氩弧焊机焊枪配件(牛人总结了20条经验防止氩弧焊出气孔,提高焊缝一次合格率)
Posted
篇首语:习惯不加以抑制,不久它就会变成你生活上的必需品了。本文由小常识网(cha138.com)小编为大家整理,主要介绍了氩弧焊机焊枪配件(牛人总结了20条经验防止氩弧焊出气孔,提高焊缝一次合格率)相关的知识,希望对你有一定的参考价值。
氩弧焊机焊枪配件(牛人总结了20条经验防止氩弧焊出气孔,提高焊缝一次合格率)
气孔,手工焊会有,氩弧焊同样会有,氩弧焊气孔会更复杂。
要想了解氩弧焊为什么出气孔,首先要了解氩弧焊的原理和焊机的供气系统等。任何环节出现问题都可能产生缺陷,不可能无缘无故出现,只有知己知彼才能百战不殆。

氩弧焊
曾经有人问我,没有氩气能不能烧氩弧焊。
氩弧焊是以惰性气体“氩气”作为保护气体的一 种电弧焊方法,氩气从喷嘴中喷出,在焊接区形成惰性气体保护层,隔绝了空气的侵入,从而对电弧及熔池形成保护。
用氩气保护电弧的焊接方法就是氩弧焊。如果没有氩气,那铁水会暴露在空气中全部氧化。

高频焊机气路系统
氩气从流量计流出,通过气管连接到焊机,打开电磁气阀氩气流到焊枪经喷嘴流出,这个是高频焊机的氩气供气系统。
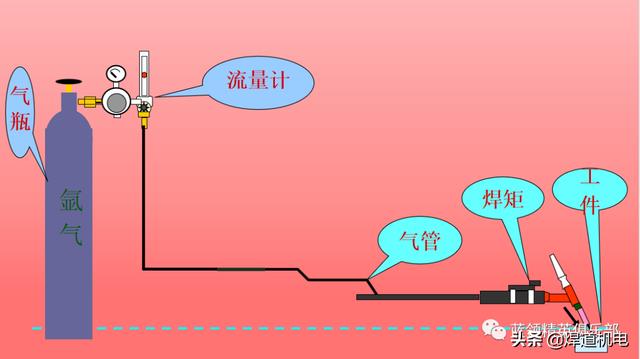
十字氩弧气路系统


氩气从流量计流出,直接流到氩弧焊把,经喷嘴流出,这个氩气不经过焊机,供气系统比较简单,是工地上常用的也叫土把氩弧焊。
在整个供气系统中,任何皮管或接头漏气,都会出现意想不到的事情发生,气孔会不知不觉的潜伏在焊缝中。
但由于氩弧焊抗风能力弱,对铁锈、水、油污特别敏感,对气体的纯度、坡口清理、焊接工艺等要求严格,容易产生气孔。
一、氩气对气孔的影响
1、氩气纯度对气孔的影响
我们焊接时氩气的纯度不低于99.99%,俗称是四个九的氩气,高纯氩是99.999%,俗称五个九。由于在灌装过程或氩气瓶内余气的影响,纯度不会那么高,碳钢、不锈钢要不低于99.97%方可,否则容易产生气孔。
如何检测氩气纯度:
(1)在打磨干净的钢板或管子上不加焊丝进行焊接,然后在焊道上多次重熔,如果有气孔,则说明氩气不纯。
(2)焊接时,电弧周围有非常小的火星也说明氩气不纯。焊接收弧后,在后送气的保护下,如果钨极变色甚至变黑,说明氩气不纯。
(3)有时当氩气的纯度接近焊接要求的纯度要求时,用上述2种检测方法并不能检验出来,但是在焊接有间隙的焊口时,就会在焊缝的根部产生断续的气孔,或者在盖面焊时产生表面气孔,或焊道表面有一层氧化皮。
2、氩气流量对气孔的影响
氩气流量过小,抗风干扰能力弱;过大,气体流速太大,经过喷嘴时形成的近壁层流很薄,气体喷出后,很快紊乱,而且容易把空气卷入,对熔池的保护效果变差。所以,氩气的流量一定要合适,气流才能稳定。8号瓷嘴在室外焊接,氩气流量15L/min左右。
氩气流量的选择一般可按下列经验公式来确定:
Q=kD
式中:Q--氩气流量(L/min);
D--喷嘴直径(mm);
k--系数,k=0.8~1.2,可按和喷嘴直径成正比选取。

