氮化件的变形远比渗碳件的小(可能是史上最全的紧固件热处理知识了吧)
Posted
篇首语:业精于勤,荒于嬉;行成于思,毁于随。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氮化件的变形远比渗碳件的小(可能是史上最全的紧固件热处理知识了吧)相关的知识,希望对你有一定的参考价值。
氮化件的变形远比渗碳件的小(可能是史上最全的紧固件热处理知识了吧)
一、热处理术语与铁碳相图浅析

1、热处理意义、定义
热处理意义:
改善钢的性能有两种方式:
--调整钢的化学成份,添加合金元素,研制新材料。
--对钢进行热处理。(热处理后的原材料或者工件加工性能和机械性能都得到了很大的提高)
热处理定义:

--采用适当的方式对金属材料或工件进行加热、保温和冷却以获得预期的组织结构与性能的工艺。
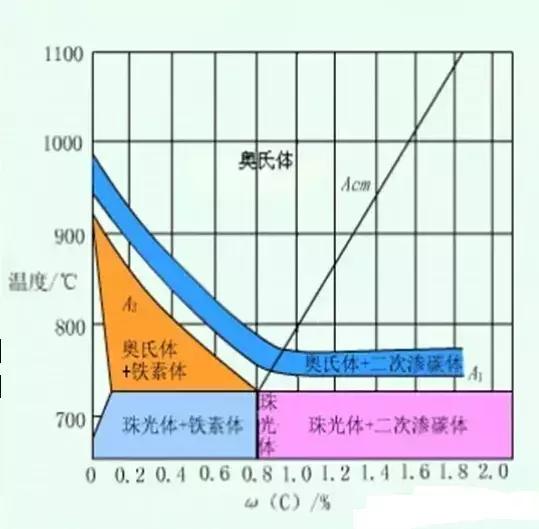
2、铁碳合金相图
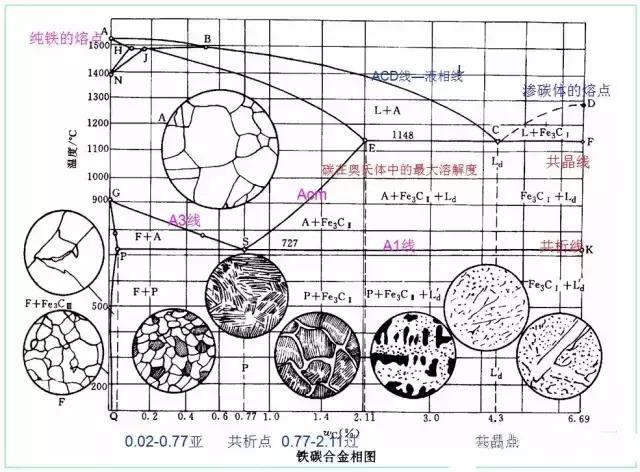
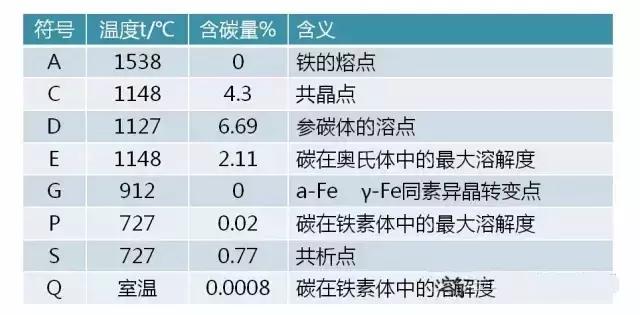
相图中主要特性点的含义
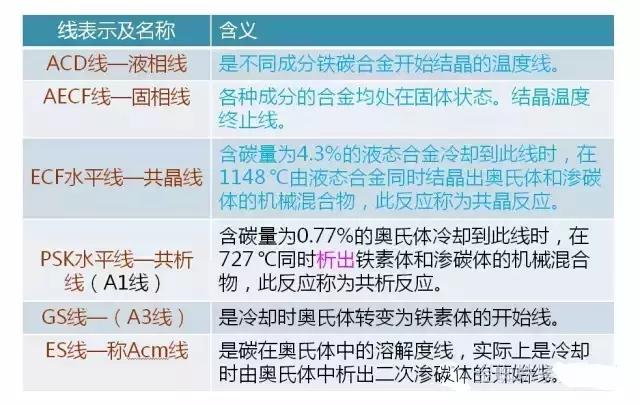
相图中主要线的含义
二、热处理工艺简介
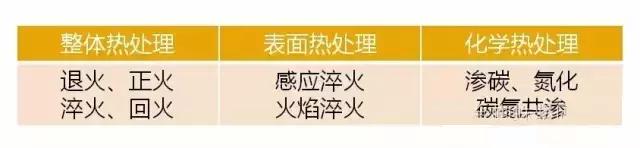
1、热处理工艺的分类
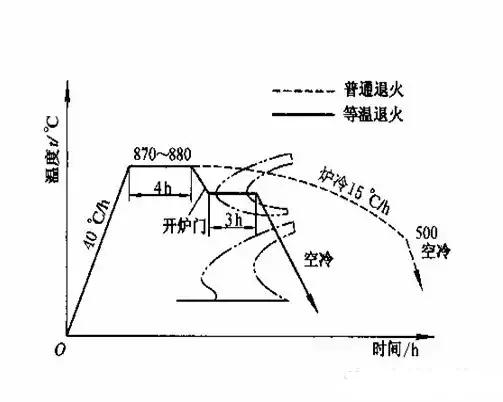
2、退火工艺及应用
在机械制造中,退火与正火通常用作为预备热处理。赋予毛坯良好的加工工艺性能,为后续工序作好组织和性能上的准备。
退火定义:
退火是将钢加热到一定温度,保温后炉冷,使之获得接近平衡状态的组织的热处理工艺。
退火目的:
(1)降低硬度,改善切削加工件。
(2)消除残余应力。
(3)细化晶粒,消除组织缺陷。
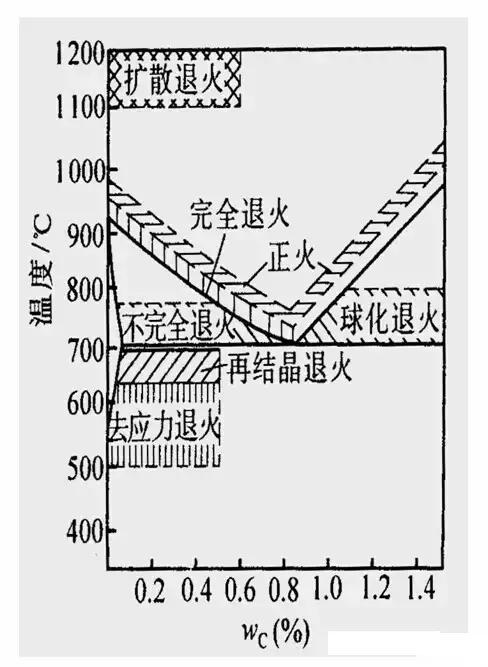
退火的分类:
