氩弧焊钍钨极(钨极氩弧焊技巧,不容错过的经典资料)
Posted
篇首语:男儿欲遂平生志,六经勤向窗前读。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氩弧焊钍钨极(钨极氩弧焊技巧,不容错过的经典资料)相关的知识,希望对你有一定的参考价值。
氩弧焊钍钨极(钨极氩弧焊技巧,不容错过的经典资料)
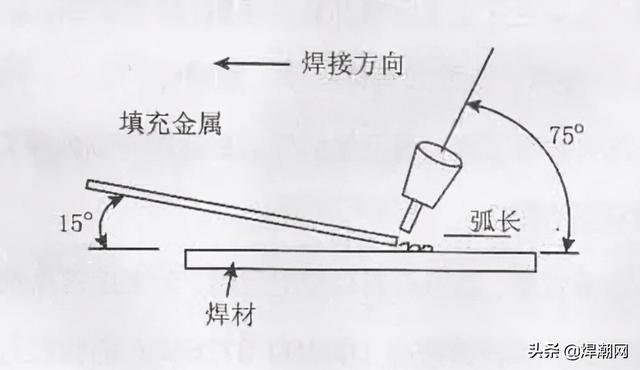
钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:弧长一般取1~1.5倍钨电极直径。停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。
1.焊枪(焊炬)
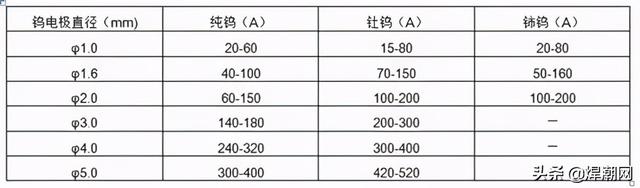
钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。钨电极负载电流能力(A)如下表所示。
2.气路
气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。氩弧焊时材质对氩气纯度的要求是铬镍不锈钢要≥99.7%,太难熔金属要≥99.98%。
(1)氩气属于惰性气体,不易和其它金属材料、气体发生反应。而且由于气流有冷却作用,焊缝热影响区小,焊件变形小。是钨极氩弧焊最理想的保护气体。
(2)氩气主要是对熔池进行有效的保护,在焊接过程中防止空气对熔池侵蚀而引起氧化,同时对焊缝区域进行有效隔离空气,使焊缝区域得到保护,提高焊接性能。
(3) 调节方法是根据被焊金属材料及电流大小,焊接方法来决定的:电流越大,保护气越大。活泼元素材料,保护气要加强加大流量。
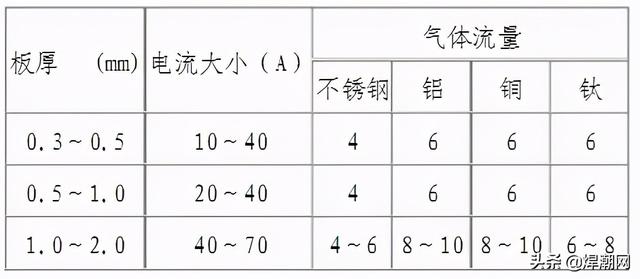
3.规范参数
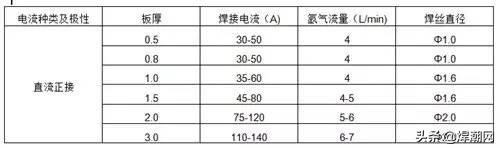
钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下:
焊缝表面颜色与气体保护效果如下表所示。

4.焊前清理
钨极氩弧焊对焊件和填充金属表面的污染相当敏感,因此焊前须清除焊件表面的油脂,涂层,加工用的润滑剂及氧化膜等。
5.安全技术
钨极氩弧焊操作者,必须戴好头面罩、手套、穿好工作服、工作鞋,以避免电弧光中的紫外线和红外线灼伤。斯泰尔钨极氩弧焊机均装有高频引弧器,小功率的高频高压电虽不会电击操作者,但当绝缘性能不良时,高频电会灼伤操作者手的表皮,且很难治愈,所以焊接手把的绝缘性能一定要经常检查。钨极氩弧焊接时,应加强焊接区的通风。
注意:主要还是熟能手巧,板的厚度和点击的时间,还有电流都是相连系的,要配合的很好。省气谈不上,只要不要过余的开的太大就行。还有钨针的最好尖一点,在焊接时,不要一开始就把针尖对着焊接处,先空打一下,将管子里的空气排出,这样焊就不会炸不会有黑斑,在点击完毕后不要马上拿开焊枪,等几秒,这样不锈钢在冷却时受氩气的保护,就样不会黑,连洗钢水和抛光片都省了。这只能针对点焊,如果长距离的拖焊就没办法了,板肯定要变色的,只有等抛光和清洗了。
6.钨极的选择

