气阀片(柴油加氢装置循环氢压缩机气阀故障分析及改进措施?)
Posted
篇首语:吃的苦中苦,方为人上人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气阀片(柴油加氢装置循环氢压缩机气阀故障分析及改进措施?)相关的知识,希望对你有一定的参考价值。
气阀片(柴油加氢装置循环氢压缩机气阀故障分析及改进措施?)
【背景】循环氢压缩机是加氢装置的关键设备,其完好、安全、平稳运行是加氢装置安全、平稳、长周期生产运行的关键。本文以对某柴油加氢装置循环氢压缩机在生产运行过程中,气阀频繁出现故障失效的问题进行深入具体分析,找出气阀频繁故障的原因,结合检修情况及机组目前实际运行的工况,对机组从气阀阀片、弹簧、卸荷阀压叉等辅助部件进行设计改进,同时对操作工况进行优化,如机组带液、粉尘问题的解决。经过对气阀和进气气源的改造优化,最终使机组气阀频繁故障问题得以解决,取得了明显的改造效果,目前该机组平稳运行4000h,未出现气阀异响故障,确保机组的安全生产运行,装置的长周期运行提供了有力的保障。

一、概述
在石油化工行业中,使用最广泛的压缩机组为往复式压缩机、离心式压缩机。压缩机机组是炼化装置的核心设备,其长周期、安全、平稳运行,是炼化装置长周期、安全生产运行的关键。其中往复式活塞式压缩机在石油化工生产中、高压及超高压,低流量范畴内,仍然占据着难以替代的重要位置。由于设计水平和加工质量不断提高,近年来国产活塞式压缩机也得到了广泛的使用。如下表1-1是活塞式压缩机在石油化工生产中的应用示例。
示例。
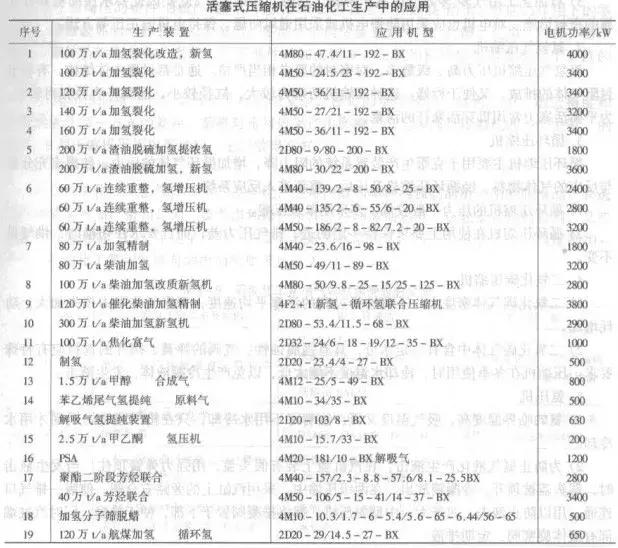
表1-1:活塞式压缩机在石油化工生产中的应用
(注:图表资料来源于《石油化工厂设备检修手册 压缩机组》 王福利 )
在加氢精制装置,循环氢压缩机是加氢装置的核心设备,主要为加氢反应提供反应氢气和带走反应热。某公司柴油加氢装置自2016年10月装置开工试生产,在机组生产运行近1个月过程中,循环氢压缩机C-1002A/B接连发生9次因气阀故障,导致机组频繁切换和维修,不仅增加了操作和检维修人员的劳动强度,
而且影响到装置的平稳运行,由于该机组是加氢装置的关键设备,属于公司级特护设备,一旦停机将造成装置全面停工,给公司带来较大的经济损失。循环氢压缩机的安全、平稳和长周期运行是非常重要的,对确保装置的长周期、安全、平稳生产运行是非常关键的,对企业的生产经营起到非常重要的作用。
二、机组概况及运行状况
(1)机组概述
某公司柴油加氢改质装置循环氢压缩机C-1002A/B机组为固定水冷、一级、对称平衡型无油润滑往复活塞式压缩机,其作用为加氢装置反应系统用的循环氢增压循环,一备一用。机组详细的技术参数如表2-1所示。
表2-1:循环氢压缩机C-1002A/B技术参数表
序号 | 名称 | 单位 | 主要技术参数 |
1 | 型号 | DW-11.46/30-42 | |
2 | 型式 | 二列单级对称平衡型无油水冷活塞式 | |
3 | 介质 | 循环氢 | |
4 | 压缩级数 | 一级 | |
