油压机和冲床的区别(冲压模具基本结构~值得收藏)
Posted
篇首语:人生如同故事。重要的并不在有多长,而是在有多好。本文由小常识网(cha138.com)小编为大家整理,主要介绍了油压机和冲床的区别(冲压模具基本结构~值得收藏)相关的知识,希望对你有一定的参考价值。
油压机和冲床的区别(冲压模具基本结构~值得收藏)
复合模结构定义
- 复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具。
- 它们可能是冲孔、落料、拉深或整形等不同工序的组合。
- 复合模结构特点
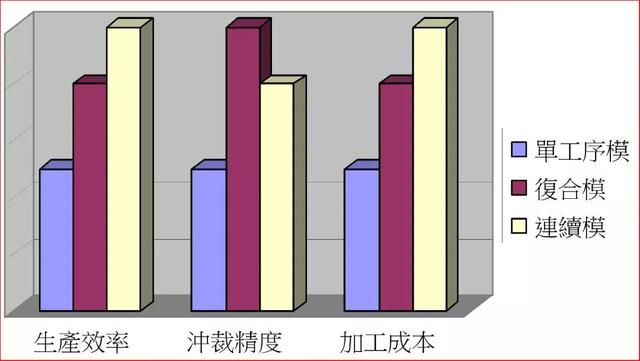
- 生产效率高 节省人力、电力和工序间搬运工作。
- 冲裁精度高 因几道工序在同一工位上完成,定位基准一致。
- 制造成本较高 模具的制造精度要求较高,周期较长。
模结构特点对比
复合模结构选择原则
- 生产批量 复合模的生产效率高,故对大量生产有很重要的作用。
- 冲裁精度 当冲件的尺寸精度或对称度、同轴度要求较高时,可考虑采用复合模。
- 复合工序的数量 一般复合工序应在四个以下,否则模具结构复杂,强度也不好,并且不易制造和维修。
复合模结构设计要点
- 曲柄压力机的许用压力曲线和复合模的压力曲线的关系(对于成形类复合模尤为重要)。
- 复合模中凸凹模的设计。
- 复合模的卸料推件装置。
- 复合模模架的选用。
- 复合模工作部分零件的材料选用。
复合模结构分类
依复合工序性质分为:
- 冲裁类复合模:如落料冲复合模。
- 成形类复合模:如复合挤压模。
- 冲裁与成形复合模:如落料拉深复合模。
依其结构形式分为:
- 顺装复合模:凹模装置在下模中的复合模。
- 倒装复合模:凹模装置在上模中的复合模。
复合模结构对比
倒装复合模 顺装复合模
漏料:从下模漏料孔出 回到模具工作面
出件:从上模出 从下模出
操作:安全方便 操作不利
工件:平整度较差 平整度较好
受力:受力差,强度不好 受力好
磨损:相对较小 相对较大
工作面:易清理 不易清理
通过以上对比,可见它们的适用范围为:
1.倒装复合模适用于冲件平整度要求不高,凸凹模强度足够的冲裁;
2.顺装复合模适用于薄材冲件或冲件平整度要求高,凸凹模强度不足或是无冲孔废料 的复合模冲裁。
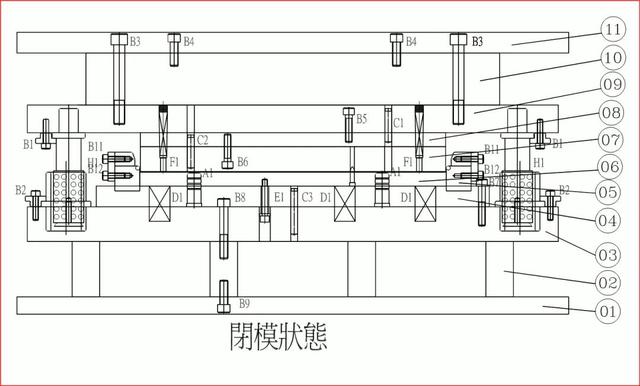
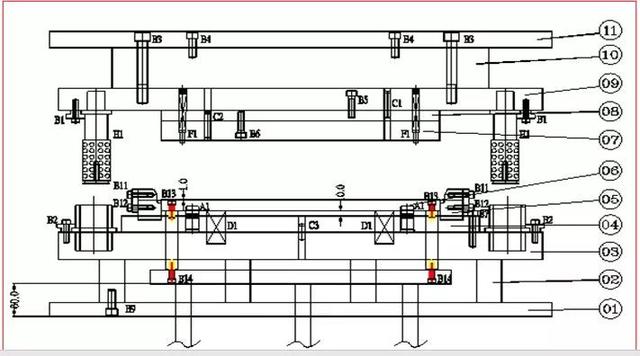
典型复合模结构

上图所示复合模为公司中最为常用的冲孔、落料工序复合的倒装复合模。因为有冲孔形成的废料,根据前面的对比和其适用范围,我们采用了倒装复合模的方式。
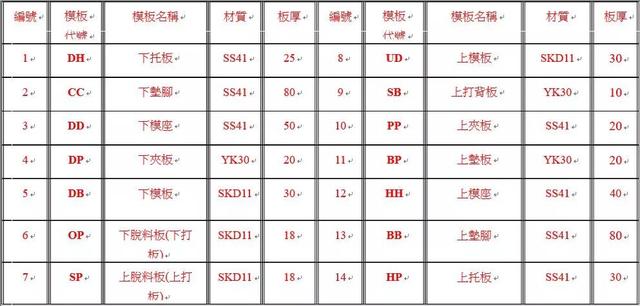
下表所示为图示模具在设计时所用的各模板的编号,材质,板厚以及热处理。