(1)完全退火 加热到Ac3以上30~50℃保温后,炉冷至500℃以下再空冷的处理工艺。主要用于亚共析钢和中、低碳合金钢。组织为F+P。
(2)球化退火 加热到Ac1以上20~30℃保温后,炉冷至500℃以下再空冷的处理工艺。球化退火主要用于过共析钢和合金工具钢。获得粒状珠光体。
(3)再结晶退火 加热到AC1以下的再结晶温度(600-700 ℃ )消除冷作硬化的应力。
(4)去应力退火 是将工件加热至500~650℃保温后随炉缓慢冷却。用于热扎、铸件、焊件等。(消除温差带来的应力)
3、正火工艺及应用
正火:
加热温度为Ac3或Accm以上30~50℃,保温后空冷。由于正火比退火的冷却速度大,故珠光体的片层间距较小,因而正火后强度、硬度较高。
正火的应用:
①提高低碳钢(低合金钢)硬度,改善切削加工性能。
②消除过共析钢的网状碳化物。
③某些受力不大,性能要求不高的中碳钢和中碳合金钢件,可作为最终热处理。
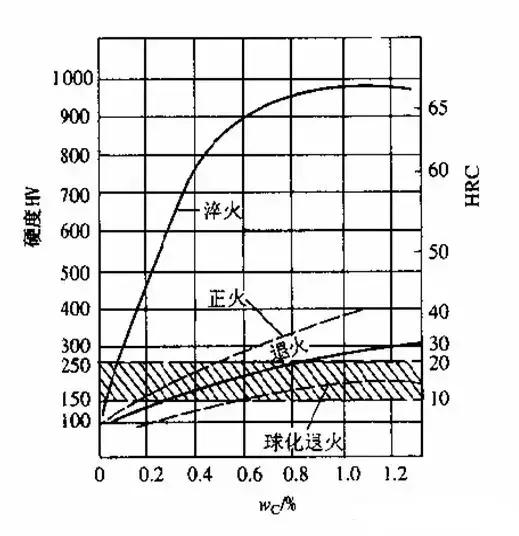
4、淬火工艺及应用
淬火:
将钢加热到Ac1或Ac3以上,保温一定时间,然后快速冷却以获得马氏体组织的热处理工艺称为淬火。
淬火加热温度和加热时间:
应以得到细而均匀的奥氏体晶粒为原则,以便冷却后获得细小的马氏体组织。
亚共析钢的淬火加热温度通常为Ac3以上30~50℃;过共析钢的淬火加热温度通常为Ac1以上30~50℃。
加热时间与加热温度、加热速度、成分、零件形状和尺寸、装炉方式等有关。
淬火冷却介质:
常用的淬火冷却介质是水和油。
水主要用于形状简单、截面较大的碳钢零件的淬火。
油一般用作合金钢的淬火冷却介质。
盐浴也常用作淬火介质,主要用于分级淬火和等温淬火。
淬火冷却方法:
通常的淬火方法包括单液淬火、双液淬火、分级淬火和等温淬火等。
钢的淬透性:是指钢在淬火时获得马氏体深度的能力。其大小通常用规定条件下淬火所获得的淬硬层深度来表示。淬硬层深度是从淬硬的工件表面量变至规定的硬度值处的垂直距离。
