氩弧焊焊接技巧(氩弧焊的正反接介绍及电弧的特性)
Posted
篇首语:宁可身骨苦,不叫面皮羞。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氩弧焊焊接技巧(氩弧焊的正反接介绍及电弧的特性)相关的知识,希望对你有一定的参考价值。
氩弧焊焊接技巧(氩弧焊的正反接介绍及电弧的特性)

钨极氩弧焊是采用钨棒作为电极,利用氩气作为保护气体进行焊接的一种气体保护焊方法。
通过钨极与工件之间产生电弧,利用从焊枪喷嘴中喷出的氩气流在电弧区形成严密封闭的气层,使电极和金属熔池与空气隔离,以防止空气的侵入。同时利用电弧热来熔化基本金属和填充焊丝形成熔池。液态金属熔池凝固后形成焊缝。
由于氩气是一种惰性气体,不与金属起化学反应,所以能充分保护金属熔池不被氧化。同时氩气在高温时不溶于液态金属中,所以焊缝不易生成气孔。因此,氩气的保护作用是有效和可靠的,可以获得较高质量的焊缝。 焊接时钨极不熔化,所以钨极氩弧焊又称为非熔化极氩弧焊。根据所采用的电源种类,钨极氩弧焊又分为直流、交流和脉冲三种。





相关参考
氩弧焊焊枪构造图(这些问题注意到,你的钨极氩弧焊就没问题了)
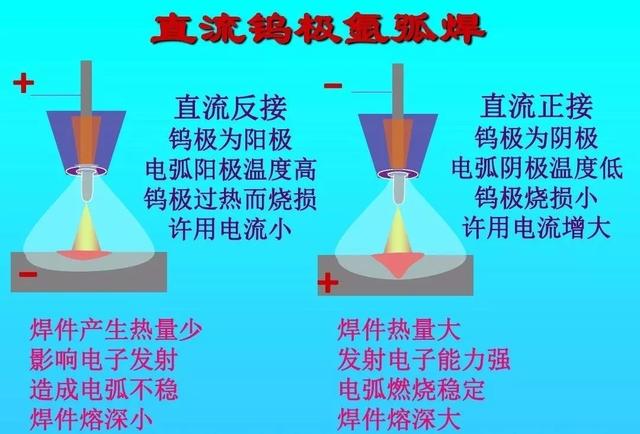
...忌使用直流反接焊法a)为直流反接b)直流正接直流钨极氩弧焊时阳极的发热量远大于阴极,所以用直流正接(工件接正)焊接时,钨极因发热量小不易过热,同样直径的钨极可以采用较大电流。此时,工件发热量大,熔深也大...
钨极氩弧焊工艺禁忌1、在一般焊接中忌使用直流反接焊法直流钨极氩弧焊时阳极的发热量远大于阴极,所以用直流正接(工件接正)焊接时,钨极因发热量小不易过热,同样直径的钨极可以采用较大电流。此时,工件发热量大...
1在一般焊接中忌使用直流反接焊法直流钨极氩弧焊时阳极的发热量远大于阴极,所以用直流正接(工件接正)焊接时,钨极因发热量小不易过热,同样直径的钨极可以采用较大电流。此时,工件发热量大,熔深也大,生产率高...
氩弧焊丝是什么材料的(要想焊好氩弧焊,这些工艺禁忌你要记牢)
钨极氩弧焊工艺禁忌1、在一般焊接中忌使用直流反接焊法直流钨极氩弧焊时阳极的发热量远大于阴极,所以用直流正接(工件接正)焊接时,钨极因发热量小不易过热,同样直径的钨极可以采用较大电流。此时,工件发热量大...
焊接电弧的静特性(弧焊电源的特性(静特性、外特性和动特性)解析)
...材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系,也可以叫做焊接电弧的伏-安特性。它反映了电弧在稳定燃烧时的静态(或稳态)电流和电压之间的关系。表示这种关系的曲线,就称为...
焊接电弧的静特性(弧焊电源的特性(静特性、外特性和动特性)解析)
...材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系,也可以叫做焊接电弧的伏-安特性。它反映了电弧在稳定燃烧时的静态(或稳态)电流和电压之间的关系。表示这种关系的曲线,就称为...
...电弧焊冷焊法、焊条电弧焊热焊法、CO2气体保护焊、钨极氩弧焊、熔化极氩弧焊、等离子弧焊、钎焊、扩散焊等方法。这里介绍的是焊条电弧焊冷焊法。所谓电弧冷焊法,就是焊前对铸铁被焊部位不预热,或低温预热(一般小于300℃...
氩弧焊是一种用氩气作为保护气体的电弧焊。氩是惰性气体,与金属不发生化学作用,因此焊缝金属及钨极金属不易烧损。此外,氩气不溶于金属,不易产生气孔。采用氩弧焊,可以获得优质的焊接接头。一、氩弧焊的特点为:...
什么是氩钨弧焊?钨极氩弧焊是一种以氩气或富氩气为保护气体,以钨电极为电极的电弧焊方法,简称GTAW或TIG。(此处已添加小程序,请到今日头条客户端查看)焊接时,保护气体从焊枪喷嘴连续喷出,覆盖由电弧、熔池、钨...
常用的传统焊接方法就有手弧焊、氩弧焊、气保焊、搅拌摩擦焊等等。手工电弧焊,它就是以手工操作的焊条和被焊的工件做两个电极,利用焊条与焊件之间的电弧热量熔化金属进行焊接的方法气保焊,它就是采用二氧化碳或氩...