水环切机头不出料是什么情况(橡塑造粒的7种常见切粒问题及解决方案)
Posted
篇首语:知识以生命为前提,以经验为条件。本文由小常识网(cha138.com)小编为大家整理,主要介绍了水环切机头不出料是什么情况(橡塑造粒的7种常见切粒问题及解决方案)相关的知识,希望对你有一定的参考价值。
水环切机头不出料是什么情况(橡塑造粒的7种常见切粒问题及解决方案)
文|美特高分子 Reagan 编辑整理
通常橡塑造粒切粒方式有水冷拉条切粒、水环切粒、水下切粒、风冷磨面热切、偏心水雾切拉;对于热塑性弹性体行业拉条切粒、水环切粒、水下切粒比较常见,从使用角度来看:
水下切,基本什么料都能切,只是投入成本高,切换料麻烦;
水环切,投入成本中等,特别黏的料不能切,比如PP含量高的热塑性弹性体;
拉条切,投入成本最低,切换料最方便,但特别软的料比较难切。

拉条切粒的粒子形状外观
水下切粒的粒子形状外观(RENPRENE TPV )

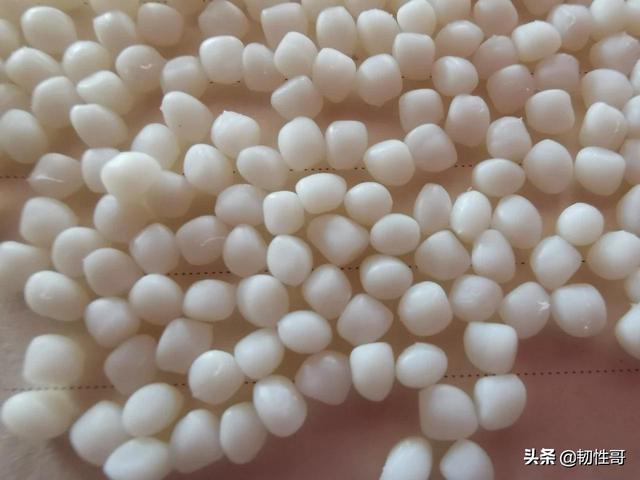
水环切粒的TPV外观形状
以下所谈问题,主要涉及拉条和水下切粒:
1、连粒问题
连粒是指一系列粒子彼此相连的情形,即在某些情况下,粒子之间通过薄膜端面对端面或者以切向的方式连接在一起。在造粒过程中,有以下问题都可以单独或共同引起切粒连料:
1)加工时冷却水太热,在此情况下,降低水温使粒子表面快速足够淬冷。
2)水流速度过低,它会导致粒子离开在切粒室速度减慢,使粒子连料。
3)模头孔眼距离过近,加工中出口膨胀会造成粒子触碰,采用大间距、孔数少的模头。
以上问题主要是针对水下切粒说的,如果是拉条切粒,连粒问题造成的原因,主要动刀与定刀距离过大,或者材料没有冷却、或者材料超级柔软,拉条切粒机无法满足要求。
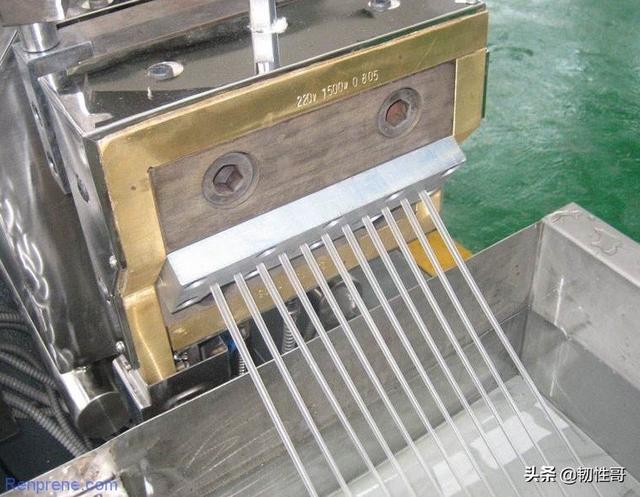
拉条切粒机头
2、拖尾问题
拖尾是粒子边缘有些突出,切割边缘像曲棍球杆的形状,看起来像一个位于切口底部的污染物或者撕扯物。
其产生的原因主要是切割装置在切粒处没能进行干脆利落的切割。一般情况下,从拉条切粒机出来的切割粒子应该是一个直角圆柱体,从水下切粒机出来的切粒应该是一个近乎完美的球形。
通常,不容易出现材料粉末的材料也会因拖尾而产生材料粉末。
对于拉条切粒,其解决方法是更换滚刀与底刀以提供崭新且锋利的切刃;或按要求重新确定设备间距。
对于水下切粒线,需要检查模板与刀刃,以确保没有刻痕,因为刻痕和沟槽常常引起拖尾。
拖尾问题,一般来讲,主要是发生在水下切粒,主要原因是切刀平面与模板平面不一致造成的,解决方案:加热模板需要平整,切刀调整到一个平面。
3、料末问题
对于大多数结晶性材料,如GP-PS,料末是一种常见且特有的危害。粉末会改变材料的体积密度,容易在挤出机机筒中降解或烧焦。
树脂生产商的主要目标是生产均一的粒形,即具有既定的长度和直径,没有来自料末或外来物质的污染。针对此问题,可通过调节设备并控制一些重要的工艺参数,达到减轻料末的目的。当料子进入切刀时,拉条生产线的温度应尽可能接近材料的维卡软化点,以确保料条尽可能受到热切,从而避免破裂。
针对特定聚合物,选择带有适当切粒角度的滚刀,在减少料末方面发挥着重要作用。对于未填充聚合物,使滚刀和底刀刀口保持锋利,以避免弄碎聚合物。对于切粒的后续设备,无论加压还是真空设备,都要避免裹入空气。