红头钍钨电极,目前最稳定也是应用最广泛的钨电极,主要应用于碳钢、不锈钢、硅铜、铜、青铜、钛等材料的焊接,但是有轻微的放射性污染。
灰头铈钨电极,目前使用范围仅次于钍钨的电极,尤其在低电流直流的条件上应用居多。主要应用于碳钢、不锈钢、硅铜、铜、青铜、钛等材料的焊接。
绿头纯钨电极,目前使用较少,应用于铝、铝合金、镁、镁合金、对焊接条件的要求不高

白头锆钨电极,目前应用较多,主要是铝及铝合金的焊接


金黄头镧钨电极和天蓝头镧钨电极,分别是WL20和WL15,应用范围非常广泛,是最有前景的焊接电极,应用于铝及铝合金的焊接以及碳钢、不锈钢、硅铜、铜、青铜、钛等材料的焊接
7.钨极针尖形状的选择
(1)钨极直径的选择主要是根据焊件的厚度和焊缝电流的大小来选择的。
电极直径/mm | 直流正接 | 直流反接 | 交流 |
1.0 1.6 2.4 3.2 4.0 5.0 6.4 | 15~80 70~150 150~250 250~400 400~500 500~750 750~1000 | — 10~20 15~30 25~40 40~55 55~80 80~125 | 20~60 60~120 100~180 160~250 200~320 290~390 340~525 |
(2)钨极端部形状对电弧稳定性和焊缝成型有很大影响,端部形状有锥台型,圆锥形,半球形和平面形。

焊接电流较大时使用细直径尖锥角钨极,会使电流密度过大,造成钨极末端过热熔化并增加烧损。同时,电弧斑点也会扩展到钨极末端锥面上,使弧柱明显扩散、飘荡不稳,影响焊缝成形。因此,在大电流焊接时应选用直径较粗的钨极,并将其末端磨成钝锥角(大于900)或带有平顶的锥形。
采用交流钨极氩弧焊时,钨极端部一般为圆珠形。采用直流钨极氩弧焊时,钨极端部一般为平底锥形,端部角度为30°~ 50°,这样可使电弧对母材的吹力最强,保证焊接时电弧稳定燃烧和热量集中。钨极尖锥角度的大小对焊缝熔深和熔宽也有一定的影响。通常减小锥角,焊缝熔深增大,熔宽减小;反之,熔深减小,熔宽增大。
钨极端部形状 | 适用范围 | 电弧稳定性 | 焊缝成型 |
锥台形 | 直流正接,大电流;脉冲TIG焊 | 好 | 良好 |
圆锥形 | 直流正接,小电流 | 好 | 焊道不均匀 |
半球形 | 交流 | 一般 | 焊道不易平直 |
平面形 | — | 不好 | 一般 |
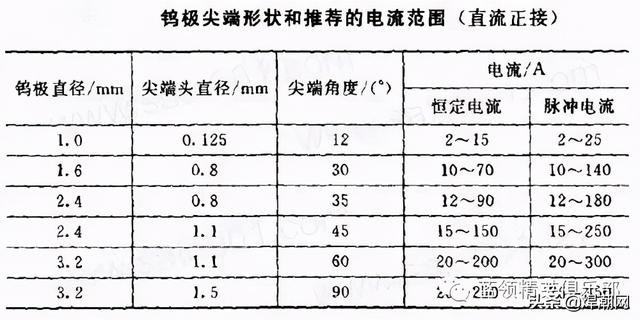
钨极端头形状是一个重要工艺参数。根据所用焊接电流种类,选用不同的端头形状,尖端角度的大小会影响钨极的许用电流、引弧及稳弧性能,下图列出了钨极不同尖端尺寸推荐的电流范围。
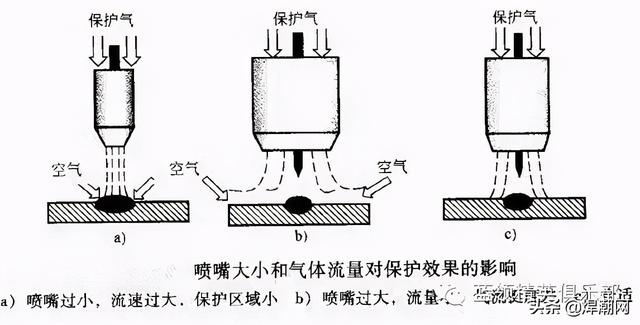
(3)在一定条件下,气体流量和喷嘴直径有一个最佳配合范围。对手工氩弧焊而言,当流量为5一25 L/min时,其对应的喷嘴口径为5一20mm。在此范围内,气体保护效果最好,有效保护区最大。如果气体流量过小或喷嘴口径过大,会使气流挺度差,排除周围空气的能力弱,保护效果不佳;若气流量太大或喷嘴口径过小,会因气流速度过高而形成紊流,这样不仅缩小了保护范围,还会使空气卷入,降低保护效果。
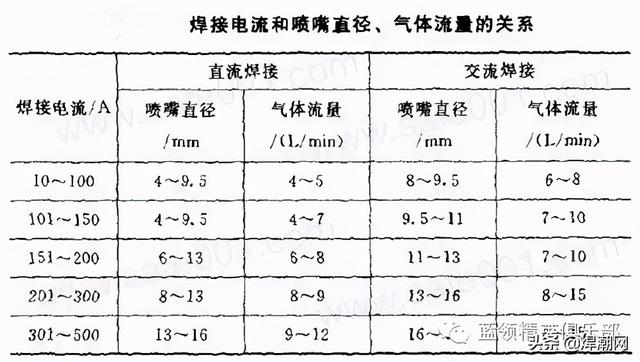
喷嘴大小和气体流量对保护效果的影响如下图所示。
直流钨极氩弧焊(钨极接负极)时常见的钨极端部形状及原因
交流钨极氩弧焊时钨极端部形状及其原因
|










