河冶牌铣刀(现代刀具材料系列讲座(二)(组图))
Posted
篇首语:如果梦想有捷径的话,那么这条路的名字一定叫坚持。本文由小常识网(cha138.com)小编为大家整理,主要介绍了河冶牌铣刀(现代刀具材料系列讲座(二)(组图))相关的知识,希望对你有一定的参考价值。
河冶牌铣刀(现代刀具材料系列讲座(二)(组图))
粉末冶金高速钢
摘要:介绍了粉末冶金高速钢刀具的切削性能,并列出了这类刀具与熔炼高速钢刀具的对比切削数据。
关键词:粉末冶金;高速钢;刀具;切削性能。

1
前 言
普通高速钢和高性能高速钢都是用熔炼方法制造的,它们经过冶炼、铸锭和锻轧等工艺制成刀具,熔炼高速钢容易出现的严重问题是碳化物偏析。硬而脆的碳化物在高速钢中分布不均匀,且晶粒粗大(可达几十个微米),对高速钢刀具的耐磨性、韧性及切削性能产生不利影响。
粉末冶金高速钢的制造过程是:将高频感应炉熔炼出的钢液,用高压气体(氩气或氮气)喷射使之雾化,再急冷而得到细小均匀的结晶组织(粉末)。上述过程亦可用高压水水喷雾化形成粉末。再将所得的粉末在高温(约1100℃)、高压(约100MPa)下压制成刀坯,或先制成钢坯再经过锻造、轧制成刀具形状。
2 粉末冶金高速钢的优点
粉末冶金高速钢没有碳化物偏析的缺陷,不论刀具截面尺寸有多大,其碳化物分布均为1级,碳化物晶粒尺寸在2~3μm以下。因此,粉末冶金高速钢的抗弯强度与韧性得以提高,一般比熔炼高速钢高出20~50%。它适用于制造承受冲击载荷的刀具,如铣刀、插齿刀、刨刀以及小截面、薄刃刀具。在化学成分相同的情况下,与熔炼高速钢相比,粉末冶金高速钢的常温硬度能提高1~1.5HRC,高温硬度(550℃~600℃)提高尤为显著,故粉末冶金高速钢刀具的耐用度较高。由于碳化物细小均匀,粉末冶金高速钢的可磨削性能较好,含钒5%时其可磨削性能相当于含钒2%的熔炼高速钢,故粉冶高速钢中允许适当提高钒含量,且便于制造刃型复杂的刀具。粉冶高速钢的热处理变形亦较小。
3 粉末冶金高速钢的切削试验
作者用粉末冶金高速钢GF3制成车刀,在相同的切削条件下与普通高速钢W18Cr4V及熔炼高性能高速钢Co5Si,V3N进行切削对比。
切削用量:ν=40m/min,αp=3mm,f=0.15mm/r。
刀具几何参数:γ0=20°,κr=75°,κr′=l5°,γε=1mm。
刀具磨损曲线如图1所示。
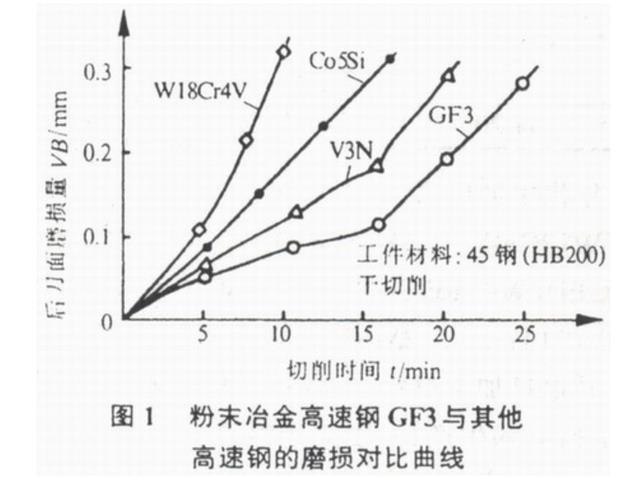
由图1可以看出,粉末冶金高速钢GF3的耐磨性不仅高出普通高速钢W18Cr4V甚多,且高于熔炼高性能高速钢Co5Si与V3N。
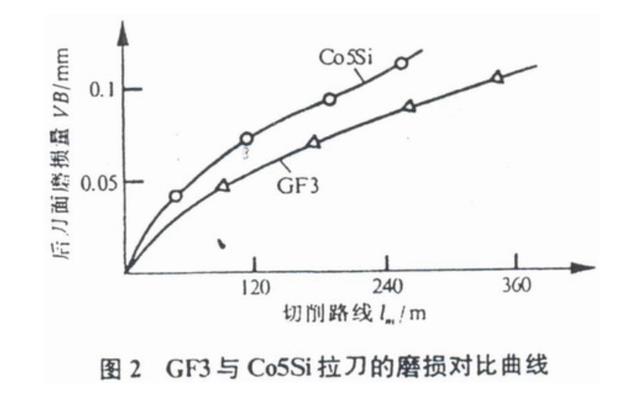
作者又用GF3制成拉制膛线的拉刀,在相同切削条件下,与Co5Si拉刀进行切削对比。工件材料为高强度钢38CrNi3MoVA,HRC36。
切削用量:ν=12m/min,αp=6.2mm,f=0.025mm/双行程。
刀具几何参数:γ0=18°,κr=90°。
加硫化切削油。
刀具磨损曲线如图2所示。
由图2可见,GF3拉刀的耐用度高于Co5Si。
4 国内外情况
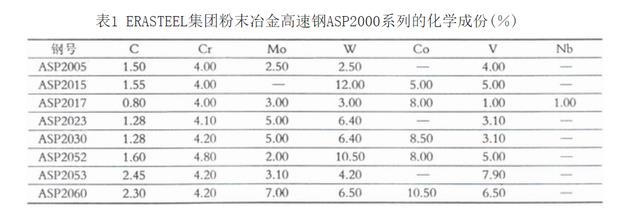
20世纪70年代初,国外已有粉末冶金高速钢刀具商品。20余年来发展较快,在高速钢刀具材料中已占有一定份额。以ERASTEEL,国际工业集团(瑞典与法国为主)为例,它的各种高速钢产品的总和在世界高速钢市场中占有30%的份额。它的高速钢产品中,熔炼高速钢有20个牌号,粉末冶金高速钢有8个牌号。后者称为ASP2000系列,其钢号与化学成分见表1。