复合模结构设计重点
由于公司常用的复合模均为倒装复合模,因此以下所谈到的设计重点及注意事项均适用于倒装复合模;对于顺装复合模,可依实际情况作相应变更。
- 为了减少模具的加工费用和材料费用,复合模公母模与母模板(即凸凹模与凹模)为共享件,其共享件的批注为: UD SHARED WITH DB, GAP 0.07 BASED ON UD(UD板与DB板共享,保证冲裁间隙0.07,以UD板为准).
- 复合模的内、外打板为共享件, 其共享件的批注为:SP SHARED WITH OP, BASED ON SP C-0.03 (SP板和OP板共享,尺寸要求: SP板准, SP板放间隙-0.03)
- 上面所示仅为一实例,冲裁间隙0.07在具体的模具中因料厚,材质不同而不一样。另外,由于线割丝的直径加上放电间隙往往大于此冲裁间隙,故线割模板时要割斜度,且应画出线割斜度示意图。
- 复合模的内、外打板共享时,不用割斜度 。
- 凸凹模上的最小实壁厚度:对于黑色金属,最小壁厚为料厚的2.5倍,但不应小于1.8MM;
- 凸凹模上的最小实壁厚度:对于有色金属,最小壁厚为料厚的2.0倍,但不应小于1.4MM。
- 一般采用活动定位销来定位。定位销一般采用LA型Φ6浮升销,下面用Φ10的黄色弹簧,M12的止付螺丝。
- 如果复合模下料不在第一工步,还应考虑采用内定位以保证下料精度,外形用已切准的边定位。
- 复合模模板板厚的选取要注意配合标准冲子的长度。
- 如果在复合模中有抽凸,半剪等成形工艺有话,要注意计算冲子的长度。
- 如果在上打板上装有压印,压等 冲子的话,模具要求闭死。
- 倒装复合模的上模板四周及薄弱环节应考虑多用几个固定销来补强,以避免冲裁中模板变形或开裂。
- 如果下模板上有长条形的冲孔或者强度不好时,也应考虑用销钉补强。
- 如果上下模刃口部位有强度难以保证的地方时,应考虑做入子。
- 复合模下模座与下夹板之间的螺丝要倒装,以方便拆模。
- 上模座与上夹板之间的固定销应开在上模板的导柱孔处,以减少固定销逃孔的加工并方便拆装。
- 在选择上模等高套筒时,一般以上模弹簧不预压为原则。
成形模结构定义
- 成形是指用各种局部变形的方式来改变工件或毛坯形状的各种加工方法。
- 成形工艺包括拉延、胀形、起伏成形、翻边翻孔、缩口、旋压、挤压、校平等工艺。
- 专用以上工艺成形的模具则称之为成形模。
- 但需特别说明的是,我们这里的成形模指的是用于弯曲的折弯模。
成形模结构分类
依其结构形式分为:
- V折模
- 翻板模
- 侧推模
- N折模
- 标准结构折弯模(以此种最为多见)
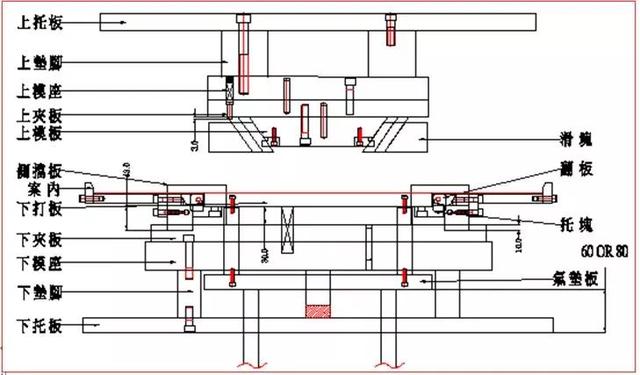
成形模结构标准结构
开模状态

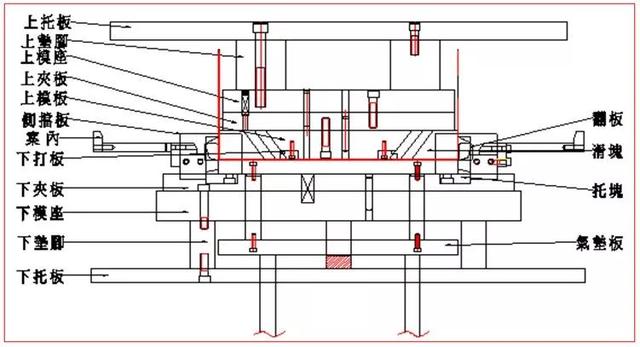
成形模结构标准结构—闭模状态
闭模状态