相关参考
钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护...
怎样才能烧好氩弧焊点焊(钨极氩弧焊技巧,不容错过的经典资料)
钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护...
钍钨极和铈钨极虽然都是一种以金属钨为主要原材料的电极,且在很多情况下铈钨可以用来取代钍钨,但由于掺杂剂的不同,二者的外观、性能、生产工艺及用途都存在一定区别。1.定义方面钍钨是指一种化学成分主要是钨和氧...
由于钨的特性,使它很适合用于TIG焊接以及其它类似这种工作的电极材料。在金属钨中添加稀土氧化物,使电极的起弧性能更好,弧柱的稳定性更高,电极烧损率更小。通常的稀土添加剂有氧化铈、氧化镧、氧化锆、氧化钇和氧...
...”的理念,北京北钨新材科技有限公司推出了弧立方系列氩弧焊产品,包括TIG氩弧焊枪、钨极夹、导流体、瓷嘴、钨极磨尖机、等产品~老师傅用了都说好!其实钍钨放射性危害是较小的,放射剂量极微,对人体影响不大。但并...
枪氩弧焊配件(SGS焊接知识小百科:钨极氩弧焊电源极性的选择)
钨极氩弧焊,是目前工业领域常用的一种采用非熔化极惰性气体保护的焊接方法,是由氩气或氩气混合气进行保护的一种熔焊。作为非熔化极,电极采用材料是难熔金属钨或钨合金制成。常用的钨极类型有纯钨,钍钨及铈钨等。...
...”的理念,北京北钨新材科技有限公司推出了弧立方系列氩弧焊产品,包括TIG氩弧焊枪、钨极夹、导流体、瓷嘴、钨极磨尖机、等产品~老师傅用了都说好!其实钍钨放射性危害是较小的,放射剂量极微,对人体影响不大。但并...
...”的理念,北京北钨新材科技有限公司推出了弧立方系列氩弧焊产品,包括TIG氩弧焊枪、钨极夹、导流体、瓷嘴、钨极磨尖机、等产品~老师傅用了都说好!其实钍钨放射性危害是较小的,放射剂量极微,对人体影响不大。但并...
在等离子焊接和钨极氩弧焊中,钨棒是影响焊接电弧形态和最终焊缝质量的关键因素。小编亲自请教了拥有多年氩弧焊经验的技术工,习得了一些如何鉴别钨棒好坏的技巧,特来分享给大家。红头钨棒红头是钍钨电极,目前最稳...
1在一般焊接中忌使用直流反接焊法直流钨极氩弧焊时阳极的发热量远大于阴极,所以用直流正接(工件接正)焊接时,钨极因发热量小不易过热,同样直径的钨极可以采用较大电流。此时,工件发热量大,熔深也大,生产率高...