①碳含量 (共)②合金元素 (钴)③奥氏体化温度④钢中未溶第二相(低)
淬硬性:获得最高硬度的能力。
5、回火工艺及应用
回火:
将淬火后的钢件加热到Ac1以下某一温度,保温一定时间后冷却至室温的热处理工艺叫回火。
回火目的:
(1)消除或降低应力,防止变形或开裂。
(2)调整性能(硬度)
(3)稳定组织,稳定形状和尺寸,保证精度。
回火的分类及应用:
根据工件性能要求的不同,按其回火温度的不同,可将回火分为以下几种:
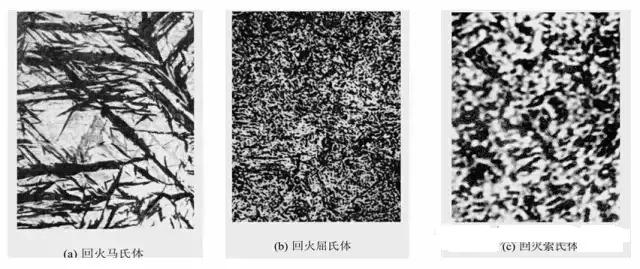
1)低温回火(150-250度)
低温回火所得组织为回火马氏体。其目的是在保持淬火钢的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。它主要用于各种高碳的切削刃具,量具,冷冲模具,滚动轴承以及渗碳件等,回火后硬度一般为HRC58-64。
2)中温回火(350-500度)
中温回火所得组织为回火屈氏体。其目的是获得高的屈服强度,弹性极限和较高的韧性。因此,它主要用于各种弹簧和热作模具的处理,回火后硬度一般为HRC35-50。
3)高温回火(500-650度)
高温回火所得组织为回火索氏体。习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。因此,广泛用于汽车,拖拉机,机床等的重要结构零件,如连杆,螺栓,齿轮及轴类。回火后硬度一般为HB200-330。
回火脆性:
钢在某些温度范围内回火时,其冲击韧性显著下降的现象。
⑴在250~400℃回火时出现的脆性称为低温回火脆性,又叫第一类回火脆性;(不可逆)
为了防止低温回火脆性,通常的办法是避免在脆化温度范围内回火。
⑵在450~650℃温度范围内回火后缓冷时出现的脆性称为高温回火脆性,也叫第二类回火脆性。 (可逆)
防止和减弱第二类回火脆性的主要措施: 合金钢回火后快速冷却;在钢中加Mo、W等合金元素。
6、表面淬火
表面淬火:
是将工件表面快速加热到淬火温度,然后迅速冷却,仅使表面层获得淬火组织,而心部仍保持淬火前组织的热处理方法。