3、氩气瓶内压力对气孔的影响
气瓶内的压力小于1 MPa时要停用,以保证充氩纯度。
纯度不高的氩气,在最后1-2MPa时出现气孔的概率最高,这时的氩气挺度小,保护效果不好,我们在焊接的时候要有试氩气的习惯,我们的面部和手背对风敏感,在每次起弧前都要对自己的面部吹一下,以确保氩气的流量合适,一旦发现流量异常,要立即排查原因。
微小的习惯,是保证焊缝合格率的关键。
二、焊接设备对气孔的影响
1、气带漏气对气孔的影响
气带接口或者气带漏气都会造成焊接时气体流量过小、空气被吸入气带内,从而造成保护效果不好。


氩弧焊枪气管损坏造成氩气流量减小,在氩弧打底结束后,我们要把焊枪整理收好,避免焊枪烫坏,这是新手焊工经常发生的事情。
保护好我们的工具,这是一个合格焊工的基本要求。


焊枪整理挂好
2、氩气流量表对气孔的影响
流量表老化、损坏导致出气不稳定,忽大忽小会影响保护效果。

3、焊枪喷嘴对气孔的影响
喷嘴直径过小,当电弧周围的氩气有效保护范围小于熔池面积时,就会造成保护不好而产生气孔。尤其是野外作业、焊接大管子时要用较大直径的喷嘴,以有效地保护电弧和熔池。
长期使用过程中,喷嘴粘上大量的飞溅,导致出气不匀产生气孔,我们要经常清理喷嘴的飞溅。

4、焊枪配件不合适对气孔的影响
导电体、钨极夹长期使用,尤其在大电流状态,很容易变形,堵塞气路不流畅,保护气体从喷嘴内的一侧流出,不能形成完整的保护圈。
钨极夹、导电体变形也会导致钨极偏心,电弧不在氩气流中心也会产生气孔,焊工要养成习惯,在更换钨极的时候检查焊枪配件老化情况,让气孔消失在萌芽状态。


5、带滤网导电体和不带滤网导电体对气孔的影响
带滤网导电体能够使氩气均匀的喷射,而不带滤网导电体的保护气体均匀性较差,因此对于容易氧化的母材以及对于与气孔敏感性较强(如Ti合金、铝合金等)的应该采用带滤网的瓷嘴进行焊接,在室外焊接,滤网导电体抗风能力更强。

保护气体的流向示意图
三、环境对气孔的影响
1、风对气孔的影响
风力即焊接区域空气的流速,风大时会把氩气保护层吹散,从而造成保护效果不佳。我们带面罩施焊时,偶然有风也感觉不到,大量的密孔我们可以看见,微小的气孔看不见会埋进焊缝内,因此,风速>2 m/s时要采取防风措施,也就是一级风,所以要想保证焊接质量,防风措施一定要有。
焊接管子时,要把管口堵住,避免在管内形成穿堂风。
2、空气的湿度对气孔的影响
空气湿度对碳钢、合金钢影响不大。对铝合金焊接影响大,环境温度通常控制在5 ℃以上, 湿度控制在70 %以下。应尽量保证焊接环境的湿度不能太高,湿度过高会使焊缝中气孔的产生几率明显增加,从而影响焊接质量。
四、焊工操作技能对气孔的影响
1、起弧对气孔的影响
高频焊机在起弧前要先放气,以免气带内的压力过大,在起弧时造成出气流量瞬间过大,产生气孔。我们也可以在高频焊机调节提前送气时间,把提前送气时间调2秒左右,然后起弧。
土把氩弧的氩气不经过焊机则不需要,但也要在打开氩气开关后,等氩气流速均匀后才可以起弧。
2、焊枪喷嘴与工件间的距离对气孔的影响
距离小,氩气保护效果好,对侧风的影响敏感度小,但能观察的范围和保护区域变小,且容易使钨极与熔池接触短路,造成夹钨缺陷;距离大, 氩气保护效果不好,抗风干扰的能力弱。
喷嘴与焊件间的距离以8~14mm为宜。

