水流机包胶(通过模具结构改善塑胶件流水痕蛇形的方法)
Posted
篇首语:知之者不如好之者,好之者不如乐之者。本文由小常识网(cha138.com)小编为大家整理,主要介绍了水流机包胶(通过模具结构改善塑胶件流水痕蛇形的方法)相关的知识,希望对你有一定的参考价值。
水流机包胶(通过模具结构改善塑胶件流水痕蛇形的方法)
本文主要是通过实例讲解,改善塑胶件表面入水位(进胶口点位),常见的表面流水痕和蛇行纹气纹缺陷。
1、产品缺陷
表面有蛇形纹、流水痕如图示


图片中用笔画出来的蛇行纹、气纹。成品部件,外观要求高,所以必须改善。
对于有表面纹路的看起来好像是烧焦,有个明显的印子在产品表面。红箭头指向有黑印和水痕的区域。
这种问题如果通过注塑工艺调机改善,比较困难。可以通过直接模具结构修正,对模具结构做一些小小改动,带来的是简单高效生产的效果。
2、成因和改善方法
①射胶速度太快。
熔胶在进入型腔的时刻产生严重的涡流,造成涡流气纹。调机时可以降低速度。
②入水口太细或太薄。
入水口太细小或太薄,必然导致熔胶进入型腔的射胶速度過快,从而产生射纹和气纹,同时这也是产生蛇形纹的原因。入水口是否太细或太薄了,比如小于0.5毫米或更小。
③模具型腔表面越光,也即注塑件表面越光亮,越容易产生气纹。
注塑件太光亮,会使得轻微的气纹都会被显现出來。
④熔胶或模具温度太低,注塑件会产生因冻胶造成的射纹,伴有啞色气纹。
成因分析有多种因素影响,我们重点说模具结构上的改良。
第一种是直接进胶,第二种是改为搭带式进胶。改成第二种方式后可以有效帮助调机人员,更好调校。在同等条件下基本上能解决这个缺陷点。

图一是修正前的进胶方式
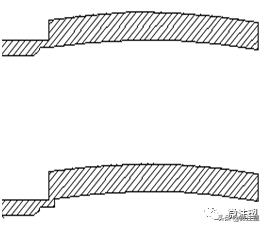
图二是两种进胶的剖视对比图
3、对比改善效果
图片用黑笔画出就是实物改善效果。


注意图片有红箭头的进胶口位置,改善后的效果对比。
这些都是在生产实践中积累的经验,但是注塑产品是千变万化的产品结构,缺陷成因也是受各种因素影响的。所以,具体实践中,还要结合产品的具体问题来分析处理。
4、在实际生产中,由于产品结构设计需要,不能使用搭带式进胶方式(水口去除不干净会影响装配),必须使用直接进胶方式。
比如平面产品和透明件产品,出现同样的气纹冲痕怎么解决。
遇到这种情况,可以通过在产品进胶位置,对面加一个排气穴位来解决。
参见下图案例说明:


通过流水分析可以看到,包胶的走动方向,在完全成型后如果没有排气位,会产生气纹夹水线。增加一个排气位,一方面可以在产品脱模不平衡时,在排气位增加顶出,帮助顶出平衡。另外一个作用就是提供排气和让塑胶料成型走出产品区域外。改善融合线调机困难的问题。
5、注塑生产效率的高低差别就在于,如何用最优化的方案来提高产能提高成品率。实现傻瓜式的生产模式,减少对调机和机器性能的要求,用普通机器也能做到精密机器才能完成的产品。
而注塑生产工程师PE的职责就是,如何通过对产品结构、模具结构、注塑工艺的改良,来帮助注塑生产的工艺简洁化高效化。
本文作者:微注塑特约作者 老涂
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!
相关参考
...为是SEBS(苯乙烯嵌段共聚物)合成改性而成。TPE二次注塑包胶,一般是指先注塑硬质塑料PP,PS,ABS,PC,PA等,再通过注塑工艺在硬质塑料材质表面包覆一层比较薄的TPE软胶。以增加制品的舒适触感,防滑性能及缓冲击性能。TPE二次注...
注塑高光产品调机注意(高光无痕塑胶模具设计:最详细的制造规范,不收藏下吗(上))
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一、高光无痕注塑的原理:1、模具成型对温度要求较高(一般为80°~130°左右),在注塑转...
注塑高光产品调机注意(高光无痕塑胶模具设计:最详细的制造规范,不收藏下吗(上))
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一、高光无痕注塑的原理:1、模具成型对温度要求较高(一般为80°~130°左右),在注塑转...
在硅胶包胶的出产之中,任何一种产品的工艺,它的复杂性和精确性都有必定的需求,比方,咱们常见的把手底子都是内部是金属外部是硅胶,这种现象咱们可以称为部分包胶和全体包胶。部分包胶的产品常见的就像螺丝刀这种...
在硅胶包胶的出产之中,任何一种产品的工艺,它的复杂性和精确性都有必定的需求,比方,咱们常见的把手底子都是内部是金属外部是硅胶,这种现象咱们可以称为部分包胶和全体包胶。部分包胶的产品常见的就像螺丝刀这种...
盖翻边模设计分析及计算零件名称:盖,结构见图1-16。材料:08钢,料厚1.5mm。生产批量:小批量。(1)零件工艺性分析并确定工艺方案从该零件结构简图,很容易看出,匁10处为浅锥形拉深件,经工艺计算可以一次拉图盖结构简...
折弯模具是钣金加工成形的主要工艺装备,随着工程机械、汽车、船舶、航空航天、电器仪表和建筑装潢等行业的发展,国内外钣金加工企业对钣金制品的成形精度、形状复杂度要求越来越高,同时对钣金件的表面质量要求越来...
...塑成型机的PIN针的大小来管控。超声螺母超声埋置是一种通过超声振动,使螺母与工件表面及内在分子间的磨擦而使传处到接口的温度升高,当温度达到此工件自身的软化温度时,将螺母埋植于胶件中
...塑成型机的PIN针的大小来管控。超声螺母超声埋置是一种通过超声振动,使螺母与工件表面及内在分子间的磨擦而使传处到接口的温度升高,当温度达到此工件自身的软化温度时,将螺母埋植于胶件中
注塑熔合线十大解决方法(塑胶模具设计,常见金属嵌入件组装设计方式,不学招么)
...的。到底什么是埋塑嵌件呢。埋塑就是指将嵌件预先放入模具中,利用塑胶熔体将其浸埋,当塑胶熔体冷却后,将嵌件固化,锁定在适当的位置。常见的嵌件种类:我们常见的有如:螺纹紧固件,加强