氩弧焊焊接手法图解(手工钨极氩弧焊,究竟怎么焊?)
Posted
篇首语:你可以忘掉失败,但不能忘掉教训;你可以忘掉昨天,但不能忘记历史。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氩弧焊焊接手法图解(手工钨极氩弧焊,究竟怎么焊?)相关的知识,希望对你有一定的参考价值。
氩弧焊焊接手法图解(手工钨极氩弧焊,究竟怎么焊?)
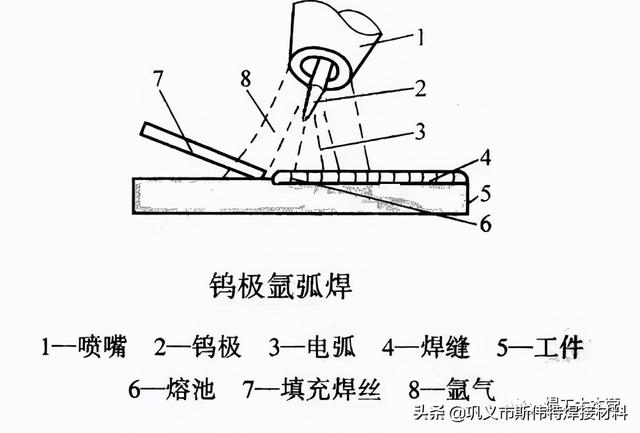
手工钨极氩弧焊
钨极氩弧焊简称TIG焊,属于非熔化极焊接。它是利用钨极与工件间产生的电弧热熔化母材和填充焊丝而完成的焊接。
在焊接过程中,氩气从喷嘴流出,在电弧和熔池周围形成连续封闭的气流,保护钨极和熔池不被氧化,避免了空气对熔化金属的有害作用。
同时,由于氩气是惰性气体,它与熔化金属不起化学反应,也不溶解于金属,因此,氩弧焊接质量较高。
一、手工钨极氩弧焊的工艺参数选择:
工艺参数包括焊接电源极性和种类,钨极直径、焊接电流、氩气流量、喷嘴直径、焊接速度、钨极伸出长度、钨极端部形状。
二、基本操作:
包括焊接手法、引弧,收弧、接头等。
焊接工艺参数
1、焊接电源和极性的选用:焊接电源有交流直流两大类,极性分为直流反接和正接。焊接电源和极性是根据焊接材料进行选择。
采用直流正接时,工件接正极,工件温度较高,适用焊接碳钢、低合金钢、不锈钢、紫铜等材料焊接。同时由于钨极接负极,可以减少钨极烧损。
采用直流反接,钨极烧损严重,一般不予采用,但可用在熔化极焊接。采用交流电源,可焊接铝、铝镁合金等材料。
2、钨极的选用:市场上供应的钨极一般有两种,钍钨极和铈钨极。钍钨极由于存在微量放射性,所以一般不做采用。广泛选用的是铈钨极代号WCe。
钨极直径选用根据工件厚度、被焊金属材料、焊接电流大小和焊接极性来选择。如果选用不当,会造成电弧不稳,钨极烧损严重和夹钨现象。
3、焊接电流的选择:焊接电流主要根据工件的厚度,被焊金属材料和焊接空间位置选择。焊接电流或大或小,都会使焊缝成形不良或产生焊接缺陷。如咬或熔合不良。应该在钨极直径允许的范围内正确选择焊接电流。
4、电弧长度的与电弧电压对焊接的影响:电弧电压的变化是由弧长决定,电弧长度变化,电弧电压也有变化。当电弧长时,电弧电压增大,熔池宽度增加,熔深减少。
电弧过长时,电弧电压增大很多,电流会小很多,氩气保护效果也会差,一般在不断路的情况下,尽量将电弧控制在2-3。
5、氩气流量:为了保护熔池金属不受空气干扰,必须有足够的气体流量进行保护。但氩气流量过大时,不禁浪费氩气,还会是保护气体产生紊乱气流,反而造成保护效果不好,一般可根据公式计算。
Q=(0.8~1.2)D Q为氩气流量(0.8~1.2)为选择系数D为喷嘴直径,单位毫米。
6、喷嘴直径的选用:喷嘴直径根据钨极直径选择,公式为:
D=2d+4 D为喷嘴直径d为钨极直径单位毫米
7、钨极形状和伸出长度:一般焊接碳钢和不锈钢钨极端部形状磨制为30°尖锥形,如果焊接铝及铝合金一般为球锥型和平锥型。钨极伸出长度3~7毫米,内角焊可选毫米,平焊可稍微短些。
