油盆移印机(产品结构设计·移印工艺详细介绍)
Posted
篇首语:书到用时方恨少,事非经过不知难。本文由小常识网(cha138.com)小编为大家整理,主要介绍了油盆移印机(产品结构设计·移印工艺详细介绍)相关的知识,希望对你有一定的参考价值。
油盆移印机(产品结构设计·移印工艺详细介绍)
移印基本概念
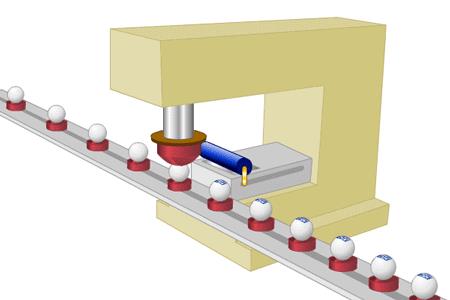
移印是指将需印刷的图案蚀刻在钢板(钢片)上,通过移印机油辘回油,刀架组合下落,将钢板蚀刻图案以外的油墨回收入油盆,再通过胶头的粘附性,将图案完整平移于承印物上,即
完成了整个印刷制成。

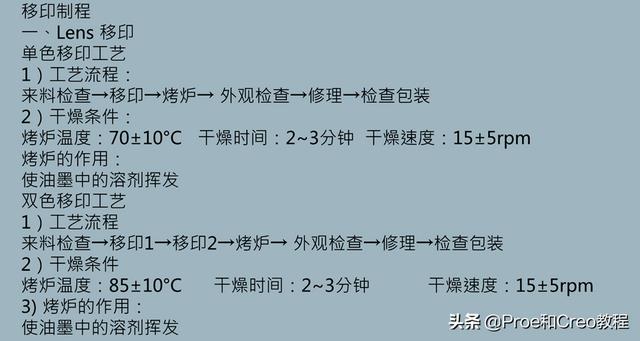
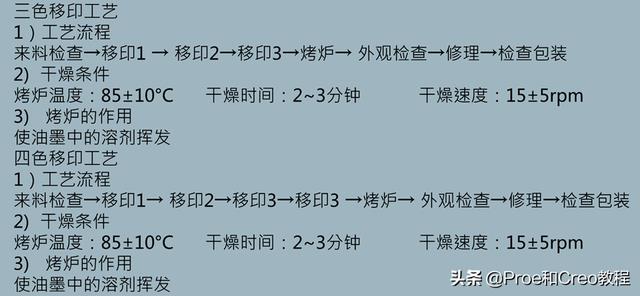
移印工艺
借助于可以变形的移印胶头来完成油墨的转移,移印胶头表面并不含有图文;需要的图文先要晒制并蚀刻成移印凹版,然后在移印凹版表面涂上油墨,用硬质刮刀刮去印版表面非图文区的油墨,用胶头蘸取印版凹坑处的油墨并抬起,移动到承印物表面进行压印完成印刷。
移印特点
可以印不规则的表面,需要手动, 电动或气动移印机才行,要求较高
移印的适应范围
移印主要是通过胶头完成转移过程,故印刷过程中受限于胶头的性能和形状。
胶头有以下特征:①有弹性②有弧形③不可无限大
所以移印能印刷大面积的图案,但对不规则形状,凹凸不平的工件印刷不一定的图文非常适用。是某些印刷所不能达到的。
钢板与印刷品质
产品印刷质量的好坏与印刷速度的快慢,与钢板的深浅度有很大的关系,需视被印刷之产品材质,表面光滑度,图案大小,与印刷物之底色才可决定钢板之深浅度。
- 深度要求:钢板的正常制版深度一般在0.015mm至0.035mm,太深或太浅都会影响其印刷质量与生产量.
- 硬度要求:钢板的材质选择与加工上也相当重要,如使用含碳量较低的钢材时,因其硬度经热处理后无法达到HRC62以上,故在印刷易造成版面磨损,无形中造成成本的增加.
