法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
Posted
篇首语:有志者事竟成,破釜沉舟,百二秦关终属楚。。本文由小常识网(cha138.com)小编为大家整理,主要介绍了法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)相关的知识,希望对你有一定的参考价值。
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?
因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,会的朋友感谢您的阅读,不会的朋友可以借鉴编程方法。
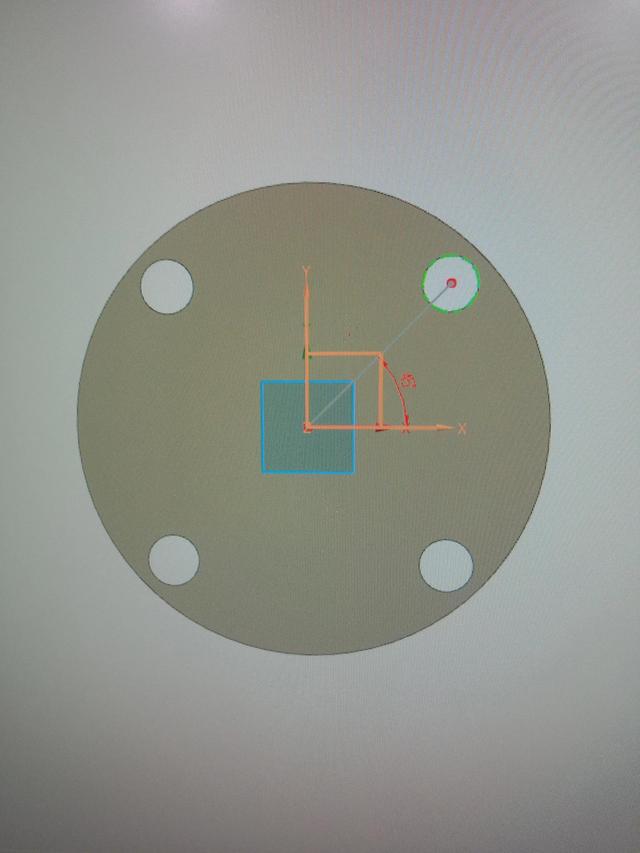
如图:钻四个圆周等分孔。从图中看出4个等分孔,360/4等于90度等分。
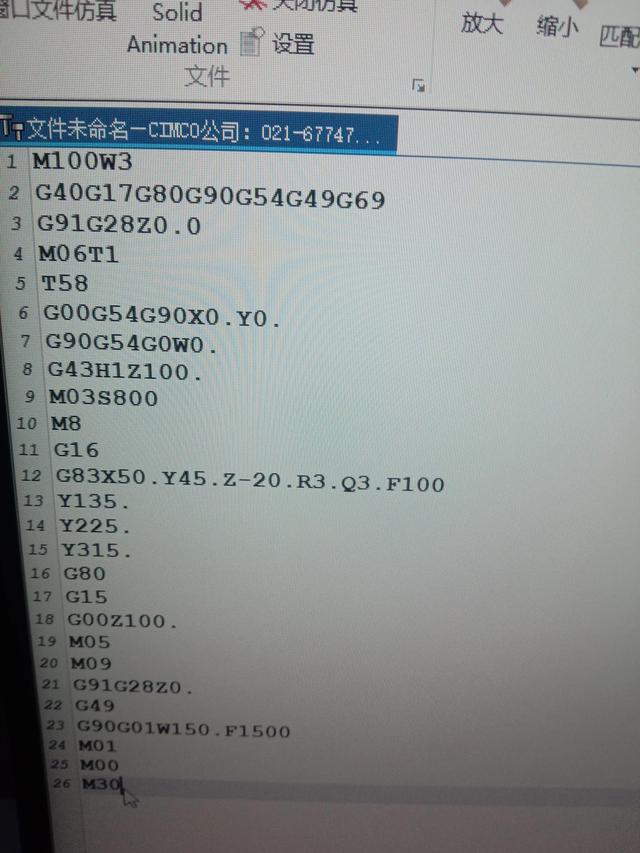
G90G0G54X0.Y0.定位
G43H1Z100刀具长度补偿
M3S800打开转数
M8打开切削液
G16打开极坐标
G83 X50.Y45.Z-20.R3.Q3.F100。X表示孔半径, Y表示起始角度45度。
Y135.
Y225.
Y315.半径不变,角度增大
G80 取消钻孔循环
G15取消极坐标
G0Z100
M5
M9
G91G28Z0.
这里个G16指启用极坐标,X50表示圆周孔半径,Y45表示起始孔的度数。(也可以是其它度数)
G15,很重要。取消极坐标。如果不取消,当执行下一个程序,坐标点会乱。(切记)
相关参考
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
众所周知Fanuc数控系统的参数多如牛毛。上千的参数,并且有的还是八位,虽然Fanuc发布有相关的参数说明书。但是,作为最终用户的我们,有的也只是公开发布的,也没有更新更全的相关资料。即便是有了相关书籍,又有几人...
法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
众所周知Fanuc数控系统的参数多如牛毛。上千的参数,并且有的还是八位,虽然Fanuc发布有相关的参数说明书。但是,作为最终用户的我们,有的也只是公开发布的,也没有更新更全的相关资料。即便是有了相关书籍,又有几人...
法兰克系统数控车床页面(FANUC系统数控车固定循环G73案例及宏程序对比)
一、具体格式:G73格式:G73U--W--R--;G73P--Q--U--W--F--S--T--;二、程序解释:1、G73U--W--R--;U:X轴方向每刀车削的深度,如2.5W:Z轴方向每刀车削的深度。如0.2R:G73这个动作执行次数,如12,即此值用以平均每次切削深度2、G73P--Q--U--...
法兰克系统数控车床页面(FANUC系统数控车固定循环G73案例及宏程序对比)
一、具体格式:G73格式:G73U--W--R--;G73P--Q--U--W--F--S--T--;二、程序解释:1、G73U--W--R--;U:X轴方向每刀车削的深度,如2.5W:Z轴方向每刀车削的深度。如0.2R:G73这个动作执行次数,如12,即此值用以平均每次切削深度2、G73P--Q--U--...
数控车床虽然加工柔性比普通车床优越,但单就某一种零件的生产效率而言,与普通车床还存在一定的差距。因此,提高数控车床的效率便成为关键,而合理运用编程技巧,编制高效率的加工程序,对提高机床效率往往具有意想...
数控车床虽然加工柔性比普通车床优越,但单就某一种零件的生产效率而言,与普通车床还存在一定的差距。因此,提高数控车床的效率便成为关键,而合理运用编程技巧,编制高效率的加工程序,对提高机床效率往往具有意想...
法兰克系统润滑参数如何修改(浅谈FANUC数控系统的使用心得)
浅谈FANUC数控系统的使用心得摘要:虚拟加工建模的研究日本成功开发10纳米以下金属研磨抛光技术浅谈数控编程及在重型汽车模具加工中的应用EDA领域的PLM系统需求和管理線切割放電加工控制技術五面一零点昆仑润滑油采用纳...
法兰克系统润滑参数如何修改(浅谈FANUC数控系统的使用心得)
浅谈FANUC数控系统的使用心得摘要:虚拟加工建模的研究日本成功开发10纳米以下金属研磨抛光技术浅谈数控编程及在重型汽车模具加工中的应用EDA领域的PLM系统需求和管理線切割放電加工控制技術五面一零点昆仑润滑油采用纳...