对于水下切粒线,要确保在加工过程中保持足够的顶住模面的刀压,并适当调节切粒后的停留时间,确保粒子进入干燥机时是热的。
另外对于水下切粒,所有的出料孔需要出料一致,如果有的孔出料速度非常慢,则会造成非常多的细粒子,从而造成一定的粉末产生。
4、底刀破裂问题
切粒设备的底刀是一种坚硬的碳化钢片。通常,底刀的刀刃转动后会出现底刀破裂的现象,在此过程中需要严格按照工艺参数进行调节和操作。有螺纹的因瓦合金芯棒是通过银焊固定到位的,它有一个剪切限制,容易在安装时被过大的转矩破坏。另外,在旋转或安装中,破裂的底刀易发生移位,并会在切粒机中飞散,破坏滚刀的刀刃,提高维修费用。

拉条切粒使用的龙门切粒机
5、收缩空隙问题
收缩空隙和空心粒料表明料条的回火不恰当。收缩空隙轻微时可能只是粒子端面上的一个小坑,而严重时可能会产生空心粒子。料条的芯部温度接近熔融状态,且料条被切粒后马上收缩。而对于正确回火的料条,其界面的温度梯度会保持恒定,且其被切割时对冷却介质(空气或水)没有响应。
收缩空隙出现的具体原因是,当加工水对特定的聚合物太冷时,料条的外表层冷冻住,产生了一个硬壳,而把热量留在了线料芯部;另外,料条在空气或水中没有足够的浸泡时间,导致线料芯部的热量不能转移到线料表面,从而无法进行良好的截面冷却。
水下切粒生产的粒子,由于熔体中存在被困的挥发物,也会出现收缩空隙,一种有效的预防措施是检查挤出机上的抽真空是否有效。
拉条切粒,切硬条,并且收缩比较大的聚合物,比如聚丙烯,造成收缩孔是很正常的,一般只要孔不贯通,成型加工是没有问题的。
6、料条漂移问题
料条漂移是料条在喂入平台上存在向一边集束的倾向状态,它会引起料粒质量变差、存在细长条和加工紊乱等问题。如果切粒机切割平面没有平行于挤出机挤条模板,那么料条将会出现向左边或右边拥挤的趋势,最终导致料条漂移。
另外,造成料条漂移的其他原因还包括下喂入辊与刮刀的间隙不恒定、下喂入辊的直径不一致等。
7、料条控制问题
细长条是切粒机生产出的一类非正常的产品,主要是其长度比常规粒子尺寸长,多出尺寸通常在几英寸范围内变动。细长条的出现表明料条喂入滚刀时的料条姿态控制不好,具体而言是由于料条在喂入滚刀时并非处于垂直角度,因此在切割时,料条末端将出现一个倾斜角度。
喂入辊(咬入点)和滚刀(切割点)之间的距离称为压进距离,在这个跨度上没有任何东西用以控制线料。如果喂入辊安装不正,或者工况差,那么橡塑料条将不会以垂直于切割面的角度喂入到切割装置中,如此一来,线料开始彼此交叉,引起切割质量的进一步恶化,最终产生严重问题。交叉料条将迫使两个喂入辊彼此分开,使料条失去张力,进而导致料条暂时垂落,使料条偏向喂入辊的两边。出现上述问题的预警信号是,上喂入辊处于糟糕的工况,存在沟槽、裂纹或者变色(老化或热导致的硬化)等现象。
其他料条控制方面的常见问题还包括:
下喂入辊磨损,这将引起牵引力的损失;不正确的线料淬火工艺,这将会导致料条象蛇一样剧烈弯曲;还有磨损的料条模板,它将产生各种直径不同的线料。不仅如此,制造商们还要警惕极端磨损的滚刀和顶住料条的底刀,因为底刀负责把线料推到切割点,防止切刀在超高转速下运转,因为这种超高转速会引起料条摇摆。
在水下切粒系统中,细长条产生的主要原因是由于喂入速度与切刀速度不匹配,在此情况下,需要增加切刀速度来匹配喂入速度,或者减小喂入速度来匹配切刀速度。另外,在加工过程中还要确保切割刀头上有足够的刀片,以保证粒子具有正确的几何形状,并检查是否有模孔发生物料流的慢或阻塞。