- 表面加工工艺要求: 在版面处理上必须经平面研磨后再加上镜面研磨,经这兩项处理后所制出之钢板才可印刷出高质量产品; 若只做平面研磨未做镜面研磨之钢板在制版流程时因表面毛细孔较大间接会影响印刷质量, 因此使产品的质量降低而无法提升
胶头
移印机印刷胶头材质为一种特殊硅胶,经由特别调合处理所制成,其选用时必需依被印刷产品之形狀及图案之大小來选择其软硬度及形狀,甚至需经特殊处理或补强, 鉴于印刷时胶头沾起图案印版上的墨迹并将转移至承印物上,胶头材料必须具有柔韧性而且转移图案必须准确。
胶头的固定块一般为木板或铝板。具体选用那种材料作为胶头固定块取决于各移印机胶头的固定要求。
所有标准胶头的形状都有一个共同特点:印刷面为弧形且侧面朝中心倾斜
胶头分圆形,方形,长条形,特殊形。
以下为最基本形状:

胶头形状
- 圆形
- 理想形状为带尖头的半圆形。这种形状的胶头被挤压时其侧面受力均衡,而且印刷时胶头和墨膜之间不可能留有气泡。通过挤压,胶头能很好地从印版上沾起墨迹并将其转移至承印物上。
- 方形
- 并非所有图案或承印物都可采用上述“理想形状”的胶头。因而有必要提供方形、长条形、特殊形等其他形状的胶头。方形胶头的中心点也必须是比较尖的形状,这样才能达到相同的挤压效果。
- 长条形
- 采有这种形状的印刷效果一般都不够理想,因为它只有两侧可以挤压。顶端为圆面的长条形胶头一般会导致圆面部分的印刷图案效果不佳。
- 特殊形状
- 由数个单独胶头组成的组合式胶头,此外胶头还可以切割,这也是将现有胶头改作特殊之用的一种。
影响胶头使用的因素
胶头硬度一般从肖式即邵式2—18A不等,还有肖式0—40A特殊硬度的胶头用于特殊场合。胶头的硬度影响到印品图案的质量及胶头本身的耐用性。硬胶头能很好地转移图案而且其机械稳定性高所以耐用性较好,但有可能损坏易碎承印物。
- 印刷质量要求:胶头的质量会逐渐下降因为硅油被慢慢擦洗掉,所以其表面会变得粗糙且具有吸收性。
- 所用油墨的类型:试验证明当采用单组份油墨时,胶头的耐用性良好。这是因为双组份油墨通常都比较有腐蚀且易于发泡,结果导致硅油消耗得更快,因而胶头的使用期会综合缩短。
- 胶头的形状,规格及硬度。
- 承印物形状:如果承印物边缘比较锋利或弧度很小,那么印刷1千至5千次后胶头就会被磨损。在这种情况下,建议采用由双组材料制成的较为昂贵的胶头(通过添加剂交联)
- 印刷当中的擦拭:胶头上残留的墨迹可采用粘性胶带进行清除。胶头的耐用性可在贮存期间通过喷上硅油来加以提高。显然,有许多因素会影响胶头的质量和耐用性。
油墨选择特性
- 干燥速度较快
- 如果油墨干燥速度太慢,当胶头将图案转印至产品上后,油墨将无法完全由胶头上脱离, 而造成积墨现象. 若因此需将印刷速度调慢,这样会直接影响产量,并且间接影响到印刷质量,有时更需加上其他干燥设备而增加投资成本。
- 具有高遮蔽力
- 移印所使用的钢板深度约在0.015mm至0.035mm,如果所使用的油墨遮蔽力太低,印刷时图案会有露白之现象产生或颜色无法达到需求而影响印刷的质量及色泽度
- 黏度较低
- 因移印机为一种间接印刷,若使用黏度太高之油墨,印刷时图案较容易产生拉丝,因此应尽量避免使用此類型油墨. 若无法避免有拉丝现象产生时,可添加ST1(暂黏剂)來降低油墨本身之黏度,其比例为(油墨)4:1(ST1) 即可防止,但其附着力将会降低.