3、焊枪角度过大对气孔的影响
焊枪的角度过大,一方面会把空气带入熔池,另一方面造成长弧侧的氩气流对电弧和熔池的保护效果变差,容易产生气孔。
4、钨极端部对气孔的影响
钨极端部不尖,电弧漂移不稳定,破坏氩气的保护区,使熔池金属氧化产生气孔。
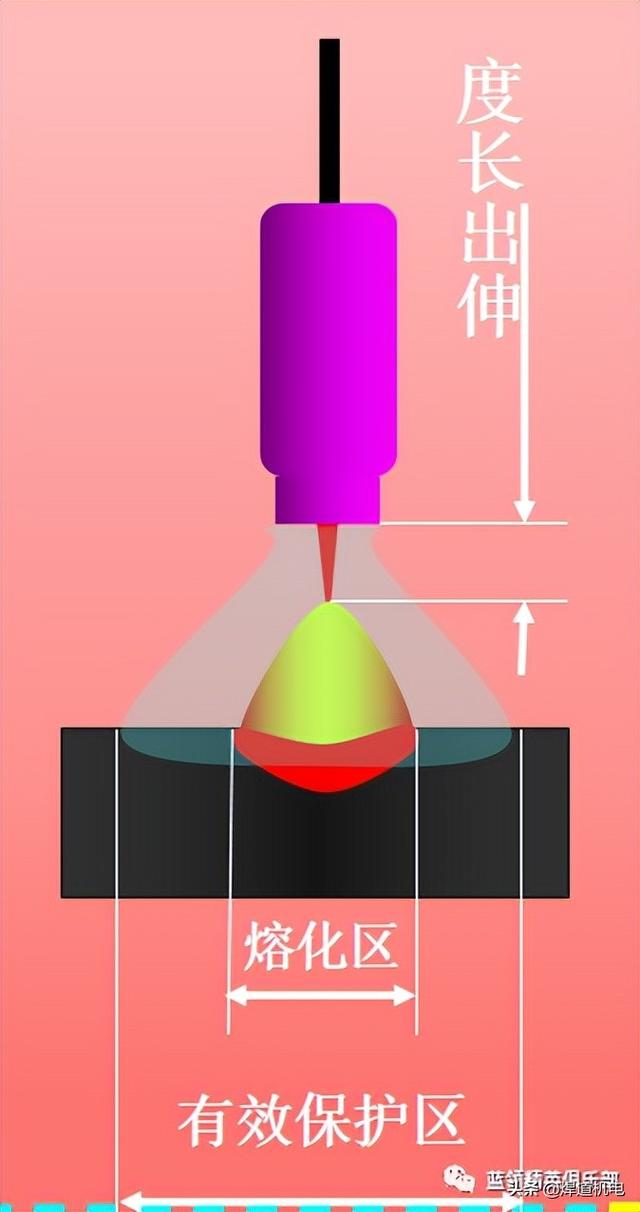
5、钨极伸出长度对气孔的影响
钨极伸岀长太长,氩气对电弧和熔池的保护效果变差,容易产生气孔。钨极伸出长度一般为3~4 mm,伸出长度过小,电弧热烧损喷嘴,焊工观察熔池不利。伸出长度过长,影响保护效果,钨极易烧损,易与熔池短路,造成焊缝夹钨、气孔。
6、送丝不规范对气孔的影响
电弧引燃后要在焊件开始的地⽅预热3—5秒,形成熔池后开始送丝。焊接时,焊丝焊枪⾓度要合适,焊丝送⼊要均匀。
焊丝端部不能离开氩气保护区域,熔化状态的焊丝端部离开氩气保护区域会立即氧化,不锈钢尤其明显。在点送焊丝时会带入空气进入氩气保护区,焊枪角度在45度左右,甚至更大,气孔倾向明显增多,特别是管道死角位焊接,焊枪角度大,此时送丝要缓缓加入熔池,不能快进快出,把气孔出现的概率降到最低。