感应加热表面淬火:
感应加热是利用电磁感应原理。
高频 100-500kHz 0.5-2.0mm
中频 2.5-8kHz 2-10mm
工频 50Hz 10-15mm
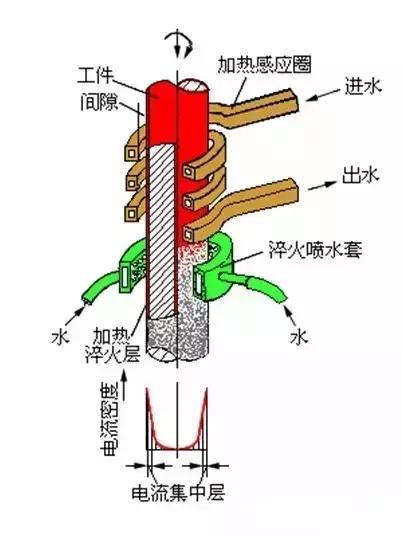
特点:加热速度快、时间短、氧化脱碳少、变形小、晶粒细小、硬度高,表面层具有较大的残余压应力,可提高疲劳强度。
7、钢的渗碳
钢的渗碳:将钢放入渗碳的介质中加热并保温,使活性碳原子渗入钢的表层的工艺称为渗碳。其目的是获得表面高硬度、耐磨性,心部良好韧性的配合。
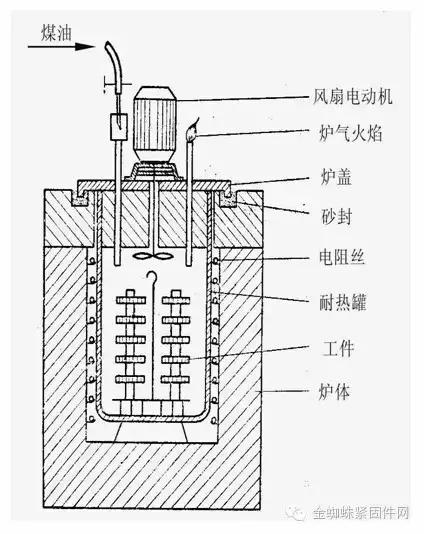
1)渗碳方法:渗碳方法有气体渗碳、固体渗碳和液体渗碳。目前广泛应用的是气体渗碳法。渗碳温度930℃左右,表层碳量控制在1%左右。
2)渗碳介质:渗剂为气体(煤气、液化气等)或有机液体(煤油、甲醇等)。
3)渗碳后的热处理:渗碳后的热处理方法有:直接淬火法、一次淬火法和二次淬火法。
4)回火后的组织 :表层回火马氏体+碳化物+ A少量;心部取决淬透性
5)渗碳材料:含0.1%-0.25%,碳高则心部韧性降低。
8、钢的氮化
渗氮:
是指在一定温度下使活性氮原子渗入工件表面的热处理工艺。其目的是提高零件表面硬度、耐磨性、热硬性和耐蚀性等。生产中应用较多的是气体渗氮。
渗氮工艺:
先加热930-970℃油冷,600-650高温回火(即调质处理);再在氮化介质(氨气)中加热500-520 ℃,保温8-12h,再升温到600-620 ℃扩散6-10h,油冷或空冷。
碳氮共渗是同时向钢件表面渗入碳和氮原子的化学热处理工艺,也俗称为氰化。碳氮共渗零件的性能介于渗碳与渗氮零件之间。
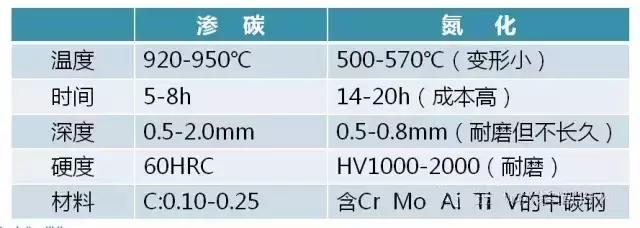
渗碳与氮化的区别

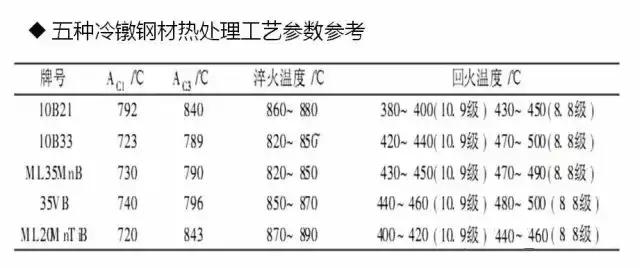
三、标准件热处理工艺制订
标准件热处理工艺特点