- 其它特性: 依质量要求选择高光泽或平光之油墨,在要求其附着力或抗溶剂性时,可视情况添加硬化剂或其他之辅助剂,有时甚至在印刷之前或印刷后加以特殊处理. 如:PE,PP等材质在印刷前需先行火焰处理或经过化学及处理;PU,PBT等材质印刷时油墨需使用兩型且印刷后需经烘烤,否则油墨无法附着。
移印机
1.机器种类:台式、立式、微型、标准型
2.驱动类型
- 气动型
- 气动驱动的应用最为普遍,其原因是气缸操作方便(上、下、前、后);机器易于设计和操作;机器的生产比较方便(因为标准组件如气缸等容易买到。气缸常与同步带或心轴联用。
- 电动型
- 这种驱动方式多用于中、小型机,其噪音非常低。由于技术较为复杂(电机驱动必须通过齿轮或凸轮转化为线性运动),所以价格比同类气动机高。因此用户更偏爱气动机

印前或印后处理
有许多印前或印后处理设备,部分塑料如PE(聚乙烯)只有经过预处理后才能印刷;进行印后处理才能使油墨达到应有的附着力。
- 预清洗
- 清洗承印物最单单的方法是洒精或用刷子清洗表面污渍。表面有油脂或硅胶的承印物必须经过预先清洗才能印刷。有些承印物非常敏感,哪怕沾上手指上的汗渍都会影响油墨的附着力。因此建议操作时配戴棉手套。
- 烘干
- 对于高速、多色印刷,如果承印物受墨情况不良或油墨干固速度过慢,则可采用冷或热来加速油墨的干固。不同的设置形式如下:
a.当胶头载墨前行时吹气对着胶头
b.吹气在机器的前面部位对着胶头
c.吹气对着承印物上的墨迹使之迅速干固
- 热风
- 采有慢干型油墨或进行多色印刷时,可能承印物作预热处理以加速墨膜的干固。对于难印承印物,用热风作印后处理可提高油墨的附着力。有些材料必须结合印后热风处理。印后处理所采用的热风温度和处理时间参见油墨技术数据表。
电晕或火焰处理
对于某些塑料如PP或PE,印前必须进行电晕或火焰处理。根据印刷技术的最新发展,
现在有一种PP专用油墨,它无需对材料进行预处理,但尚未开发出这类PE专用油墨。
电晕装置采用高频、高压放电方式,电压高达2万伏。火焰处理机采用火焰对承印
物进行处理,火焰强度和处理时间可以调节。两种设备都有相同的效果:提高塑料
表面张力以利用油墨的附着。电晕装置价格比校贵但更受欢迎,因为其危险性小。
火焰处理的特点在于它也可以印后处理之用且方式热风一样。建议客户购买这类印
