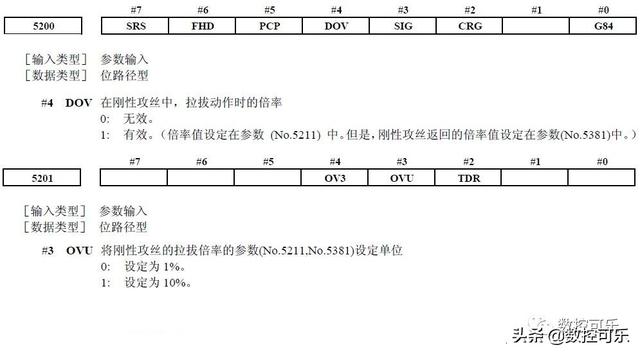
刚性攻丝“拉拔动作时的倍率”是Fanuc官方说明书上的一个名词,我们可以理解为攻丝后的“回退(退刀)速度倍率”。换成F值,通俗的理解,可以实现如下功能:攻丝时,攻下去时的速度为F600mm/min,退回时的速度为F900mm/min。在不影响产品质量的前提下,使用这个功能可以优化加工节拍,提升产量,使机床的利用率达到最大化。要实现这个功能,设置如下几个相关参数即可:No.5200 #4 DOV、No.5201 #3 OVU以及No.5211或No.5381。
No.5200 #4 DOV 在刚性攻丝中,拉拔动作时的倍率
0: 无效。
1: 有效。(倍率值设定在参数 (No.5211) 中。但是,刚性攻丝返回的倍率值设定在参数(No.5381)中。)
No.5201 #3 OVU 将刚性攻丝的拉拔倍率的参数(No.5211,No.5381)设定单位
0: 设定为1%。
1: 设定为10%。
相关Fanuc参数说明书截图如下:
机床上截图如下(MD):


由于No.5201#3的缘故,No.5211或No.5381设定数据的单位会相差十倍,这几个参数建议按如下表格配合设置
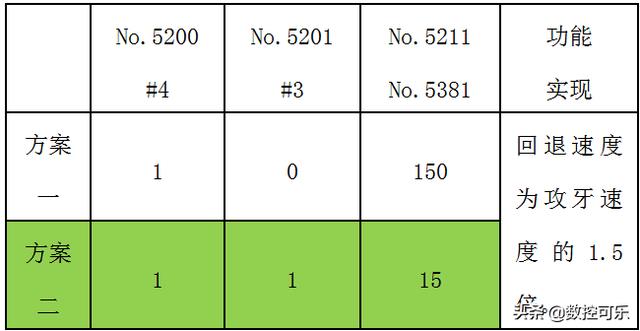
以上两种设置方案均能实现攻丝回退速度为攻牙速度的1.5倍。 在MF的机床上演示截图如下:
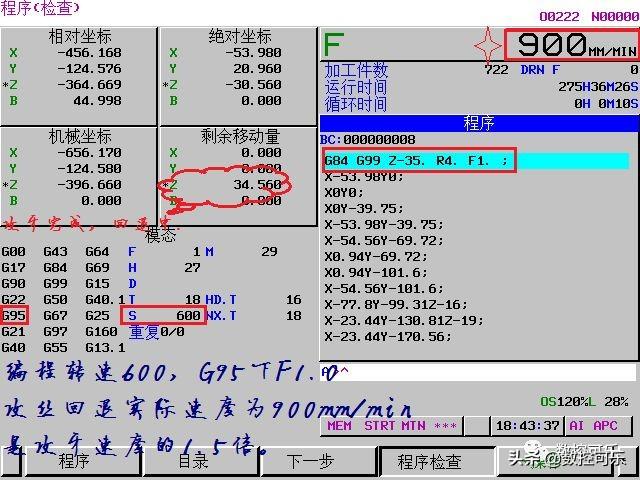
PS:对于这几个参数如何设置,可根据需要、根据自己喜好设置。小编一般使用的方案二。当然,这样设置后,所有的攻丝都会固定在这个回退倍率,请严格监控螺纹质量哦。当然,若要使用不同的回退倍率,也可以像Mitsubishi、Brother等数控系统那样写在程序中。具体如何操作,请容小面卖个关子,留给各位小伙伴先思考一下,小编将整理相关资料进行分享。
说实话对于No.5201#3,小编也不清楚Fanuc为啥非得设置这样一个感觉有点多余的参数。不过,我们作为Fanuc的终端用户,只有努力去学习适应它。Fanuc的参数众多,今天给大家分享的只是沧海一粟。请各位小伙伴持续关注哟,欢迎各位同行指点交流。
精彩推荐:
相关参考
法兰克攻牙参数是多少(FANUC(法那科)系统与三菱系统攻牙的区别)
...牙的格式是G98G84Z__R__F__Q(根据攻牙深度而定,可要可不要)法兰克系统本身自带一个刚性攻牙命令M29,可以在程序输出的时候手动添加M29,活者后处理去进行设定。法那科系统攻牙是满足F=S(转速)*螺距比如说M12的牙孔,螺距是1....
法兰克攻牙参数是多少(FANUC(法那科)系统与三菱系统攻牙的区别)
...牙的格式是G98G84Z__R__F__Q(根据攻牙深度而定,可要可不要)法兰克系统本身自带一个刚性攻牙命令M29,可以在程序输出的时候手动添加M29,活者后处理去进行设定。法那科系统攻牙是满足F=S(转速)*螺距比如说M12的牙孔,螺距是1....
数控加工中心攻丝程序(cnc钻攻中心主要可用来进行哪些加工?)
...心是加工行业里颇受欢迎的加工设备,凭借着优良的运行系统及高效的加工速度获得了广大加工企业的认可,cnc钻攻中心常会用于做切削或钻孔及攻牙等操作,如下:1、攻牙加工操作使用cnc钻攻中心可以完成各种攻牙攻丝操作...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...
...C的F为S*牙距的方式,而且FANUC一般要用到M29首先,把两个系统的后处理做在一起的做法:在公共循环里打开攻丝的自定义,在攻丝循环里加入一个新的地址M29S,并删除F,自己定义个F地址:M29按此设置:M29S的输出条件(F设置大...
新代20AT数控车床攻牙编程(关于UGNX后处理输出攻牙程序的一些设置)
...C的F为S*牙距的方式,而且FANUC一般要用到M29首先,把两个系统的后处理做在一起的做法:在公共循环里打开攻丝的自定义,在攻丝循环里加入一个新的地址M29S,并删除F,自己定义个F地址:M29按此设置:M29S的输出条件(F设置大...
法兰克加工中心刚性攻丝编程(FANUC主轴放大器报警内容及处理方法,值得收藏的好资料)
FANUC主轴放大器报警:发生报警时STATUS显示的报警LED(红色)点亮,2位7段LED显示报警代码。报警代码01电机内部达到温度指标以上。(1)切削过程中显示本报警时(电机温度过高)(a)请确认电机的冷却状态。(i)主轴电机冷却风扇停转时...