热处理工艺特点:批量小、品种规格多。
制订热处理工艺的依据:
--零件图纸(热处理技术要求,材料牌号和质量标准)
--相关标准
--工序工艺要求,由其他工艺向热处理提出,如变形。
--本企业的生产条件。
热处理质量保证的前提:材料牌号一致,工艺一致,检测方法一致。
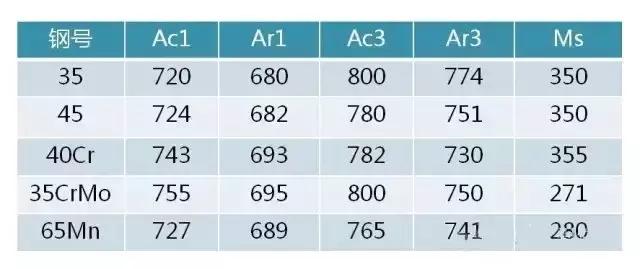
常见的钢材临界点温度
四、热处理缺陷与控制紧固件热处理时做好四点,高质量顺理成章
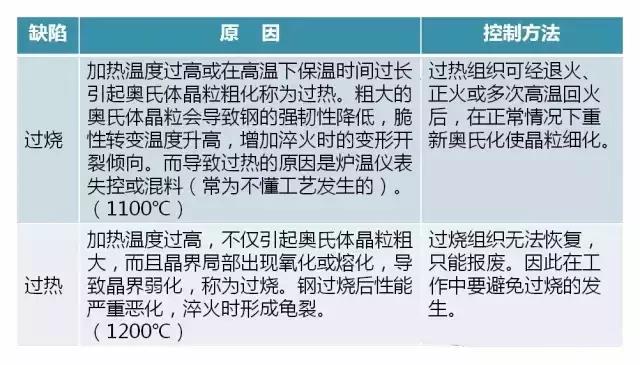
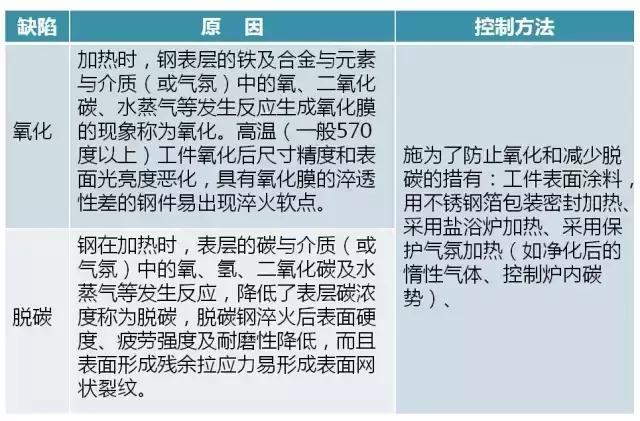
紧固件的热处理,除了一般的质量检查和控制外,还有一些特殊的质量检查和控制,掌握如下四个要点,以完成高质量紧固件热处理。
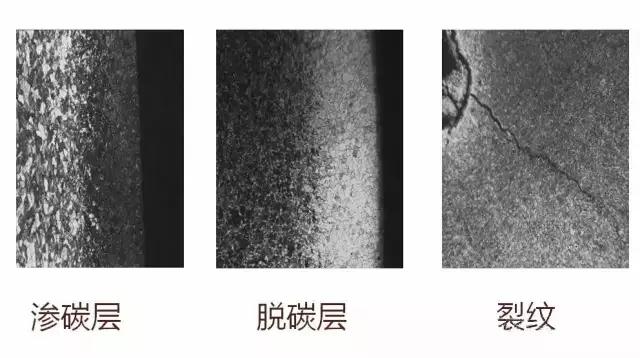
1.脱碳与渗碳
在大批量热处理生产过程中,金相法也好,显微硬度法也好,只能是定时抽检。因为其检查时间长,成本高。
为了及时判断炉子的控碳情况,可以用火花检测和洛氏硬度检测对脱碳和渗碳作初步的判断。火花检测是把淬过火的零件,在砂轮机上由表及里轻轻磨火花判别表层和心部的碳量是否一致。当然这要求操作者要有熟练的技巧和火花鉴别能力。
洛氏硬度检测是在六角螺栓的一个侧面上进行。先把淬过火的零件的一个六角平面用砂纸轻轻磨光,测第一次洛氏硬度。然后再把这个面在砂轮机上磨去0.5mm左右,再测一次洛氏硬度。如果两次的硬度值基本相同,说明既不脱碳、也不渗碳。前次硬度低于后次硬度时,说明表面脱碳。前次硬度高于后次时,说明表面渗碳。在一般情况下,两次硬度差在5HRC以内时,用金相法或显微硬度法检查时,零件的脱碳或渗碳基本在合格范围内。
2.硬度与强度
在螺纹紧固件检测中,不能简单的根据硬度值,查有关手册,折合成强度值。这中间有一个淬透性因素的影响。因为国家标准GB3098.1和国家标准GB3098.3中规定仲裁硬度是在零件横截面的1/2半径处测量。拉力试样也是从1/2半径处截取。因为不排除零件的中心部分有低硬度、低强度部分存在。
