汽车模(汽车模:设计师对产品回弹很头疼,先掌握这五种方法再说)
Posted
篇首语:如果不想在世界上虚度一生,那就要学习一辈子。本文由小常识网(cha138.com)小编为大家整理,主要介绍了汽车模(汽车模:设计师对产品回弹很头疼,先掌握这五种方法再说)相关的知识,希望对你有一定的参考价值。
汽车模(汽车模:设计师对产品回弹很头疼,先掌握这五种方法再说)
现在,我们国家汽车模具行业发展迅速,但是模具设计师等方面的人才与技术却没有得到跟上。就看到都头痛的回弹来说,目前还没有哪个人敢说自己能完美解决回弹问题,但是这个问题一直存在,而且是我们需要好好讨论的话题。小编从事模具设计行业多年,也总结了一些经验,供大家冲参考。

1. 材质
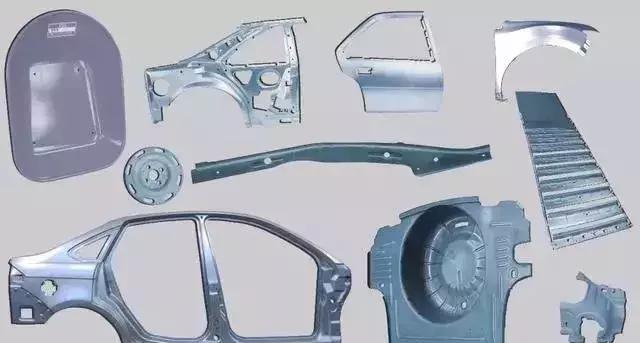
汽车结构复杂,零件种类繁多,汽车身上有很多不同强度的冲压件,从普通板材到高强板,不同板材有着不同的屈服强度,板材屈服强度越大,越容易出现回弹。
2. 料厚
成形的时候,料厚对成型有很大影响,随着料厚的变化,回弹现象也会相应的发生变化,主要是由于随着料厚的变化,塑性变形也变得困难,导致回弹也变小。

3. 产品形状
不同的产品回弹也有差异,外形复杂的产品基本上都会有一步整形,防止成形不到位出现回弹,还有一些特殊产品更容易出现回弹,如U型产品,因此,在分析成形中,必需想到回弹补偿事宜。
4. 产品压边力
压边力在成形中有着至关重要的作用,通过适当的调整压边力的大小,可以调整材料的活动方向,改善材料内部应力分布。压边力增大可以让产品拉延愈加充分,特别是零件侧壁与R角位置,如果成形充分,会使内外应力差添加,从而使回弹减小。
5. 拉延筋
拉延筋在当今工艺中运用较爲普遍,合理的设置拉延的位置,可以有效地改动材料活动方向及有效分配压料面上的进料阻力,从而提高材料成形性,在容易出现回弹的零件上设置拉延筋,会使零件成形更充分,应力分布更均匀,从而回弹减小。
相关参考
点焊时工件滑动是什么原因(这些注塑模具试模知识,你掌握了多少?)
模具检验验收一:目的为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估...
热流道接线盒(基于Moldflow的汽车方向盘内饰件注射模设计)
随着汽车行业的飞速发展,消费者对汽车内饰件的要求越来越高,不仅对装饰性的外观要求高,同时对内饰件的功能性、安全性及工程属性的要求也越来越高,专注汽车模具设计模流分析技术分享,这些知识都是本人10多年汽车...
热流道接线盒(基于Moldflow的汽车方向盘内饰件注射模设计)
随着汽车行业的飞速发展,消费者对汽车内饰件的要求越来越高,不仅对装饰性的外观要求高,同时对内饰件的功能性、安全性及工程属性的要求也越来越高,专注汽车模具设计模流分析技术分享,这些知识都是本人10多年汽车...
热流道拉丝解决方案(基于Moldflow的汽车方向盘内饰件注射模设计)
随着汽车行业的飞速发展,消费者对汽车内饰件的要求越来越高,不仅对装饰性的外观要求高,同时对内饰件的功能性、安全性及工程属性的要求也越来越高,专注汽车模具设计模流分析技术分享,这些知识都是本人10多年汽车...
热流道拉丝解决方案(基于Moldflow的汽车方向盘内饰件注射模设计)
随着汽车行业的飞速发展,消费者对汽车内饰件的要求越来越高,不仅对装饰性的外观要求高,同时对内饰件的功能性、安全性及工程属性的要求也越来越高,专注汽车模具设计模流分析技术分享,这些知识都是本人10多年汽车...
深孔钻怎样加工s136H的材料(基于Moldflow的汽车方向盘内饰件注射模设计)
随着汽车行业的飞速发展,消费者对汽车内饰件的要求越来越高,不仅对装饰性的外观要求高,同时对内饰件的功能性、安全性及工程属性的要求也越来越高,专注汽车模具设计模流分析技术分享,这些知识都是本人10多年汽车...
深孔钻怎样加工s136H的材料(基于Moldflow的汽车方向盘内饰件注射模设计)
随着汽车行业的飞速发展,消费者对汽车内饰件的要求越来越高,不仅对装饰性的外观要求高,同时对内饰件的功能性、安全性及工程属性的要求也越来越高,专注汽车模具设计模流分析技术分享,这些知识都是本人10多年汽车...
1尾灯灯壳结构分析图1所示为某车型尾灯灯壳结构,材料为聚碳酸酯(PC)/丙烯腈-丁二烯-苯乙烯塑料(ABS),收缩率为0.5%,外形尺寸为337mm×123mm×156mm,平均壁厚为2.2mm,不能存在气泡、熔接痕等外观缺陷。图1尾灯灯壳由于塑件...
1尾灯灯壳结构分析图1所示为某车型尾灯灯壳结构,材料为聚碳酸酯(PC)/丙烯腈-丁二烯-苯乙烯塑料(ABS),收缩率为0.5%,外形尺寸为337mm×123mm×156mm,平均壁厚为2.2mm,不能存在气泡、熔接痕等外观缺陷。图1尾灯灯壳由于塑件...