以上模具结构为公司最常用的折弯模具结构,它已被认定为标准弯曲模具结构。这种结构上模通常用折刀(有时用滑块代替折刀)加中间板,下模用滚轮折刀加下打板的方式。
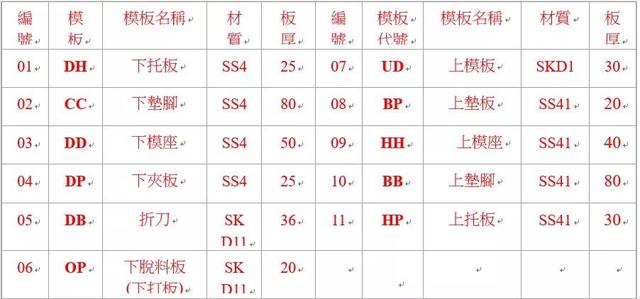
以下为上图模具在中所采用的模板厚度:
成形模结构局部结构
上模脱料
- 上模采用顶料销脱料,闭模时,顶料销被压入上模板内;开模时,顶料销被弹簧顶出上模面,将包在上模板上的工件顶落。
- 上模采用滑块脱料,闭模时,滑块被压回到折弯的位置;开模时,滑块在自重和顶料销作用下下行, 工件从滑块上松落。
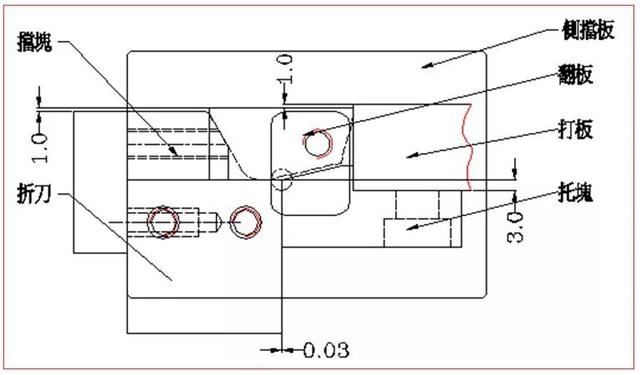
折刀局部
- 折刀(下模)采用镶嵌凹模结构,即在下夹板加工折刀槽,槽的位置要准,将折刀镶入后,正面用螺丝固定在下夹板上。
- 为了减小折弯过程中的摩擦,我们采用了在折刀上装入滚的作法。
下模脱料
- 下模采用内打板脱料,注意下打板上表面应高出折刀上模面1~3MM作为预压量,也就是说在合模过程中折刀还没有折弯前下模弹簧已被压缩了1~3MM,材料压紧后再开始折弯。
- 为了增大压料脱料力,下模可以用弹簧箱或是气垫结构。
内定位
下模有内钩孔定位时,下面用弹簧将定位销顶住。
定位销要在上模板开避位孔。
下打板有定位销或定位孔来定位时,必须在下打板上安内导柱导向。
成形模结构其它结构
气垫结构
- 气垫结构是靠机床的气压装置通过气垫板来传递力量给打板,此种结构一般在产品成型需较大的压料力时采用。
- 如果模具的下模行程较大时,也应考虑用气垫结构。
- 在以上结构图中,除了气垫板厚度外,其它板的厚度尺寸与标准模具一样。
- 气垫板的厚度一般为30.0MM,材质为SS41,对于气垫板上、下顶杆水平方向距离较远时,气垫板的厚度可考虑用40.0MM厚。
- 穿过气垫板的下垫脚应根据气垫板的行程铣深掉一定的高度,以避免闭模时下垫脚与气垫板发生干涉而导致气垫板压不下去的现象。
- 同时气垫板在开模时亦不要与上模座发生干涉。
- 气垫结构中的顶杆大小一般为Φ20.0MM,材质为SKD11,不热处理,分别在气垫板和下打板中沉头来固定。
- 在排配下垫脚时,应注意不要与机台台盘的气顶杆孔干涉。
翻板结构
开模状态
闭模状态
细部结构
- 可以成形一些常规方法不能成形的产品需求。
- 材料面与翻板滑动极小,成形以后产品表面无损伤。
- 可减少成形折弯高度高内R较大的产品回弹。
- 翻板模可成形负角度,折出内角小于90°的角度。
- 利用翻板来折形的折弯边高度较高,设计时应注意上模座,上夹板,上托板的尺寸大小不能和折成形后的产品发生干涉。
- 翻板模常用的冲压设备为油压机;如用普通冲床可能会因折弯速度过快,产品变形。
- 翻板模的翻板不要分段,上模部分可分段。
- 翻板模的打板行程一般取30MM,用气垫顶出结构卸料,板厚度为24MM。
