氮化白亮层形成原理(钢铁零件氮化处理后的硬度及厚度检测)
Posted
篇首语:常识是人类的守护神。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氮化白亮层形成原理(钢铁零件氮化处理后的硬度及厚度检测)相关的知识,希望对你有一定的参考价值。
氮化白亮层形成原理(钢铁零件氮化处理后的硬度及厚度检测)
随着工业的发展,氮化处理被更多的应用到各行各业,对氮化处理的检测要求也日益提高。下面青岛丰东热处理为您简单阐述钢铁零件氮化处理后的硬度及厚度检测。
氮化(气体氮化、离子氮化、碳氮共渗、辉光离子氮化)零件的主要技术要求是有效渗氮层深度,表面硬度和局部硬度。某些零件还有渗氮层脆性等级评定要求,完成以上要求,都需显微维氏硬度检测进行测定。
渗氮层从金相组织划分,包括从最外层化合物层(白亮层)到扩散层与基体组织明显分界处为止的深度。显微维氏硬度检测,依据从工件表面测至与基体有明显界定硬度值处的垂直距离。渗氮层深度以字母DN表示。
渗氮层深度硬度检测方法:
1、试样的准备
a、试样应从渗氮零件上切取,如工件不能破坏,也可用与零件相同材料和相同处理工艺的小试样切取后检测。
b、试样切取时要注意,应垂直渗氮层表面取样(详见金相试样取样方法),取样后进行必要的磨拋处理,在磨抛过程中应注意冷却,不能使工件过热,边缘不要出现倒角等。
c、检查渗氮层脆性的试样,表面粗糙度要求>Ra0.25-0.63um但不允许把表面化合物层磨掉。
2、检测
a、根据国标规定,一般选用显微硬度计,检测力通常选用0.3—1KG,从试样表面测至比基体维氏硬度值高50HV处的垂直距离为渗氮层厚度。(通常采用梯式硬度测法,即从试样表面开始,每间隔一定距离打一点)
b、基体硬度的取点与测定,一般在3倍左右渗氮层深度的距离处测得的硬度值(至少取3点,平均值)做为基体硬度值。
c、对于渗氮层硬度变化很平缓的钢种,(如碳钢、低碳合金钢制件),其渗氮层深度可以从试样表面沿垂直方向测至比基体维氏硬度高30HV处。
d、当渗氮层深度有的特别浅,有的则较深时,检测力可以在0.2KG范围内选择(并注明,如HV0.2)
e、结果的表示,渗氮层深度用字母DN表示,深度以毫米计,取小数点后两位。(如:0.35DN300HV0.3,表示渗氮层厚度为0.35mm,界限硬度值为300HV,检测力为0.3KG)。
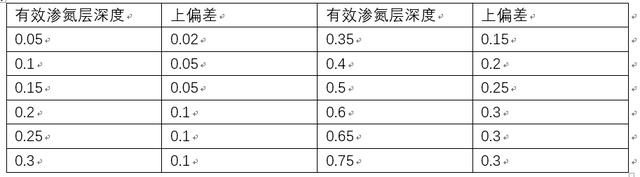
f、一般零件推荐的最小有效渗氮层深度(DN)及上偏差表单位/mm
3、总渗氮层深度
总渗氮层深度是指氮渗入的总深度,一般是指从表面测量到与基体硬度或组织有明显差别处的垂直距离,单位为mm,包括化合物层和全部扩散层。当零件以化合物层厚度替代DN要求时,应特别说明。厚度要求随零件服役条件不同而变。
4、化合物层厚度
化合物层主要是Fe3N及少量Fe4N和Fe3C相所组成,化合物层硬度较高,提高了零件耐磨性和抗蚀性能。
一般零件推荐的化合物层厚度及公差表(单位/mm)

5、渗氮层脆性检验
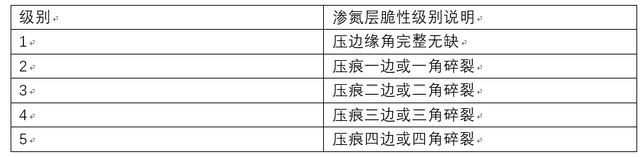
a、渗氮层脆性级别按维氏硬度压痕边缘碎裂程度分为5级
b、渗氮层脆性检验一般采用维氏硬度计,试验力10公斤,试验力的加载必须缓慢(在5-9S内完成),试验力加载完成后必须停留5-10S,然后卸载试验力,特殊情况也可采用5KG或者30KG试验力。
c、维氏硬度压痕在显微放大100倍下进行检查,每件至少测3点,其中两点以上处于相同级别时,才能定级。否则需重新检验。.