在水下切粒中,如果是流动性超好的材料,如果模头的流道不是很长,很容易因为机头挤出压力不稳定,导致出料变细变快,这样就导致了水下切粒的形状变成了细长条,这个时候与上面讲的问题就不搭界了!需要解决模面温度,循环水温度,尽可能保持机头压力稳定,以及模面温度不过冷。
声明:凡注明“来源:XXX”的文/图等稿件,是本头条号出于传递更多信息及方便产业探讨之目的,并不意味着赞同其观点或证实其内容的真实性,文章内容仅供参考。如有侵权,请联系我们删除。凡文首注明作者的文/图等稿件,系本头条号原创,如需转载,请获得本头条号授权。
相关参考
水环切粒机优点与缺点(热烈庆祝武汉火车头新型全自动水环造粒机组新品上市)
我国塑料造粒机传统的增长方式已经难以为继,转型升级是科学发展实现增长方式转变的必然选择。因此,只有树立自主创新的科学发展观,增强塑料造粒机科学发展观的紧迫感和自觉性,着力破解制约塑料造粒机科学发展的矛...
...偏多;★螺杆局部过热或剪切太强,造成物料炭化加重;★机头压力太大,回流料太多,物料炭化加重;★机台使用年限偏长,螺杆与机筒间隙增加,机筒壁粘附炭化物增多;★自然排气口和真空排气口长时间不清理,堆积的炭化物...
深圳市星火机械刀具有限公司,是一家集生产、制造、研发为一体的生产型企业,主要生产:塑胶切粒机、工业刀具。公司成立于2002年,有完善的生产工艺与研发能力,可以满足客户的不同需求。星火切粒机外观精美、坚固耐...
...炭化加重,炭化物被带到料条中,造成黑点偏多;(3)机头压力太大(包括堵塞、滤网太多、机头温度太低等),回流料太多,物料炭化加重,炭化物被带到料条中,造成黑点偏多;(4)机台使用年限偏长,螺杆与机筒间隙增...
...轮泵及筛网,进入模板切粒。切粒机采用水下切粒方式,造粒模板将熔融的聚乙烯通过模板挤出,切粒机上旋转的切刀贴合在模板表面,将其切成颗粒,并在水中冷却,被循环水带至干燥器,经干燥,再送至包装。1、挤压机加...
...轮泵及筛网,进入模板切粒。切粒机采用水下切粒方式,造粒模板将熔融的聚乙烯通过模板挤出,切粒机上旋转的切刀贴合在模板表面,将其切成颗粒,并在水中冷却,被循环水带至干燥器,经干燥,再送至包装。1、挤压机加...
泡沫粉碎造粒(#塑料造粒机 艾斯瑞特薄膜造粒机 橡塑展 #泡沫造粒机)
视频加载中...
泡沫粉碎造粒(#塑料造粒机 艾斯瑞特薄膜造粒机 橡塑展 #泡沫造粒机)
视频加载中...
旋转机头吹膜机(红旗机械携“突破创新,品牌战略 ”理念产品亮相亚洲国际橡塑展)
“CHINAPLAS2018国际橡塑展”(第三十二届中国国际塑料橡胶工业展览会)即将于2018年4月24-27日在中国上海.虹桥.国家会展中心盛大举行,届时,瑞安市红旗塑料包装机械有限公司将携多款产品亮相展会,并于1J73展位展出。The32ndAsia’...
水环切粒机模面积料怎么解决(2023年江苏连云港市重点项目(1-1工业288个;4206亿元))
2023年连云港市安排了532个年度重点项目,年度计划投资达到1661亿元。序号.建设单位及项目名称;建设性质;建设规模;建设起止年限;总投资计划;计划投资2023年;2023年建设进度目标任务;责任单位合计.532个;58615058;1661201...