- 翻板模的折刀在与翻板相接触的转角处不允许倒R角或C角,以利于翻转。
其它结构
除了这些结构外,折模还有以下一些常用结构
- V折模具
- 悬臂折弯模具
- 断差成形模
- 侧推模
- N折模
相关参考
1、在设计料带前,一定要了解零件的公差要求,材料性能、冲床吨位、冲床台面、SPM(每分钟冲次)、送料方向、送料高度、模厚要求、材料利用率、模具使用寿命。2、在设计料带时,要同时进行CAE分析,主要考虑材料的变薄...
消声百叶风口的做法(多台冲床叠加噪声高,隔声罩整体包裹治理效果好)
冲床噪声惹人烦恼,尤其是车间多台冲床叠加在一起,噪声会增大。那么接下来以常州博瑞项目为例,看采用何种方法解决效果较好。一、工程概况常州博瑞电力项目噪声源主要是5台冲压机,根据现场测试,第1台冲压机正常运...
消声百叶风口的做法(多台冲床叠加噪声高,隔声罩整体包裹治理效果好)
冲床噪声惹人烦恼,尤其是车间多台冲床叠加在一起,噪声会增大。那么接下来以常州博瑞项目为例,看采用何种方法解决效果较好。一、工程概况常州博瑞电力项目噪声源主要是5台冲压机,根据现场测试,第1台冲压机正常运...
JH21-250吨气动冲床采用了先进的光电保护技术,是利用气动离合器制动器式的冲床设备,实现了电脑计数与程序的相互配合,大大提高了工作效率。是一种冲载精度高,速度快利用压缩机来产生气体的一种高速冲压设备。250吨气...
JH21-250吨气动冲床采用了先进的光电保护技术,是利用气动离合器制动器式的冲床设备,实现了电脑计数与程序的相互配合,大大提高了工作效率。是一种冲载精度高,速度快利用压缩机来产生气体的一种高速冲压设备。250吨气...
油压机快速与普通的价格(快速液压冲床特点-YC41导轨式液压冲床介绍)
液压冲床是冲压设备行业上的第一款全自动、智能化的伺服电液复合压力机,其与传统冲床和液压机相比,无论是在机械结构上,还是控制系统及功能上都有极大的突破。液压冲床采用了自主研发的双死循环伺服系统控制方式,...
油压机快速与普通的价格(快速液压冲床特点-YC41导轨式液压冲床介绍)
液压冲床是冲压设备行业上的第一款全自动、智能化的伺服电液复合压力机,其与传统冲床和液压机相比,无论是在机械结构上,还是控制系统及功能上都有极大的突破。液压冲床采用了自主研发的双死循环伺服系统控制方式,...
一、冲床的定义冲床,就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的...
一、冲床的定义冲床,就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的...
前言冲压机就是我们平常所说的“冲床”,学名又叫压力机。广泛应用于钢铁,建材、造船、航空、电力,能源,机械等行业,是超大型冲压设备是核电锻件、水电锻件、船用锻件、冶金备件必不可少的装备。分类:分机械冲压...