刷周边设备,因为它们在确保印刷质量方面具有重要的意义。购买前应测试选用哪
种处理设备最为合适。此外,PP材料也可采用一种底料(粘着剂)进行预处理以提
高油墨的附着力。
电离
许多塑料会产生很强的放电,这表现为印刷图案出现尘埃堵塞或边缘不齐现象。采用电离装置可消除这个症状。结合热吹风可达到最佳效果,因为这样可以去除所有尘埃颗粒。
印版
印版为印刷图案的载体。每个新图案都需要一块新印版,印刷图案被蚀刻在印版上。印析上蚀刻深度取决于印刷要求,约为15—30微米(一般为25微米)。制作印版时必须采用良好的菲林底片。首先印版制作者必须有通过摄影机或电脑制作而成的菲林底片。菲林制作时留下的缺陷会影响到后来的印刷效果。只有制作精良的菲林才能制作出合格的印版并获得良好的印刷效果。菲林的制作方式有三种:
- 半色调(网点)菲林
每厘米当中的线条数量(或线数/英寸)和半色调菲林的灰度决定了印版的蚀刻深度。许多种类的印版只有采用半色调菲林才能制作出来。对于钢板而言,大图案应采用半色调菲林以免刮刀陷入蚀刻区。对于四色印刷菲林而言,菲林的灰度将决定颜色的深浅。当印刷长线条或长条形图案时,为避免刮刀陷入蚀刻部分,可在曝光前将菲林图案走向设置与钢板成5-15的角度。
- 多色(套色)菲林
四色套印菲林的制作要通过扫描仪(进行分色),然后必须按顺序将钢板安装在机器油盘内。
- 电脑菲林
电脑技术改进了图象菲林制作与图片排版。对于简单的移印菲林(如用于广告制作),排版。一般只需在室内借助于常用PC和图片制作软件就能制作出所需菲林和感光印版
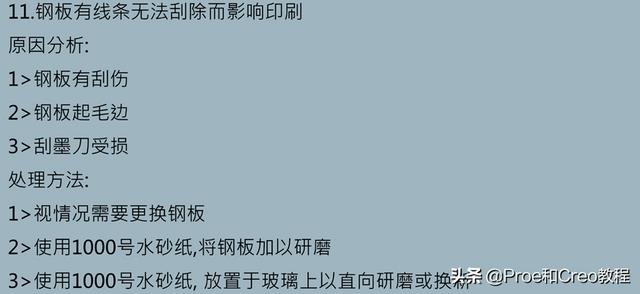
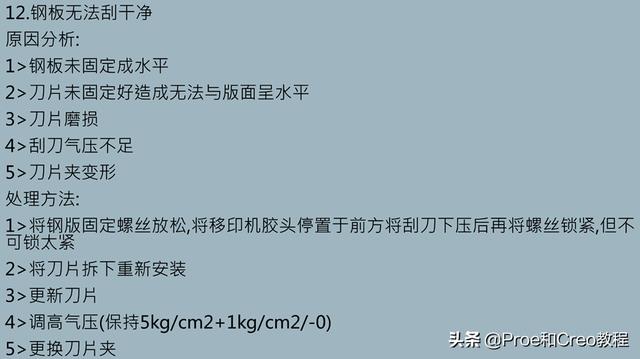
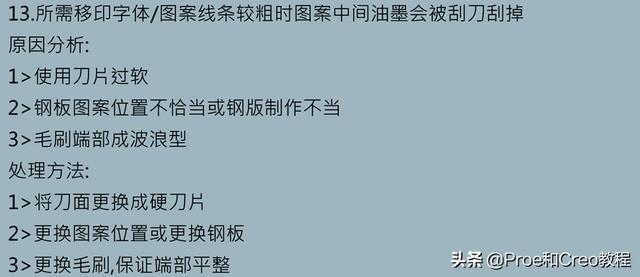
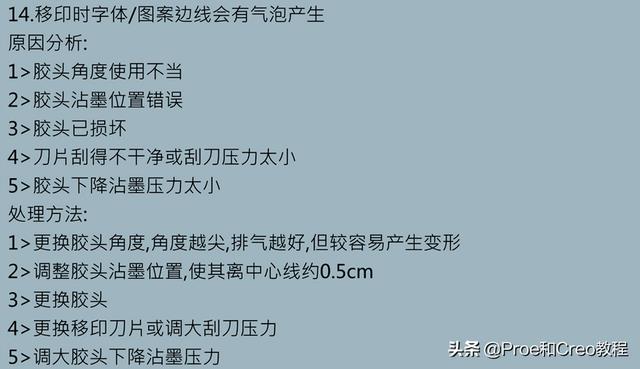
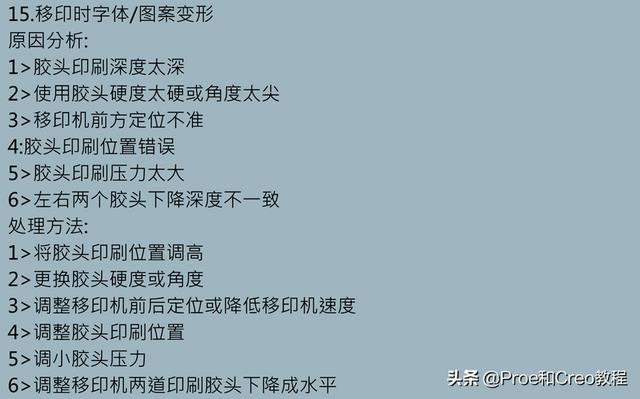
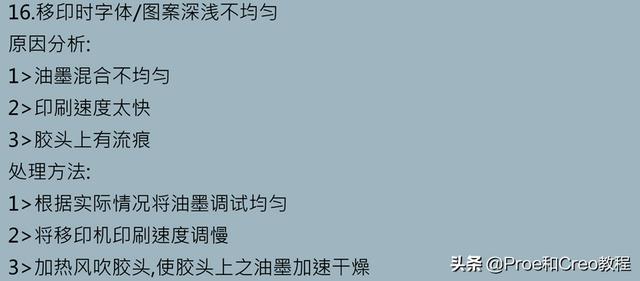
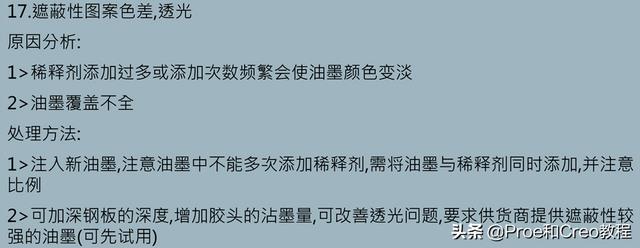
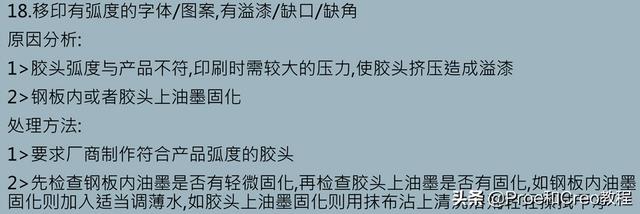