7、焊接速度的选择:焊接速度一般根据焊件受热情况决定。如果焊接速度加快,相应增加氩气流量。否则气体保护不良,焊缝成形。如果焊接速度过慢,熔池受热时间过长,质量下降,也会使焊缝成形不良。
基本操作方法:
平焊时焊丝与焊枪把握手法


焊时焊丝与焊枪把握手法焊接时焊丝、焊枪与工件之间的关系。均匀送丝是保证焊接质量的关键,钨极氩弧焊一般适用捻送丝法。
焊丝始终在保护气体保护范围之内,以防氧化,尽量不能因焊丝给送不上而停弧,这是焊工必须要练习的基本功,也是氩弧焊操作技术的组成部分。以下两种捻丝方法可供选择:
用无名指和小拇指夹住焊丝,大拇指和食指捻丝。中指和无名指夹住焊丝,大拇指捻丝。具体使用可根据焊工个人习惯与灵活程度掌握。为平焊时捻送丝和焊枪的把握方法仅供参考。
引弧:
钨极氩弧焊通常采用具有高频电流或高压脉冲电流的引弧器引弧。引弧时先在钨极与焊件之间保持一定距离,然后接通引弧器,在高频电流或高压脉冲电流作用下,使氩气电离而引燃电弧。
这种引弧法的特点是能在焊接位置直接引弧,而且能保持钨极端头完整,钨极损耗小以及焊接质量高,所以被广泛使用。还有一种引弧方法是接触引弧法,钨极跟焊件接触产生断路,然后拉开后电弧引燃。
这种引弧法设备简单,但由于钨极在与焊件接触时会产生较大电流,极易烧损钨极端头,使焊缝出现夹钨现象。手工钨极氩弧焊由于是气体保护焊接,所以运枪不能大幅度、快摆动。
如果幅度大或快,会破坏气体保护效果,因此,易摆动幅度小,动作慢,如果是接薄的金属材料,基本都是直线运弧,关键是手要稳。喷嘴离工件越远氩气保护效果越差;反之,距离越近,保护效果好。
但过近的距离会妨碍焊工视线。通常喷嘴离工件5~12㎜为宜。
钨极伸出长度:
平板焊接钨极伸出3~5㎜,内角焊时为5~7㎜为宜。


焊枪角度的重要性:焊枪角度直接影响着焊缝质量和焊缝成形。
根据经验,两侧相同厚度的金属材料,在焊接时,除横焊位、角焊位之外,一般焊枪左右角度都是90°,角焊缝、横焊缝或两侧不同厚度材料的焊缝,可根据两侧温度的需要适当调整焊枪角度。
焊枪前进夹角角度对熔池形状,熔宽、熔深和焊缝成型都有影响。后夹角小,焊道窄而高。后夹角大,焊缝平滑、低。调整好前进夹角角度,才能使焊缝光滑平整高低一致。
打底焊焊枪操作手法:焊枪稳定才能保证焊出漂亮的焊缝。打底焊时为了保持焊枪稳定,一般用拇指控制开关,用无名指和小拇指支撑焊件焊接。
还有一种方法是将焊枪喷嘴靠在坡口内,左右扭动行走。这两种方法都能保证焊枪稳定,控制电弧长度2mm和焊枪的前后角度。焊后要求达到背面成形好,两侧熔合均匀,正面无夹角。
焊前准备:
焊前将坡口两侧20mm打磨出光泽,内径边缘10mm打磨出光泽,间隙照图所示准备。

填充盖面时基本遵循两侧慢、中间快的原则。焊接电流应小于打底焊电流约10%,电弧可稍长,以坡口边缘熔化0.5~1mm为界限,熔宽小了会形成熔合不良或咬边,熔宽大了影响焊缝成型。小径管水平固定焊接操作实例
操作难点:
打底仰焊部位极易出现内凹,接头部位易出现熔合不良、焊瘤,缩孔。技术要求选择合理的工艺参数,对口间隙,熟练操作技巧,减少焊丝与钨极、熔池相接触的几率弧时不要立即离开熔池,待熔池凝固后再抬起焊枪离开。