5 | 吸气压力 | MPa | 3.0 |
6 | 排气压力 | MPa | 4.2 |
7 | 吸气温度 | ℃ | 40 |
8 | 排气温度 | ℃ | ≤93 |
9 | 容积流量(吸入状态) | m3/min | 11.46 |
10 | 转速 | r/min | 420 |
11 | 润滑方式(传动机构) | 油泵压力供油润滑 | |
12 | (气缸) | 无油润滑 | |
13 | 冷却水消耗量 | m3/h | 12.0 |
14 | 氮气消耗量 | Nm3/h | 0.5-1.0 |
15 | 仪表风消耗量 | Nm3/h | 1.0 |
16 | 驱动方式 | 刚性联轴器直联 | |
配套电机 | |||
序号 | 项目 | 单位 | 参数 |
1 | 型号 | YAKK6303-14WTH | |
2 | 型式 | 增安型三相异步电动机 | |
3 | 额定功率 | kw | 355 |
4 | 额定电压 | V | 10000 |
5 | 额定转速 | r/min | 425 |
6 | 额定频率 | Hz | 50 |
7 | 额定电流 | A | 30.4 |
8 | 防爆等级 | eⅡT3 | |
9 | 防护等级 | IP55 | |
10 | 绝缘等级 | F | |
11 | 电机控制方式 | 就地 | |
12 | 工作方式 | 连续 |
(2)机组运行状况及存在问题
柴油加氢改质装置循环氢压缩机为反应系统用的循环氢增压循环,共设2台,一开一备,设计参数见表2-1。该机组自2016年10月装置开工试生产以来,气阀故障率高,频繁发生故障,导致机组切换和维修频次高,操作人员和检维修人员劳动强度大。根据检维修记录显示,2016年10月至12月,机组因气阀故障维修频次达到9次。在这个生产周期循环氢压缩机C-1002A/B故障停机情况汇总见表2-2所示:
表2-2循环氢压缩机组气阀故障停机情况统计
停机次数 | 故障现象 | 原因分析 | |
A机组 | B机组 | ||
1 | 1 | 排气温度高。 | 阀片、弹簧腐蚀,阀片部分断裂,弹簧大部分断裂。 |
1 | 气阀温度高,排气量降低,循环氢量波动大。 | 卸荷阀故障。 | |
2 | 1 | 循环氢量持续下降,低于8000Nm3/h,气阀温度升高并伴有鸣叫声。 | 阀片、弹簧腐蚀,阀片、弹簧断裂严重;循环氢带油并携带有粉尘大量聚集在气阀上形成油泥、积炭。 |
1 | 右气缸气阀温度急速升高,并有异响。 | 气阀阀座断裂,阀片、弹簧断裂,机组突然严重带液。 | |
1 | 1 | 吸气阀有异响 | 阀盖螺栓松动后,引起压阀套撞击阀座引起的异响. |
累计停机次数 | A机组 | B机组 | |
9 | 5 | 4 |
从上表2-2可以看出,在这个周期(2个月)的开工生产过程中,循环氢压缩机共发生故障9次,造成2台机组频繁切换运行,严重影响装置安全、平稳、长周期、优生产运行。同时维修单位也投入了量的人力、物力.对机组进行抢修、保运。根据现场对气阀拆检情况分析,发现机组气阀故障主要集中在以下几个问题:
(1)气阀部件阀片、弹簧腐蚀断裂;
(2)机组催化剂粉尘多,在气阀上积聚油泥、积碳;
(3)机组带液,气阀阀座断裂;
(4)阀盖螺栓松动后,引起压阀套撞击阀座引起的异响;
(5)顶开吸气阀气量凋节机构卸荷阀设计不合理,容易卡死。
三、循环氢压缩机气阀故障原因分析
检修的情况看,气阀故障主要表现为阀片、弹簧大量断裂;阀座上堆积催化剂粉尘、油泥、积碳较多,阀座液击断裂。同时机组带液,粉尘大。因此,从检修的情况分析,及结合机组实际的运行工况,造成气阀故障原因主要有以下几个方面:
(1)装置加工高硫油,循环氢中H2S含量高,循环氢高浓度的H2S加速气阀弹簧、阀片腐蚀断裂。对气阀进行拆检发现进气阀弹簧断裂、阀体内积累较多杂质、阀片断裂等,见图3-1所示。
图3-1:阀片、弹簧断裂
在装置生产过程中对循环氢定期取样分析,循环氢H2S含量在10000-15000ppm;通过取压缩机气阀上的垢样,按照SH/T0656方法进行了碳、氢、氧含量分析,从分析结果及样品性状看,样品中除碳氢外,非金属元素中硫氮含量较高,分别为16.10%和5.02%,金属元素中铁含量较高,为14.6%。因此装置存在有腐蚀及结焦现象。因此,由于H2S含量高,具有腐蚀作用,尤其在停机后存在于冷却后的湿气中,其腐蚀性会大大增强。弹簧在经历长时间高频率的工作后会不断积累疲劳断裂的可能性,如果再有腐蚀,会加速弹簧疲劳断裂,弹簧断裂后阀片弹性缓冲力减弱,阀片倾侧撞击阀座阀盖进一步造成阀片断裂引起气阀异响,对应的卸荷阀压叉脚在卸荷的时候因为受力不均匀,也增加了断裂的可能性。因此高浓度H2S腐蚀加速了弹簧断裂。
(2)循环氢中携带的催化剂粉尘较多。如图3-2,催化剂粉尘会积聚在气阀阀片、阀座上形成油泥、积碳,堵塞气阀的流通面积,影响阀片的启闭,阀片弹簧受力不均,长期处在较高的交变应力工况下工作,容易造成阀片、弹簧断裂。
(3)循环氢气中夹带少量液体组分。生产上循环氢气虽然经过循环氢分液罐进行分离,但仍带有少量较轻的液体组分,同时生产上的操作波动将会使液体组分进一步增加。从而使压缩机吸入的氢气带液,对气缸及气阀产生液击。机组在生产运行过程中带液运行,形成液击,极易造成气阀阀片、弹簧、阀座损坏或断裂,导致气阀故障,同时因液体难压缩,机组带液运行存在严重的安全隐患。如图3-3,因液击造成气阀阀座断裂。
(4)阀盖螺栓松动后,造成压阀套撞击阀座引起的异响。该机组阀盖螺栓运行中经常发生松动,检查发现螺栓螺纹受损,螺帽在螺杆上不能自由地来回运动(质量性能可靠的螺栓螺帽可以在螺杆上轻松自由地来回运动),这样导致螺栓在没有压紧时就已经压不动了,整个阀盖圆周上的螺栓预紧力不足,运行会发生松动,一旦阀盖上个别螺栓松动后,压阀套开始撞击气阀阀座发出异响。
(5)顶开吸气阀气量凋节机构设计不合理,容易卡死。卸荷阀顶开装置结构设计不合理,故障卡死,致使气阀阀片在卸荷时不能完整顶开或加荷时气阀阀片不能正常打开,导致气阀工况不稳。
四、改进措施
针对循环氢压缩机在生产运行期间存在的问题,及对这些故障原因进行分析,在装置停工检修期间,我们采取以下改进措施:
(1)针对现工况循环氢含H2S高腐蚀的问题,对原来的气阀进行重新设计,采用耐H2S腐蚀的PEEK气阀,对气阀(含阀片、阀座、弹簧)进行材质升级,选择耐H2S腐蚀的材质。阀片材质升级选用PEEK;气阀弹簧材质选用17- 7PH进口钢丝;为了能使整套气阀抵抗H2S腐蚀,对阀盖、阀座、弹簧、垫片等部件采取表面非晶态处理措施,喷涂耐高温的防腐涂层,如表4-1所示。图4-2为改造后的气阀。
表4-1:改造前后气阀主要部件材质比较
原设计气阀材质 | 改造后气阀材质 | ||||
阀片 | 阀座 | 弹簧 | 阀片 | 阀座 | 弹簧 |
3Cr13 | 3Cr13 | 17—7PH | PEEK | 3Cr13(喷涂防腐涂层) | 17- 7PH进口钢丝 |
图4-2:改造后新设计的气阀
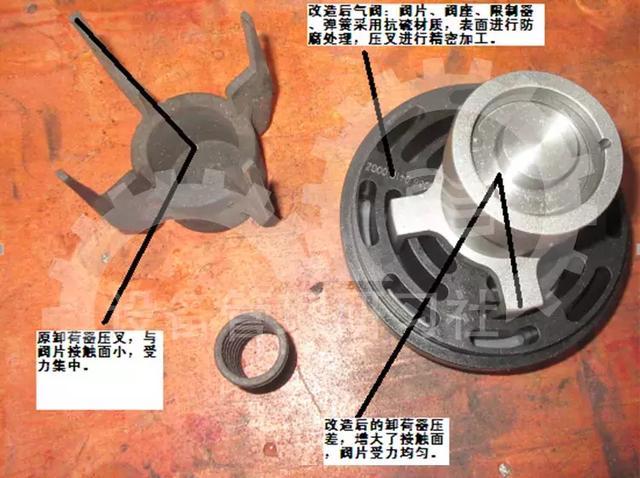
(2)对负荷控制器进行重新核算、设计、改造,使气阀工况稳定。如4-2所示,原卸荷阀压叉脚小,与阀片接触面积小,受力集中,不均匀,当气阀上有积聚的杂物时,容易卡死。所以对压叉进行重新设计,如图4-2所以,增大了压叉的接触面积,选用耐硫腐蚀的材质。
(3)对机组带液和粉尘问题,在循环氢分液罐增加丝网除沫气,在压缩机吸入管路上增加一台旋风分离器。对循环氢中携带的少量液体、催化剂粉尘进行进一步分离,减少循环氢中的液体夹带和催化剂粉尘,改善气阀工况。同时打开进口过滤器检查,更换损坏的过滤器滤芯,并选用耐H2S腐蚀的材质,选择不锈钢316。要定期检查机组进口管线Y型过滤器滤芯滤网是否腐蚀脱落,过滤器是否堵塞,进行清理。
(4)对气阀阀盖螺栓进行重新测绘并提高其材质强度等级,对螺栓的热处理过程提出严格控制要求,同时气阀阀盖螺栓采用定力矩紧固,确保预紧力均匀。
(5)控制好检修质量,要严格按照《SHS 01020-2004 活塞式压缩机维护检修规程》进行检修和验收。采购时要严格把控好气阀及弹簧的质量。对更换的备件要认真检查验收,阀片不得有变形、裂纹、划痕等缺陷;阀座密封面不得有腐蚀麻点、气孔及划痕,表面粗糙度为Ra0.8,阀座边缘不得有裂纹、沟槽等缺陷;阀座与阀片接触线应连续封闭;对气阀组装后,用煤油进行气密性试验,对超标一律更换或返修。
(6)加强机组的管理。日常要加强机组的管理工作,做好机组的日常维护保养和定期维护保养工作,成立公司级的大型机组的特护工作,岗位操作人员要严格按照设备安全操作规程操作。
五、改造效果
通过实施以上改进措施,自改造后机组投入生产运行以来,机组故障率明显降低,气阀故障问题基本上得到了有效控制,取得了较好的改造效果,避免了大型机组发生故障可能造成的操作波动,目前该机组平稳运行4000h未出现气阀异响故障。
六、结论