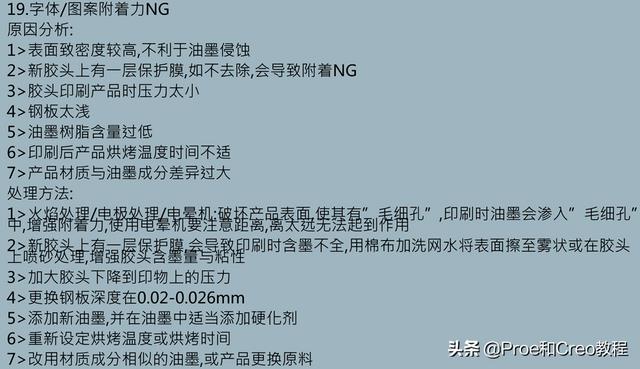
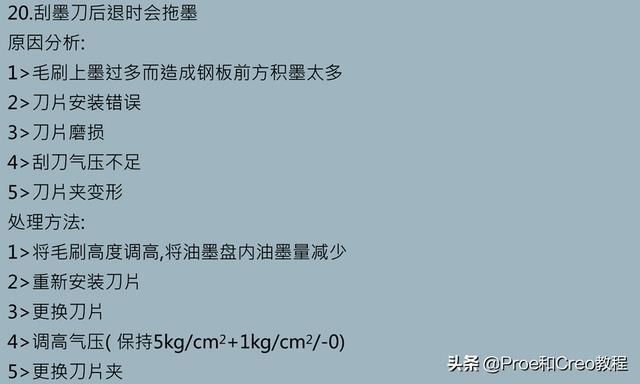
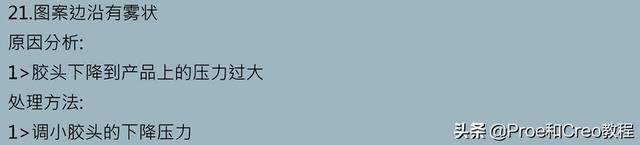
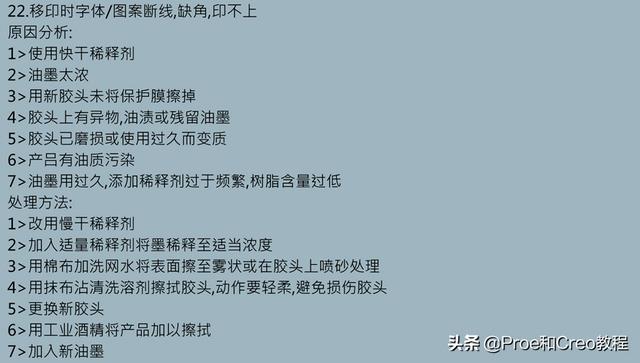
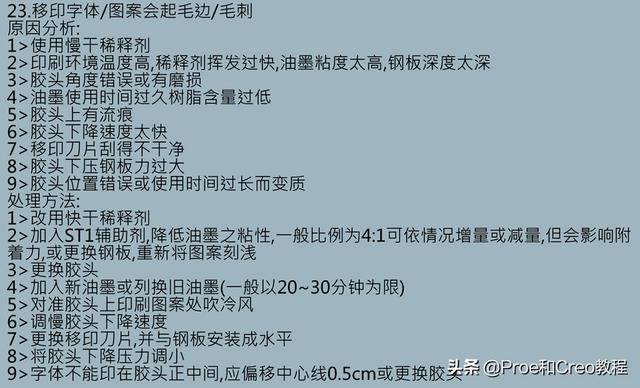
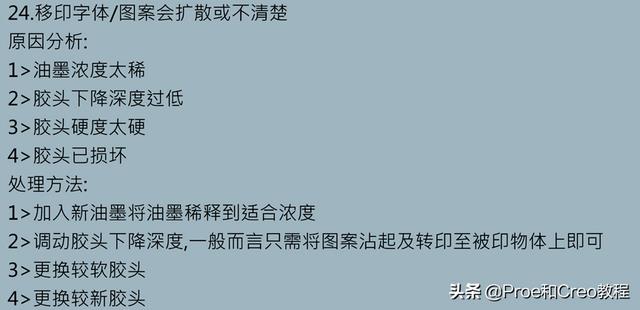
常见故障
胶头不能沾墨、胶头无法转印或墨迹不完整、图案有锯齿边、定位不准(多色印刷)、细线条交错、图案变形、大图案尺寸没有印完整、图案油墨起毛、出现小气泡、图案不清晰、图案有污点、多色印刷时套色不准、油墨附着力不够、油墨耐磨性不够、油墨光泽度不够、无墨迹。
故障排除
一般来讲,一次换一个部件是诊断问题的最快方式。如果前一天没有发生同样的问
题,那么就可以确信钢板蚀刻并未在夜间变深或变浅。因此问题应该在于胶头或油
墨。如果手边有一个适用的胶头大,就可马上用它替下用过的胶头。如果新胶头印
出的效果并不好一些,那么问题就出在油墨上。调油时可能产生许多差错。尤其对
于单组份油墨而言,把它倒出油罐后,稀释剂的比例会大大提高。如果第二天又在
油墨中添加稀释剂,则油墨的颜色就会减弱,因此就出现走色或色淡问题。此外,
相关问题还包括:油墨起毛;图案不清晰;大尺寸图案不完整;图案有污点等。

最后想学习Creo产品结构设计的你绝对不要错过!
全套资料领取方法:关注+点赞,私信回复“资料”,即可自动领取(仅限前一百名)!


仅部分展示
相关参考
...念 移印是指将需印刷的图案蚀刻在钢板(钢片)上,通过移印机油辘回油,刀架组合下落,将钢板蚀刻图案以外的油墨回收入油盆,再通过胶头的粘附性,将图案完整平移于承印物上,即完成了整个印刷制成。 移印工艺 借助于...
手机外壳印刷加工(「工艺知识」移印工艺原理介绍及工作流程解析)
...图案复印到橡胶上,再利用橡胶将文字或图案转印至塑料产品表面,最好通过热处理或者紫外线光照射等方法使
...过制作特定的钢板图案,利用胶头将蚀刻图案内容转移到产品的上的印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。原理:工艺过程很简单,先将设计的图案蚀刻在印刷平板上,把蚀刻板涂上油墨然后,通过硅...
