氩弧焊电焊两用机(薄壁不锈钢管道氩电联焊接)
Posted
篇首语:笛里谁知壮士心,沙头空照征人骨。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氩弧焊电焊两用机(薄壁不锈钢管道氩电联焊接)相关的知识,希望对你有一定的参考价值。
氩弧焊电焊两用机(薄壁不锈钢管道氩电联焊接)

前 言
薄壁不锈钢管道是一种新型节能、环保管材,耐腐蚀性好、寿命长,管件连接可靠,价格适中。氩电联焊应用于清洁度和工程质量要求较高的高压不锈钢管道Ⅰ、Ⅱ级焊缝连接,在工业、锅炉管道安装工程中广泛采用。随着国民经济发展,薄壁不锈钢管道氩电联焊将是工业、锅炉管道系统安装新趋势。
1 特点
薄壁不锈钢管道连接采用氩电联焊比采用手工电弧焊及氩弧焊焊接工艺具有以下优点:
1.1 焊接质量好
根据焊接工艺评定选择合适的焊丝、钨极、焊接工艺参数及纯度符合要求的保护气体,能使焊缝根部得到良好的融合,当进行射线探伤时,合格率明显高。
1.2 效率高
同一焊工采用氩电联焊工艺和手工电弧焊工艺焊接同样的焊口,氩电联焊工艺的焊接效率是手工电弧焊的2~4倍,是氩弧焊的1~2倍, 明显缩短工期。
1.3 成本低
经综合测定,发现氩电联焊比手工电弧焊可以降低施工综合成本10~20%,比氩弧焊可以降低施工综合成本5~15%,而且焊口成型好,返修率低,降低了综合成本。
2 适用范围
本工法主要适用于焊接质量高的薄壁不锈钢工业、锅炉管道安装,焊接管径DN100mm~DN230mm,管壁厚3~6mm。
3 工艺原理
氩电联焊氩是采用氩弧焊焊接焊缝底部,再用电弧焊盖面的焊接方法,焊接时首先对管材环向对接焊缝定出各焊接区角度及位置,再确定各区参数:如预热温度、焊接温度、电流、焊接脉冲、氩气流量等,它综合了两种焊接方式的优点,更能保证工程质量。
4 工艺流程及操作要点
4.1 工艺流程
施工准备→管道下料→坡口加工→坡口内外表面清理→焊条烘干→直流电焊机调整电流→焊接组对→定位点焊→底部焊接→盖面焊接→外观检查→探伤
4.2 操作要点
4.2.1 施工准备
1)严格控制材料采购,按规定进行材质化验、机械性能复验,做好焊接工艺评定和等级焊工培训、技术交底等。
2)焊条烘干
本工艺使用不锈钢碱性焊条,其烘干温度为350-380℃,烘干时间1-2小时,烘干后的焊条放置在110-150℃的保温箱内,现场使用的焊条存放于保温桶内。
3)工艺参数选择
①预热温度的控制:一般预热温度控制在180-200℃,预热时间1-3分钟。
②焊接轨道倾角:当倾角太小时,较易出现桥接,而倾角过大,容易产生虚焊。轨道倾角应控制在5°-7°之间。
③焊接温度:焊接温度应控制在250±5℃。
④运用正交试验的方法找出最理想的参数值,工艺参数参考下表。

⑤ 焊接环境:管道焊接处搭设防风棚,棚内布置手提式灭火器。
4.2.2 管道下料
用专用管道切割机下料,确保端口质量符合标准。薄壁不锈钢管对口间隙必须控制在0.5mm之内。
4.2.3 坡口加工
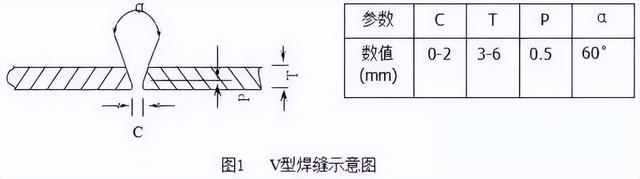
由于薄壁管道的管径较大,管壁较薄,坡口的大小及平直度不易把握。选用LG-400-2型的等离子切割机,切割后坡口用V型坡口(如图1),对切割好的管口进行打磨,打磨出30°斜角。
4.2.4 坡口表面清理
将焊口处的焊熘、焊疤、焊碴打磨处理干净,用脱脂机对焊口进行脱脂处理,除去表面污垢。
4.2.5 直流电焊机调整电流:选60~80A板厚选上限。
4.2.6 管道组对、定位点焊
点焊焊缝长度不大于10~13mm,高度不应超过管厚的2/3,且在圆周上均分三点,定位点焊采用钨极氩气保护。
4.2.7 底部/盖面焊接
底部焊接