7、焊接速度对气孔的影响
焊接速度过快,由于空气阻力对保护气流的影响,氩气气流会弯曲,偏离电极中心和熔池,对熔池和电弧保护不好,容易产生气孔。
焊接速度根据熔池大小、形状和焊件熔合情况随时调节,以保证单位时间内给焊缝适宜的热量。
焊接速度慢时:焊道宽熔深深;容易烧穿和咬边。
焊接速度快时:焊道窄熔深浅;破坏气体保护氛围,产生气孔和未焊透。
熔池呈椭圆状态,速度正好。

8、熄弧方法对气孔的影响
熄弧时采用衰减电流或加焊丝、把电弧带到坡口侧并压低电弧的熄弧方法,不要突然停弧造成高温的熔池脱离氩气流的有效保护,避免弧坑岀现气孔或缩孔。无论熄弧或停弧都不允许焊枪立即移开,应在熄弧处停留6~8秒,以保证高温下的熄弧部位不被氧化。
我们要用正确的收弧法,避免产生气孔。
电流衰减法,使焊接电流逐渐减小,缓慢降温,缩小熔池,完成停弧。
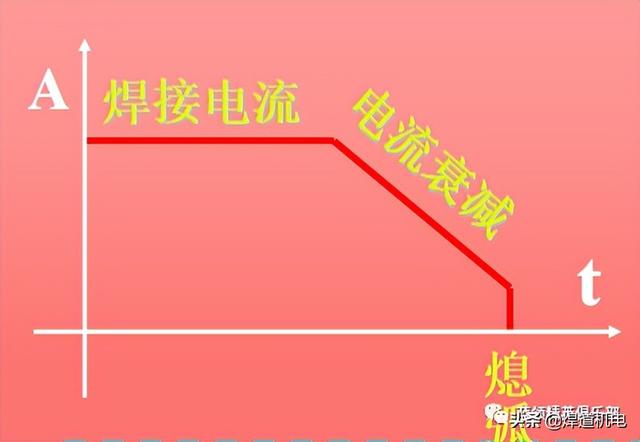
电流衰减法(高频)
熔池衰减法,加快运弧速度,运弧长度20~30mm,3~5s 内完成,使熔池逐渐缩小。

熔池衰减法(土把)
五、焊接材料的影响
1、坡口清理对气孔的影响
坡口面以及坡口两侧各10mm范围都要打磨干净,避免焊接时电弧产生的磁性把熔池附近的铁锈吸入熔池。油、锈、水是引起气孔的关键因素。