气阀故障是往复活塞式压缩机常见的故障之一,其产生的原因具有工艺工况方面的原因,也有设备及机组管理方面的原因。因此,本文通过对某柴油加氢改质装置循环氢压缩机在生产运行过程中,频繁出现的气阀故障进行分析,找出了气阀频繁故障的原因,提出有效的改进措施,解决了机组气阀频繁故障问题,取得了明显的改造效果,希望为国内同类设备处理类似问题提供了一定借鉴和参考。同时在管理上,应该建立健全大型机组的特护管理组织机构,明确职责,加强分工,加强机组的管理工作;加强机组的日常维护保养和定期维护保养工作;机组要定时定点进行巡检点检工作,及时发现机组在运行过程中的隐患,确保机组的安全运行。岗位操作人员要严格按照设备安全操作规程进行操作,严禁违规操作。只有这样坚持科学的管理,才能降低设备故障率,才能降低设备维修和管理成本,确保设备的安全运行,提高企业的经济效益。
相关参考
压缩机气阀的运动规律是气缸内压力、管路压力、气阀弹簧力、阀片开启高度、阀片重量等综合因素作用的结果。因此综合研究分析各个作用力与气阀弹簧力及气阀运动的关系,有助于查找气阀故障的原因和选择合适的气阀弹簧...
压缩机气阀的运动规律是气缸内压力、管路压力、气阀弹簧力、阀片开启高度、阀片重量等综合因素作用的结果。因此综合研究分析各个作用力与气阀弹簧力及气阀运动的关系,有助于查找气阀故障的原因和选择合适的气阀弹簧...
柴油车废气阀坏了有什么现象(汽车故障灯一直闪?也许你该查查废气阀)
汽车故障灯一直闪?也许你该查查废气阀废气阀位置一、废气阀的作用:汽车废气阀的作用是使汽车废气得以再次循环进入气缸燃烧,而这少部分废气降低了燃烧时气缸中的温度,因NOX是在高温富氧的条件下生成的,故抑制了NOX...
一、船舶柴油机排气阀故障的原因分析1.排气阀的工作条件船舶柴油机中排气阀的工作条件十分恶劣,气阀底面与高温燃烧产物直接接触,在气阀开启期间还承受着高温(900~1000°C)和具有腐蚀性气体的高速(达600m/s)冲刷,...
今天因大师给大家分享一套迅速有效诊断空气压缩机故障的方法。1通过电流表判断空气压缩机满负荷运行时,正常电流为310~330A。当空气压缩机电流小于300A时,主要原因是由一级吸排气阀漏气、一级活塞环磨损和空气滤清器滤...
一、各种阀门常见故障判断和原因a)电动阀门常见故障及原因分析参见附录A。b)液动阀门常见故障及原因分析参见附录Bc)气动阀门常见故障及原因分析参见附录C。d)气液联动阀门常见故障及原因分析参见附录D二、检修内容(一)...
通常我们聊到EGR系统,理解就是废气再循环系统,通过将废气导入到燃烧室,从而降低发动机燃烧峰值,达到减少NOx排放的目的。柴油车采用的是外部系统,即排气管与进气管之间用一个管路连通,管路中安装一个阀控制废气进...
...造成2人死亡、1人轻伤。经分析,事故直接原因是循环氢压缩机因润滑油压力低而停机后,加氢原料进料泵随即联锁停泵,但因泵出口未设置紧急切断且单向阀功能失效,加之操作人员未能第一时间关闭泵出口手阀,反应系统内...
一、水环真空泵(一)水环泵常见故障的原因及处理措施1.真空度不够可能原因:电机供电不足导致转速不够;供水量不足;叶轮与分配板之间的间隙过大;机械密封破损导致漏水漏气;叶轮磨损过多;循环水排不出。排除方法...
半封活塞压缩机是最早使用、且至今还广泛应用的压缩机,因制造技术成熟,对加工材料和加工工艺要求比较低,装置系统比较简单,应用范围广等优点,现应用在冷库、陈列柜、其他(如制冰机、冻干机、隧道速冻、医疗等)制...