焊枪中,钨极直径为1.6mm(一般取1-2.5),手工焊接时采用短弧,焊枪与焊缝夹角为80—90º,钨极端部磨成圆锥形,离焊缝的距离在1.5—2.0mm,钨极通常选钨或钍钨也可采用进口钨极,以保证起弧的可靠性。
为保证焊缝的内部质量,引弧前5—10S输送氩气,借以排除管件被焊处空气。焊接完毕切断电源后必须在3—5秒内继续送出保护气体,直至钨极及溶池区域冷却。
盖面焊接
施焊前应将表面溶渣及飞溅物清除干净,焊接电流选70-100A,焊速要快,焊接时采用短弧,快速直线焊接,焊接不做摆动,以得到整齐的焊缝表面,由于板壁薄,可将焊件一头垫起,呈15-20度角,进行下坡焊。
焊完的焊缝应进行抛光,使焊缝平整,得到与母材具有类似的光泽。
4.2.8 外观检查
检查表面有无裂纹、表面气孔、夹渣、咬边、未焊透等缺陷。
4.2.9 探伤
高压管道需按要求做X射线探伤检查,达Ⅱ级标准:无未焊透,未溶合等缺陷,气孔和 2mm以下的氧化物夹渣,以10mm×10mm为评定视野,缺陷点数为1。
相关参考
伴随着我国制造业的井喷式发展和科技的不断进步,电焊技术、焊接工艺已成为一个单独的技术工种,成为一个日薪300-500元的高薪岗位,因其学时短、课程精等特点成为在职想转行的有志青年再起航时的理想职业。目前,我国...
气保焊属于弧焊还是气焊(什么是高压焊工?高压焊工与低压焊工都有什么区别?)
...合承压焊缝焊接要求的焊工。通常为压力容器焊工,压力管道(氩电联焊工)(下向焊焊工)等。高压焊工因为焊接作业要求高,操作难度大,施工焊接监管严格,一直是焊工行业里面技术要求最高的项目之一。高压焊工一般分...
不锈钢焊接的最好办法有直流氩弧焊,手弧电焊,硬钎焊和软钎焊。上述三种方法是常见的不锈钢焊接的方法,一般的民用比如不锈钢门窗,不锈钢装饰等均可以采用直流氩弧焊机焊接。而手工电焊焊接不锈钢一般是在大型的结...
不锈钢焊接的最好办法有直流氩弧焊,手弧电焊,硬钎焊和软钎焊。上述三种方法是常见的不锈钢焊接的方法,一般的民用比如不锈钢门窗,不锈钢装饰等均可以采用直流氩弧焊机焊接。而手工电焊焊接不锈钢一般是在大型的结...
氩弧焊400A柴油发电焊机:移动式柴油发电焊机价格采用异步无刷发电机,免维护保养,选用来自大泽的发动机,电焊运行稳定可靠。具有漏电保护功能,使用安全,采用闭环控制,线路结构简单,使用维护方便,故障率低。焊...
氩弧焊焊接不锈钢技巧(不锈钢φ530mm×11mm大管水平固定全位置对接焊接氩弧操作)
1、案例分析0Cr18Ni9不锈钢φ530mm×11mm大管水平固定全位置对接接头主要用于电厂润滑油管道中,焊接难度较高,对焊接接头质量要求较高,内表面要求成形良好,凸起适中,焊后要求PT、RT检验。以往均采用TIG焊或手工电弧焊,前者...
氩弧焊焊机脉冲是什么意思(电焊机这几种故障动动手你也可以修)
我们日常中用的电焊机有交流弧焊机,旋转式直流电焊机,整流式直流电焊机,逆变电焊机,脉冲直流电焊机,逆变氩弧直流电焊机等。(一)交流弧焊机故障与分析(1)电焊机外壳带电打人故障原因:接地线没有接或者接的不牢固...
氩弧焊手工焊两用焊机电路图(焊接大神都懂的手工电弧焊、氩弧焊、气保焊等离子切割区别和用途)
...高强钢和高合金钢。4、TIG、MIG都是惰性气体保护焊,俗称氩弧焊。惰性气体可以是氩或者氦,但是氩便宜,所以常用,于是惰性气
氩焊条模具(焊接不锈钢为何最普遍选用氩弧焊?几张图片带你快速了解氩弧焊接)
焊接不锈钢为何最普遍选用氩弧焊?氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术,由于在高温...
...述通常不锈钢压力管道焊接,不锈钢管内充氩保护的钨极氩弧焊打底焊是不锈钢和一些特殊钢管焊接时常用的方法,由于该方法存在费时、费工、费气以及有些焊接口根本无法充氩保护的情况;想方设法,采用渣保护方法,即:...