氮化硼刀具(「应用方案」修复轧辊堆焊立方氮化硼刀片CBN刀具)
Posted
篇首语:愿你一生努力,一生被爱。想要的都拥有,得不到的都释怀。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氮化硼刀具(「应用方案」修复轧辊堆焊立方氮化硼刀片CBN刀具)相关的知识,希望对你有一定的参考价值。
氮化硼刀具(「应用方案」修复轧辊堆焊立方氮化硼刀片CBN刀具)

修复轧辊堆焊立方氮化硼刀片博特CBN刀具应用方案
轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。
常用的修复方法有:辊身表面和辊颈的堆焊;轧辊表面缺陷的车削和磨削;辊身和辊颈的镶套(红装或粘接法);断裂辊颈的熔接或铝热焊接;机械修补法。
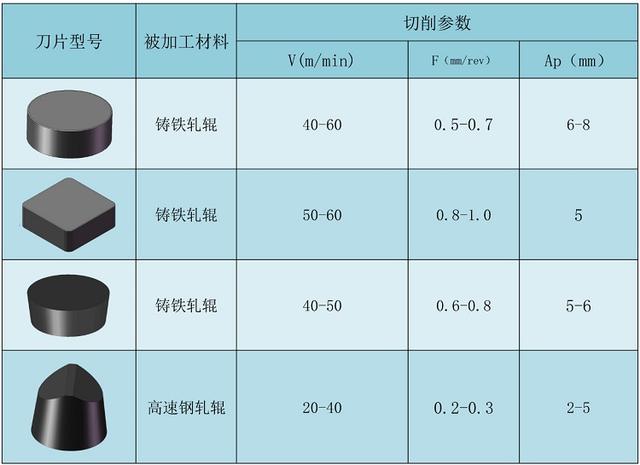
国内许多大型轧辊企业已经使用超硬刀具对各类型轧辊进行粗车和精车,均取得了良好的效益,效率提高了2-6倍,节约加工工时和电力消耗50%-80%。轧辊的粗精切削一般采用的刀片形状为圆柱型、方型、圆锥形刀片,即RNMN、SNMN、RCMV系列。立方氮化硼的硬度很高,这种特性作为刀具来讲决定着它有较高的耐磨性和红硬性;立方氮化硼在1200度高温时其表面也不易发生氧化现象而此时的硬度降低有限,此特性就决定着使用PCBN刀具时应选择较高的切削速度,大大地优越于陶瓷刀片和合金刀片,这也是它能够取代陶瓷刀具和传统刀具的原因之一。
郑州博特硬质材料有限公司经过近二十年的发展,我们不断的在研发新产品,近年来针对轧辊行业新开发了BTS2800A材质,通过对微粉粒度、结合剂、CBN含量进行优化改进,抗冲击性和耐磨性都有很大提升,已经赶超了国内外先进国家的同类产品水平。

修复轧辊堆焊立方氮化硼刀片博特CBN刀具应用方案
修复轧辊堆焊立方氮化硼刀片博特CBN刀具应用方案

修复轧辊堆焊立方氮化硼刀片博特CBN刀具应用方案
欢迎关注郑州博特超硬刀具,我们的刀具不仅用于车削、铣削,还在孔加工应用上有独到的优势,无论您遇到任何加工难题,博特刀具技术人员都会以丰富的经验和高质量的产品帮您解决困难。
相关参考
...,磨削的效率低,加工生产成本也高。而随着近年来立方氮化硼刀具(CBN刀具)的出现与应用,以车代磨加工技术也得到了广泛的使用。用立方氮化硼刀片以车代磨是完成高硬材料加工的有效方法。本文博特刀具就以淬硬钢加工
...大量采用硬质合金材料或高性能材料(如陶瓷刀片、立方氮化硼刀片、金刚石复合刀片和涂层刀片等,高速钢刀具采用较多的则是高钴、高钒、含铝的高性能高速钢和粉末冶金高速钢)。
...大量采用硬质合金材料或高性能材料(如陶瓷刀片、立方氮化硼刀片、金刚石复合刀片和涂层刀片等,高速钢刀具采用较多的则是高钴、高钒、含铝的高性能高速钢和粉末冶金高速钢)。
...金工具钢、高速钢)、硬质合金钢、金刚石、陶瓷、立方氮化硼以及涂层材料,下面我来分别介绍下各种材料。◆一、工具钢1)碳素工具钢,含碳量0.65%-1.35%的优质高碳钢,常用牌号有T8A、T10A和T12A,用的最多的是T12A。其中T8A用...
...大量采用硬质合金材料或高性能材料(如陶瓷刀片、立方氮化硼刀片、金刚石复合刀片和涂层刀片等,高速钢刀具采用较多的则是高钴、高钒、含铝的高性能高速钢和粉末冶金高速钢)。
数控机床的应用及发展趋势(中国数控刀具行业现状深度调研与发展战略预测报告)
...工刀具;根据材料不同,可分为金属陶瓷硬质合金、立方氮化硼和聚晶金刚石刀具。刀具是机械加工中不可或缺的一环。
...热处理后的齿轮硬度一般在HRC58-63之间,所以常选择立方氮化硼刀具加工,立方氮化硼刀具硬度高,耐磨性好,适合加工高硬度齿轮。 热处理后的齿轮工况的不同,立方氮化硼刀具的性能也有所变化,华敏超硬作为专业硬材...
...合金(YG、YT、YW、YN),陶瓷,超硬材料(金刚石,立方氮化硼)中选择1.45钢锻件粗车2.HT200铸件精车3.低速精车合金钢蜗杆4.高速精车调质钢长轴5.高速精密镗削铝合金缸套6.中速车削淬硬钢轴7.加工65HRC冷硬铸铁8.高锰钢(加工硬...
数控车床刀具类型和型号(数控车床加工时,要学会认识各种类型铣刀,以下有详细介绍及应用)
...具、硬质合金刀具、金刚石刀具、其它材料刀具(如立方氮化硼刀具,陶瓷刀具),而目前数控机床用的最多最普遍的是高速钢刀具和硬质合金刀具。按切削工艺分钻孔刀具:钻头、中心钻、扩孔钻、深孔钻等。铰孔刀具:直柄
...用材料分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金刚石刀具等;按结构分为整体刀具、镶片刀具、机夹刀具和复合刀具等;按是否标准化分为标准刀具和非标准刀具等。(二)常用刀具简介01、车刀...