2、焊丝不干净对气孔的影响
焊丝表面有铁锈、油污、水将直接促使焊缝内产生大量的气孔。
我们用的碳钢焊丝也是硅锰焊丝,表面镀铜作用是防生锈,硅锰有脱氧作用,焊丝开封后受潮生锈,要擦掉锈在用,不能直接焊,容易产生气孔。焊丝每天领用不能太多,避免放在室外生锈。
经常会有学员问我,老师氩弧焊有气孔,有什么诀窍防止气孔产生呢?引起手工钨极氩弧焊焊接时产生气孔的因素较多,但是,只要了解了氩弧焊的特点,知道了产生气孔的原因,并根据实际情况逐一排查影响因素,排除所有引起氩弧焊时焊缝产生气孔的因素,就能够在实际焊接中提高焊接一次合格率。
相关参考
焊枪500喷咀(牛人总结了20条经验防止氩弧焊出气孔,提高焊缝一次合格率)
气孔,手工焊会有,氩弧焊同样会有,氩弧焊气孔会更复杂。要想了解氩弧焊为什么出气孔,首先要了解氩弧焊的原理和焊机的供气系统等。任何环节出现问题都可能产生缺陷,不可能无缘无故出现,只有知己知彼才能百战不殆...
氩弧焊出气孔什么原因(牛人总结了20条经验防止氩弧焊出气孔,提高焊缝一次合格率)
气孔,手工焊会有,氩弧焊同样会有,氩弧焊气孔会更复杂。要想了解氩弧焊为什么出气孔,首先要了解氩弧焊的原理和焊机的供气系统等。任何环节出现问题都可能产生缺陷,不可能无缘无故出现,只有知己知彼才能百战不殆...
水冷氩弧焊水管怎样接(氩弧焊枪之实用和选型,经验总结,值得拥有)
氩弧焊枪和气保焊枪最大的区别就在于它们的熔化极不同。氩弧焊枪是钨针作为加热端是非熔化极。气保焊枪是焊丝作为熔化极。对氩弧焊枪的要求是保护气流具有良好的流动状态和一定的挺度,以获得可靠的保护。焊枪有良...
我接触氩弧焊时间不长,总结经验分享跟大家。欢迎大家讨论!!主要还是熟能手巧,板的厚度和点击的时间,还有电流都是相连系的,要配合的很好。省气谈不上,只要不要过余的开的太大就行。还有钨针的最好尖一点,在焊...
...解决:1、检查外部220V/AC电压;2、检查接头;3、更换。二、氩弧焊机电源开关打开指示灯亮,风机不转或转几下停了,按焊枪开关无反应1、电源开关到底板接插线未插好;2、供电电压过高或过低,引起过压保护;3、电源输入线过细过长,...
家用氩弧焊机没高频的维修谈不上什么技术,也就分享一下小常识。或许可以给有需要的朋友一点帮助。自己用的氩弧焊机200型的,使用频率并不高。最近使用没高频了,也就不起弧了。(具体故障描述为:按焊枪开关,听不到...
焊工:你不是一个人在战斗!氩弧焊的操作手法氩弧是一种左右手同时动作的操作,与我们平时生活中的左手画圆右手画方相同,所以建议在刚开始学习氩弧焊的人员进行类似的训练,对学习氩弧焊有一定的帮助。(1)送丝:...
氩弧焊机水冷焊枪接法(氩弧焊的具体操作及注意事项-亨孚科技)
一、氩弧焊机操作规程:1.根据外部接线图正确连接,连接水源和氩气;2.焊机连接后,通过控制箱面板上的开关将控制线输入网络。当电源打开时,指示灯亮起。3.引入冷却水和水流开关,水流指示灯亮,调节水流(流量应不小...
氩弧焊机焊枪安装图片(钨极氩弧焊设备的安装和使用过程中这些是要特殊注意的地方)
...水管、气管是否接好,以保证正常供水、供气。使用钨极氩弧焊设备进行焊接时,应遵从以下步骤。①接通主电源、冷却水源及气源,并检查是否处于正常状态。②将焊接电源中的开关切换到“通”位置,焊接转换开关切换到“...
氩弧焊有几种焊枪(手工钨极氩弧焊焊枪的横向摆动方式有哪些?)
在很多情况下,为了获得较宽的焊道或保证坡口两侧的良好熔合,需要对焊枪进行小幅的横向摆动。摆动频率和幅度以不破坏熔池的保护效果为原则。常用摆动形式有三种:r形摆动、圆弧之字形摆动及圆弧之字形侧移摆动。①r形...