焊接接头时,在弧坑内引燃电弧,引燃电弧后不要立即添加焊丝,先将焊枪左右摇摆加热接头处,待到弧坑处温度合适后,再添加焊丝。
填充盖面焊:
填充盖面焊接时,需将前层氧化层清理干净,在仰焊部位起焊,起焊点超过中心线5~10毫米,摆动较打底焊大些,电弧稍微抬高,以坡口两侧熔化0.5~1毫米为宜。
焊接时注意两侧熔化情况,遵循两侧慢、中间快的原则,以食指为支点,运枪平稳,运枪不要过快,熄弧时为了防止产生缩孔、弧坑裂纹,焊枪不要立即移开,要停留一会再慢慢移开,同时尽量避免与打底接头重合。
注意焊丝始终处于氩气保护之中,避免焊丝氧化,也不能直接插入熔池,应于熔池前方边缘处送丝。焊枪角度焊枪角度直接影响着焊缝的成型,焊枪后倾角小,焊缝会过高,焊枪后倾角大,焊缝宽度增加余高降低。
由于小径管水平固定焊接,仰、立、平各种位置都有,所以必须注意随时掌握焊枪角度的变化,力求焊缝成型一致。小径管垂直固定焊接操作实例
操作难点及技术要求:
焊缝上端易出现咬边,下端易下坠。要求合理选择工艺参数,焊接时随时掌握焊枪角度变化。
焊前准备工作:焊接之前将焊丝焊件接口铁锈,污垢等清理干净,防止在焊接过程中产生气孔夹渣等缺陷。
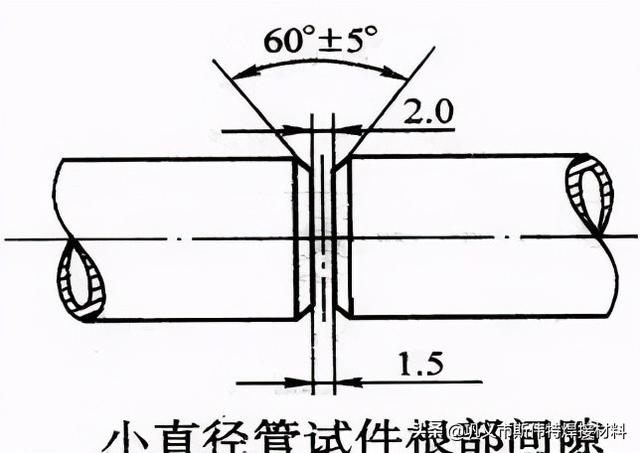
管径:60㎜壁厚5㎜长度125㎜坡口60°土5°

工艺参数:焊接电流打底焊95~110A盖面焊85~100A 电弧电压10~12V 氩气流量8~10L/min 焊丝直径2.5㎜钨极直径2~2.4㎜点固焊φ<60㎜为小径管,小径管要求一点点固,焊点长度10~15 间隙1.5~2㎜错位量<1㎜要求焊点背面成型良好,为了背面焊缝接头一致,点固后须将点固处打磨成斜坡状,点固后注意留出变形量。
打底焊:
从定位焊相对位置-10°处引弧焊接,焊枪与焊缝两侧保持垂直,与圆管焊接点切线80~90°,焊丝与圆管切线10~15°,引燃电弧后摆动焊枪,待温度上升开始熔化即开始送焊丝,电弧长度控制在2㎜之内。
焊接时,用小拇指作为支撑点靠在管子上,保持电弧稳定,用小锯齿形法运弧。熄弧时,为避免出现缩孔和裂纹,可将电弧收在坡口内侧。
接头时,在距待焊部位后方5㎜处引弧,然后移至接头处,摆动焊枪预热焊缝,待弧坑处形成熔池后继续进行焊接。
填充盖面焊接:
填充盖面时须将打底层形成的表面氧化层、熔渣等进行清理。引弧起点要错开打底层的接头部位,焊枪角度与焊丝送入角度与打底焊相同,但电弧较打底焊长,焊丝送在熔池前上方位置,铁水由于自重向下过渡,这样形成的焊缝比较圆滑。
焊接时注意观察熔池形成情况,保证熔池大小一致,以熔化坡口边缘0.5~1㎜为宜,随着焊枪向前移动,获得美观的焊缝成形。接头的处理同打底焊相似。
距待焊部位后方5㎜处引弧,然后移至接头处,摆动焊枪预热焊缝,待弧坑处形成熔池后继续进行焊接。
相关参考
手工钨极氩弧焊钨极氩弧焊简称TIG焊,属于非熔化极焊接。它是利用钨极与工件间产生的电弧热熔化母材和填充焊丝而完成的焊接。在焊接过程中,氩气从喷嘴流出,在电弧和熔池周围形成连续封闭的气流,保护钨极和熔池不被...