我国自20世纪70年代中期以来,亦对粉末冶金高速钢进行了研制。如冶金工业部钢铁研究总院有粉末冶金高速钢FW12Cr4V5(牌号为FT15)和FWl0Mo5Cr4V2Co12(FR71),北京工具研究所有水雾化的W18Cr4V(GF1)、W6Mo5Cr4V2(GF2)、W10.5Mo5Cr4V3Co9(GF3)。上海材料研究所有粉末冶金高速钢W18Cr4V(PT1)和W12Mo3Cr4V3N(PVN),机械性能和切削性能俱佳,在加工高强度钢、高温合金,钛合金和其他难加工材料中,发挥了优越性。但是,近年来.我国因市场、效益等因素的困扰,粉末冶金高速钢的研制和生产,一度陷于停顿。随着经济形势的改变,相信粉末冶金高速钢在国内将大有发展前景。
相关参考
数控进口铣刀品牌排行榜(LMST硬质合金铣刀——欧洲品质,值得信赖)
...发销售数控刀具的科技公司,旗下品牌LMST和WID硬质合金铣刀为欧洲品质,在加工钢料、铜铝、石墨等材料提供优异的切削效果。 铭锋数控刀具一直致力于打造专业的数控刀具品牌,提供高端、耐磨的数控刀具。 LMST硬质...
木工平面铣刀(金属切削加工基础知识,铣刀的种类及用途,你了解铣刀吗?)
铣刀是在铣床上对工件进行切削加工时所使用的刀具。铣削时,铣刀做旋转运动(主运动)分离切屑,进给运动则根据需要由工件和刀具来完成。铣刀属于多齿刀具,铣刀的每一个刀齿相当于一把车刀,其切削部分的几何参数及...
数控钨钢铣刀磨刀机(你想知道的切削刀具基本知识全在这啦,转发收藏吧)
...刀具常按加工方式和具体用途,分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具
一、按直径分类①公制(mm)刀常用直径为:0.5、1、1.5、2、2.5、3、4、5、6、8、10、12、16、20、25、28、30、32、35、40、50、63②英制(INCh)刀常用直径为:1/8、1/4、1/2、3/16、5/16、3/8、5/8、3/4、1、1.5、2二、按刀具材料分类(1)高...
木材加工机床(6本木材切削原理与刀具系列教材推荐给大家学习)
...材切削的基本原理,、木工刀具材料及刀具磨损、铣削与铣刀、锯切与锯子、钻削与钻头、旋切与旋刀、磨削与磨具和木工刀具的修磨几个章节。现代信息技术的发展,为数字化教材建设奠定了基础。相对于传统教材主要是围绕...
涂层铣刀(CVD金刚石涂层铣刀片,高生产效率加工解决方案韩国匠精JJ铣刀)
石墨加工专用铣刀片采用CVD纯金刚石涂层体现卓越的耐磨性专业的螺旋角设计提高了切削力「GRAPHITE刀具材料」刀具材料是决定刀具切削性能的重要因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。刀具材料...
涂层铣刀(CVD金刚石涂层铣刀片,高生产效率加工解决方案韩国匠精JJ铣刀)
石墨加工专用铣刀片采用CVD纯金刚石涂层体现卓越的耐磨性专业的螺旋角设计提高了切削力「GRAPHITE刀具材料」刀具材料是决定刀具切削性能的重要因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。刀具材料...
UG爱好者关注微信号每天收听我们的消息UG爱好者为您推送精品阅读数控加工刀具的选择刀具的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、加工工序、工件材料的性能、切削用量以及其他相关因素正确...
一、选择铣刀的依据1.切割材料的性质木材切割对象为实木和木质复合材料。实木可分为软木、硬木和改性木;木质复合材料包括单板、胶合板、刨花板、定向刨花板、大刨花板、石膏刨花板、水泥刨花板、硬质纤维板、中密度...
数控刀具要求精度高、刚性好、装夹调整方便,切削性能强、耐用度高。合理选用既能提高加工效率又能提高产品质量。那么选择合适的刀具要先从刀具的类型上做细部了解。1.根据刀具结构可分为:1)整体式。2)镶嵌式采用焊接...