一般情况下,材料的淬透性好,螺杆部横截面上硬度能均匀分布。只要硬度合格,强度和保证应力也能达到要求。但是当材料的淬透性差时,虽然按规定的部位检查,硬度是合格的,但强度和保证应力往往达不到要求。尤其是表面硬度趋于下限时。
为了把强度和保证应力控制在合格范围内,往往提高硬度的下限值。如8.8级的硬度控制范围:对M16以下的规格为26~31HRC,M16含以上的规格为28~34HRC为宜;10.9级控制在36~39HRC为宜。10.9级以上则又另当别论。
3.再回火试验
8.8~12.9级的螺栓、螺钉和螺柱,应根据实际生产中的最低回火温度低10℃保温30min的再回火试验。在同一试样上,试验前后三点硬度平均值之差不得超过20HV。
再回火试验可以检查因淬火硬度不足,用过低的温度回火来勉强到达规定的硬度范围的不正确操作,保证零件的综合力学性能。特别是低碳马氏体钢制造的螺纹紧固件,采用低温回火,尽管其它力学性能可以达到要求,但测量保证应力时,残余伸长量波动很大,远远大于12.5um。而且在某些使用条件下会发生突然的断裂现象。在一些汽车及建筑用螺栓中,已出现过突然断裂的现象。当采用最低回火温度回火后,可降低上述现象。但是用低碳马氏体钢制造10.9级螺栓时,应当特别慎重。
4.氢脆的检查
氢脆的敏感性随紧固件的强度增加而增加。对于10.9级及以上的外螺纹紧固件或表面淬硬的自攻螺钉以及带有淬硬钢制垫圈的组合螺钉等电镀后应进行除氢处理。
除氢处理一般是在烘箱或回火炉中,在190~230℃下保温4h以上,使氢扩散出来。
螺纹紧固件可用旋紧的办法,在专用夹具上,旋到使螺杆承受相当保证应力的拉力下,保持48h,松开后螺纹紧固件不产生断裂。这种方法就作为氢脆的检查方法。
相关参考
...制过程冷轧时,虽然由于金属变形热和摩擦热,也能使轧件的温度高,具有一定的恢复作用,但在冷轧过程中起主要作用的是冷作硬化(加工硬化)。那么热轧与冷轧区别是什么那?与热轧相比冷轧的主要特点是可以获得厚度较...