...过制作特定的钢板图案,利用胶头将蚀刻图案内容转移到产品的上的印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。原理:工艺过程很简单,先将设计的图案蚀刻在印刷平板上,把蚀刻板涂上油墨然后,通过硅...
...过制作特定的钢板图案,利用胶头将蚀刻图案内容转移到产品的上的印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。原理:工艺过程很简单,先将设计的图案蚀刻在印刷平板上,把蚀刻板涂上油墨然后,通过硅...
...过制作特定的钢板图案,利用胶头将蚀刻图案内容转移到产品的上的印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。原理:工艺过程很简单,先将设计的图案蚀刻在印刷平板上,把蚀刻板涂上油墨然后,通过硅...
...过制作特定的钢板图案,利用胶头将蚀刻图案内容转移到产品的上的印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。原理:工艺过程很简单,先将设计的图案蚀刻在印刷平板上,把蚀刻板涂上油墨然后,通过硅...
...过制作特定的钢板图案,利用胶头将蚀刻图案内容转移到产品的上的印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。原理:工艺过程很简单,先将设计的图案蚀刻在印刷平板上,把蚀刻板涂上油墨然后,通过硅...
玩具移印机(工业设计:3C数码产品常用的表面处理工艺(上))
3C数码产品常用的表面处理工艺一、水转印WaterTransferPrinting水转印——是利用水的压力和活化剂使水转印载体薄膜上的剥离层溶解转移,基本流程为:1、膜的印刷:在高分子薄膜上印上各种不同图案;2、喷底漆:许多材质必须...
玩具移印机(工业设计:3C数码产品常用的表面处理工艺(上))
3C数码产品常用的表面处理工艺一、水转印WaterTransferPrinting水转印——是利用水的压力和活化剂使水转印载体薄膜上的剥离层溶解转移,基本流程为:1、膜的印刷:在高分子薄膜上印上各种不同图案;2、喷底漆:许多材质必须...