法兰克加工中心(加工中心如何对刀?这些基础知识你需要知道)
Posted
篇首语:不怕学不成,就怕心不诚。本文由小常识网(cha138.com)小编为大家整理,主要介绍了法兰克加工中心(加工中心如何对刀?这些基础知识你需要知道)相关的知识,希望对你有一定的参考价值。
法兰克加工中心(加工中心如何对刀?这些基础知识你需要知道)
上一次写到了加工中心的操作面板,想必小伙伴们已经有数了。

如果要加工产品,那么在这之前,多刀和分中心是必须要做的。这节首先讲一下对刀。
因为加工中心上面每把刀具的长度是不同的,所以需要让机床知道刀具切削点在坐标系里的位置。那么对刀是操作的基本技能。在这里介绍最普遍的对刀棒对刀。随着加工经验的增加。也会接触到另外一些有趣的对刀方式。如对刀器对刀,自动对刀系统激光对刀等
我们以法兰克加工中心为例。现在有两把数控刀具需要对刀。
需要用到的是
T1直径12的铣刀
T2直径5都定点钻
直径10的对刀棒
产品平面为编程零点,也就是对刀位置。
在MDI模式下
输入短指令T1M6
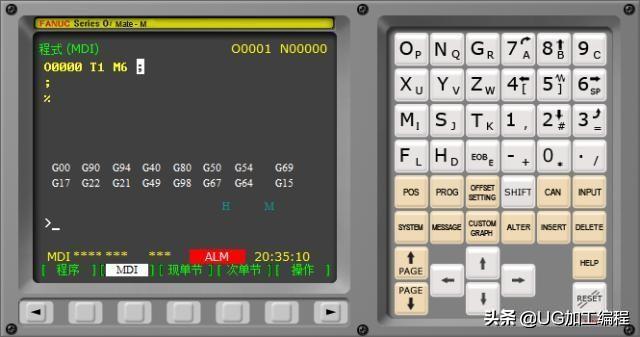
意思是换第一把刀。
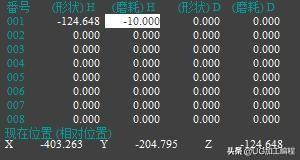
接着按下手轮按钮。移动Z轴慢慢靠近表面。差不多离工件表面10多cm处。调小手轮进给。然后时不时的拿直径10的对刀棒在刀尖和工件表面尝试。至对刀棒在刀尖和工件表面正好通得过。记录此时的机床坐标。输入到刀补里面。这个对刀过程需要谨慎把握好。记下此时的机床坐标,想学习UG编程在QQ群304214709可以领取学习资料。

Z-124.648
然后在刀补界面输入这个数值,并且在磨损输入数值-10也就是。对刀棒的直径。这样第一把数控刀具就对好刀了。
接下来我们换到第二把刀具。如上图下MDI模式下输入T2M6就是换到第二把刀。重复第一把刀的步骤。摇动手轮在第二把刀刀尖和工件表面用对刀棒来回测试,刚好使对刀棒不能通过刀尖和工件表面,记录此时的机械坐标

z-147.076
然后输入到刀补值里面
如下图

这样刀就对好了。如果第三把第四把也是一样对刀,是不是很简单?小伙伴们学会了吧。
相关参考
上一次写到了加工中心的操作面板,想必小伙伴们已经有数了。如果要加工产品,那么在这之前,多刀和分中心是必须要做的。这节首先讲一下对刀。因为加工中心上面每把刀具的长度是不同的,所以需要让机床知道刀具切削点...
法兰克加工中心对刀(法兰克系统的加工中心你是否也遇到了这些问题?)
...号?切换到MDI方式中,输入MO6T**按循环启动即可!法兰克加工中心对刀步骤一、主轴转速的设定○1、将工作方式置于“MDI”模式;○2、按下“程序键”;○3、按下屏幕下方
法兰克加工中心对刀(法兰克系统的加工中心你是否也遇到了这些问题?)
...号?切换到MDI方式中,输入MO6T**按循环启动即可!法兰克加工中心对刀步骤一、主轴转速的设定○1、将工作方式置于“MDI”模式;○2、按下“程序键”;○3、按下屏幕下方
法兰克加工中心对刀坐标怎么理解(法兰克FANUC加工中心自动换刀及长度补偿的问题研究)
...用随机换刀方式,将复杂零件加工所需要的多把刀具装入加工中心的自动刀库。然后再用相对法进行多刀具的长度补偿。由此,加工中心就可以在运行程度时,自动调取所需的刀具。加工中心数控机床因其高精度、高自动化程度...
法兰克加工中心对刀坐标怎么理解(法兰克FANUC加工中心自动换刀及长度补偿的问题研究)
...用随机换刀方式,将复杂零件加工所需要的多把刀具装入加工中心的自动刀库。然后再用相对法进行多刀具的长度补偿。由此,加工中心就可以在运行程度时,自动调取所需的刀具。加工中心数控机床因其高精度、高自动化程度...
数控怎么对刀(对刀的方法竟然有这么多种老板再也不用担心你不会对刀)
对刀的精度可以决定零件的加工精度,同时,对刀效率还直接影响数控加工效率。可以说对刀是数控加工中的主要操作和重要技能。在日常的加工生产中仅知道对刀方法是不够的,还要知道数控系统的各种对刀设置方式,以及...
数控加工中心加工视频(数控加工中心知识大全明白了这些还怕干不出好活吗)
加工中心集油、气、电、数控为一体,能够实现对各种盘类、板类、壳体、凸轮、模具等复杂零件工件一次装夹,完成钻、铣、镗、扩、铰、刚性攻丝等多种工序加工,因此是高精加工的理想设备,本文将会从以下几个方面分享...
广州数控车床怎么对刀(CNC数控机床对刀的方法与技巧,必备知识)
对刀是数控机床加工的最基本的,也是最基础的,对刀也是决定加工的零件的精密程度.如何判断机床的坐标系?为什么要对刀?对刀的目的就是把你的机床坐标和你零件的坐标一样,这样才能开始加工工件,不然你不对刀的话,启...
数控机床怎么对刀图解(CNC数控机床对刀的方法与技巧,必备知识)
对刀是数控机床加工的最基本的,也是最基础的,对刀也是决定加工的零件的精密程度.如何判断机床的坐标系?为什么要对刀?对刀的目的就是把你的机床坐标和你零件的坐标一样,这样才能开始加工工件,不然你不对刀的话,启...
M00程序暂停M01选择性程序暂停M02程序执行结束M03主轴正转M04主轴反转M05主轴停止M06ATC换刀循环M07吹气开M08冷却液开M09M07/M08/M12关M10第四轴夹紧M11第四轴松开M12油雾装置开M19主轴定向M29刚性攻牙(FANUC)M30程序执行结束M38中心出水ON...