d、渗氮层脆性应在零件工作部位或随炉试样的表面上检测,一般零件为1-3级为合格,重要零件1-2级为合格,对于渗氮后留有磨痕的零件,也可在磨去加工余量后的表面上进行测定
e、经气体渗氮后的零件,必须进行检验。
相关参考
氮化就是将钢铁零件置于活性氮介质中,在一定温度和保温时间下,使其表面渗入氮元素的工艺过程。渗氮表面具有高硬度、高耐磨性及高的残余压应力,并且零件变形小,同时具有良好的抗蚀能力。适合于要求变形小、尺寸稳...
目前,气体氮化已在模具生产中得到广泛应用。它可显著提高模具的表面硬度、耐磨性、抗咬合性、抗腐蚀性能和疲劳性能。一般热作模具钢(凡回火温度在550〜650℃的合金工具钢)都可在淬火、回火后在低于回火温度的温度区...
氮化又称渗氮,它是将氮原子渗入钢件表层的化学热处理过程。氮化处理是利用氨在一定温度(500~600℃)下所分解的活性氮原子向钢的表面层扩散,而形成铁氮合金,从而改变钢件表面的力学性能和物理、化学性质。氨气在400℃...
※氮化表面硬度或深度不够 (1)可能是钢料化学成分不适合作氮化处理 (2)可能是氮化处理前的组织不适合 (3)可能是氮化温度过高或太低 (4)炉中之温度或流气不均匀 (5)氨气的流量不足 (6)渗氮的时间不够长 ※氮化工件弯曲很厉害 ...
※氮化表面硬度或深度不够 (1)可能是钢料化学成分不适合作氮化处理 (2)可能是氮化处理前的组织不适合 (3)可能是氮化温度过高或太低 (4)炉中之温度或流气不均匀 (5)氨气的流量不足 (6)渗氮的时间不够长 ※氮化工件弯曲很厉害 ...
...热处理后的齿轮硬度一般在HRC58-63之间,所以常选择立方氮化硼刀具加工,立方氮化硼刀具硬度高,耐磨性好,适合加工高硬度齿轮。 热处理后的齿轮工况的不同,立方氮化硼刀具的性能也有所变化,华敏超硬作为专业硬材...
氮化硬度一般是多少(216 齿圈一般用什么材料?热处理工艺?精度等级?)
...510℃。经过调质处理后,内齿圈相应的力学性能270-300HB,氮化表面硬度≥400HV1,氮化层深度(DN
...所造成的,内六角螺丝钉的最外层为黑色氧化层,内层为氮化层。膜层的硬度与耐磨性是由氮化层来决定的。由于氮化层具有一定的疏松和空洞,加上氮化后引起基体贫铬,从而降低其耐蚀性。氮化后再进行氧化处理,由于氧化...
...所造成的,内六角螺丝钉的最外层为黑色氧化层,内层为氮化层。膜层的硬度与耐磨性是由氮化层来决定的。由于氮化层具有一定的疏松和空洞,加上氮化后引起基体贫铬,从而降低其耐蚀性。氮化后再进行氧化处理,由于氧化...
今天聊模具热处理。模具常见的热处理有,调质,淬火,氮化,激光淬火。氮化分为氮白和氮黑。氮白就是零件氮化后自然冷却,颜色还是银色的,加工共需要两天时间。氮黑就是零件氮化后放水里冷却,颜色变成黑色,下午拿...