日立美容仪坏了怎么办(这可能是史上最全的双十一美容仪购买攻略)
—ISSUENO.194—双十一的购物车是不是被护肤彩妆塞爆了?作为被工作和生活摧残得够呛的仙女还应该买一个大件犒劳自己比如美容仪毕竟现在哪个小仙女家里没几个高科技美容仪~花式美容仪千千万,可千万做足功课再下手,当然...
拉杆箱什么材质好一点(可能是史上最全的行李箱挑选指南总结好了,直接照搬)
转眼到了年底,学生即将放寒假,上班族也准备休年假。很多人摩拳擦掌,把被搁置的旅行计划提上日程。(温馨提示:出游记得戴好口罩、注意安全哦)作为出行的「黄金装备」,一个好的行李箱能让旅行途中少很多烦心事儿...
采用辉光离子氮化工艺强化金属表面,是提高工件表面耐磨性和抗蚀能力的有效方法。在实际生产中常常会遇到一些较长的工件,超出氮化炉的有效高度或遇到一些较长的内孔要求氮化的工件,如果采用常规的方法就不易达到...
平板电脑类型(最新最详细的 iPad 全系列机型汇总整理——估计是史上最全的)
由于iPad全系列型号繁杂,毕竟有十二年发展历史了。所以给iPad的历史归纳出了六个“时代”阵列,每个阵列时间跨度在两三年左右,这样可以快速找出对应年代的iPad型号。(一)经典时代iPad初代2010年1月27日,iPad第一代产品发...
氮化处理会不会变形(机械制造知识每天学一点:渗碳、渗氮、碳氮共渗表面处理工艺整理)
...热温度500-600摄氏度。氮原子与钢的表面中的铝.铬.钼形成氮化物,一般深
氮化又称渗氮,它是将氮原子渗入钢件表层的化学热处理过程。氮化处理是利用氨在一定温度(500~600℃)下所分解的活性氮原子向钢的表面层扩散,而形成铁氮合金,从而改变钢件表面的力学性能和物理、化学性质。氨气在400℃...
一、填空题 1、钢成份中最要的非金属元素为碳元素。 2、一般在温度升高时,金属的塑性可得到改善,同时其变形抗力会减小。 3、轧制方式分为三种:横轧、纵轧和斜轧。 4、钢坯的非金属夹杂较严重时,会导致轧...
※氮化表面硬度或深度不够 (1)可能是钢料化学成分不适合作氮化处理 (2)可能是氮化处理前的组织不适合 (3)可能是氮化温度过高或太低 (4)炉中之温度或流气不均匀 (5)氨气的流量不足 (6)渗氮的时间不够长 ※氮化工件弯曲很厉害 ...
※氮化表面硬度或深度不够 (1)可能是钢料化学成分不适合作氮化处理 (2)可能是氮化处理前的组织不适合 (3)可能是氮化温度过高或太低 (4)炉中之温度或流气不均匀 (5)氨气的流量不足 (6)渗氮的时间不够长 ※氮化工件弯曲很厉害 ...