焊丝、焊枪与焊件之间的角度:用手工钨极氩弧焊焊接时,焊枪、焊丝与焊件之间必须保持正确的相对位置,这由焊件形状等情况来决定。平焊位置手工钨极氩弧焊焊枪、焊丝与焊件的角度如下图所示。 焊枪与焊件的夹角过小...
氩弧焊薄板焊接方法(干货丨一文教会你手工钨极氩弧焊单面焊双面成形)
手工钨极氩弧焊是一种非熔化极气体保护焊方法,又叫做TIG焊。其原理是利用钨极与焊件间产生的电弧熔化母材及填充焊丝进行焊接。焊接过程中,钨极、熔池、邻近区域及填充焊丝端部均处在氩气保护之中。手工钨极氩弧焊的...
氩弧焊焊不锈钢怎么调(一文教会你手工钨极氩弧焊单面焊双面成形)
手工钨极氩弧焊手工钨极氩弧焊是一种非熔化极气体保护焊方法,又叫做TIG焊。其原理是利用钨极与焊件间产生的电弧熔化母材及填充焊丝进行焊接。焊接过程中,钨极、熔池、邻近区域及填充焊丝端部均处在氩气保护之中。手...
熔化极气体保护焊和钨极气体保护焊(教看懂手工电弧焊、氩弧焊、气体保护焊、等离子切割区别和用途)
氩弧焊(TIG)TIG和MIG焊接的区别1、TIG焊一般是一手持焊枪,另一只手持焊丝,适合小规模操作和修补的手工焊。2、MIG和MAG,焊丝通过自动送丝机构从焊枪送出,适合自动焊,当然也可以用手工。3、MIG和MAG的区别主要在保护气体...
熔化极气体保护焊和钨极气体保护焊(教看懂手工电弧焊、氩弧焊、气体保护焊、等离子切割区别和用途)
氩弧焊(TIG)TIG和MIG焊接的区别1、TIG焊一般是一手持焊枪,另一只手持焊丝,适合小规模操作和修补的手工焊。2、MIG和MAG,焊丝通过自动送丝机构从焊枪送出,适合自动焊,当然也可以用手工。3、MIG和MAG的区别主要在保护气体...
常用的焊接工艺有:→电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体保护焊)→电阻焊→高能束焊(电子束焊、激光焊)→钎焊→以电阻热为能源:电渣焊、高频焊;→以化学能为焊接能源:气焊...
...6个Φ180mm×10mm紫铜管(牌号T2)焊口需要焊接,采用手工钨极氩弧焊方法,取得了比较好的效果,其焊接工艺方法如下:一,焊前准备①焊接设备为WS400型直流氩弧焊机,直流正接。焊接材料选用紫铜焊丝(丝201),直径为3mm。氩气纯度≥9....
氩弧焊怎么换焊枪气管(手工钨极氩弧焊的基本操作技能-亨孚科技)
一、焊前准备、焊接及收尾1、焊前准备焊接前要检查线路、气路、水路等是否正常。气路减压器应调至所需量;如无流量计观测,可凭经验将喷嘴对准面部或手心以确定其流量。检查焊枪、焊丝及焊件坡口是否符合要求。氧化...
氩弧焊怎么安装(钛合金钛锻件TC4钛棒的氩弧焊技术-钨极氩弧焊,有哪些技术难点?)
(原标题:钛合金钛锻件TC4钛棒的氩弧焊技术-钨极氩弧焊)钛合金钛锻件TC4钛棒的氩弧焊技术-钨极氩弧焊钨极氩弧焊是焊接钛及钛合金最常用的方法,常用于焊接厚度3mm以下的钛及钛合金。钨极氩弧焊可以分为敞开式焊接和箱内...