气焊是熔化焊吗(建设工程技术与计量——焊接的种类)
Posted
篇首语:苦心人天不负,卧薪尝胆,三千越甲可吞吴。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气焊是熔化焊吗(建设工程技术与计量——焊接的种类)相关的知识,希望对你有一定的参考价值。
气焊是熔化焊吗(建设工程技术与计量——焊接的种类)
这几天忙得太累了,下班之后躺下就睡,都顾不上学习了,抽个空学一点,学一点。
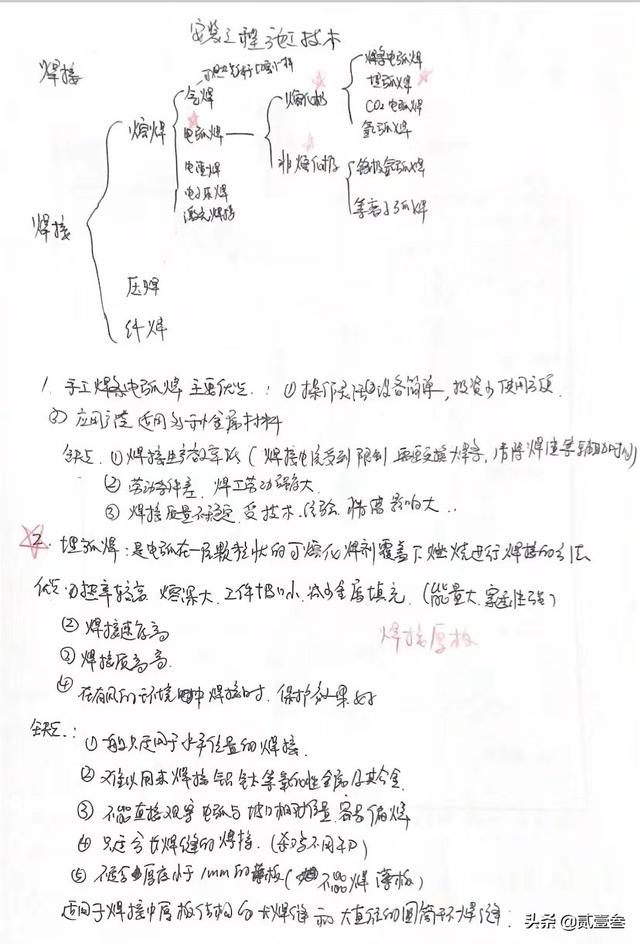
焊接分为 熔化焊、压力焊、纤焊;熔化焊为重点考点,熔焊又分 气焊、电弧焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊) 非熔化极(钨极惰性气体保护焊、等离子弧焊)
1、手工焊条电弧焊:
优点:操作灵活、设备简单、投资少、使用方便,应用广泛
缺点:焊接生产效率低、劳动条件差、焊接质量不够稳定。
2、埋弧焊:是在一层颗粒状的可熔化焊剂覆盖下燃烧进行焊接的方法。
优点:
1)热效率高、熔深大 工件坡口较小,减少金属填充量
2)焊接质量好
3)焊接速度高
4)在有风的环境中,效果胜过其他焊接方法。
缺点:
1)一般只能适用于水平位置的焊接
2)不能焊接铝、钛等氧化性强的金属及合金
3)不能之间观察电弧与坡口的位置,容易焊偏。
4)只适合焊接长焊缝。
5)不适合焊接厚度小于1mm以下的薄板。
由于埋弧焊熔深大,生产效率高,适于焊接中厚板结构的长焊缝及大直径的圆筒的环焊缝。
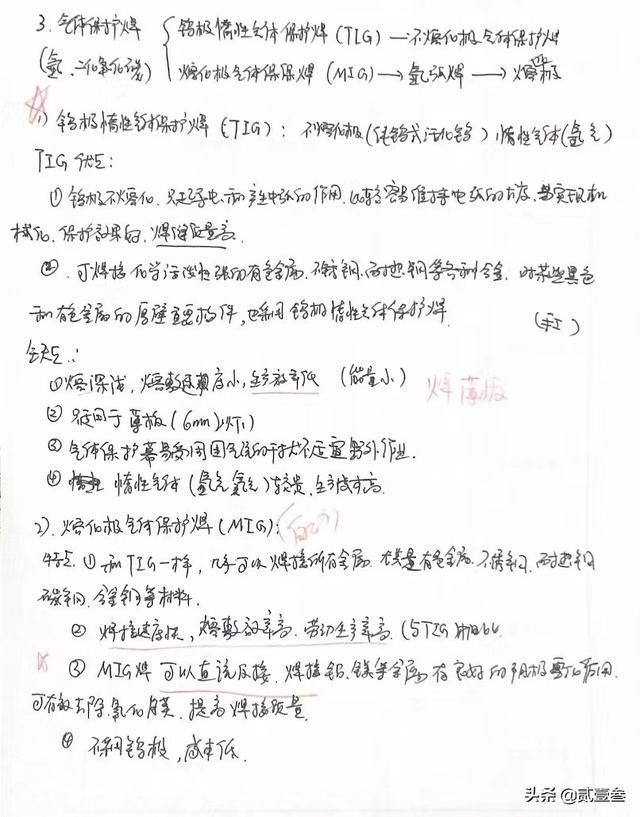
3、气体保护焊
钨极惰性气体保护焊(TIG):采用纯钨及活化钨为不熔化极,惰性气体氩气(手工)
优点:
1)钨极不熔化,只起导电和产生电弧作用,比较容易维持电弧长度,焊接过程稳定,易实现机械化,保护效果好,焊缝质量高。
2)可焊接化学性活泼的铝、镁等有色金属、不锈钢、耐热钢等各种合金,对于某些黑色和有色金属的壁厚重要构件,为确保质量也采用钨极惰性气体保护焊。
缺点:
1)熔深浅、熔敷速度小,生产效率低
2)只适用于薄板(6mm以下)及超薄板材料焊接
3)气体保护幕易受周围气流干扰,不适宜野外作业
4)惰性气体较贵,生产成本高
熔化极气体保护焊(MIG)特点(自动)
1)、和TIG焊一样,几乎可以焊接所有金属,尤其适宜焊接有色金属、不锈钢、耐热钢、碳钢、合金钢等材料
2)、焊接速度快、熔敷效率高、劳动生产率高
3)MIG可以直流反接,焊接铝镁等金属时有良好的阴极雾化作用,可以有效去除氧化膜,提高焊接质量
4)不采用钨极,成本比T IG低。
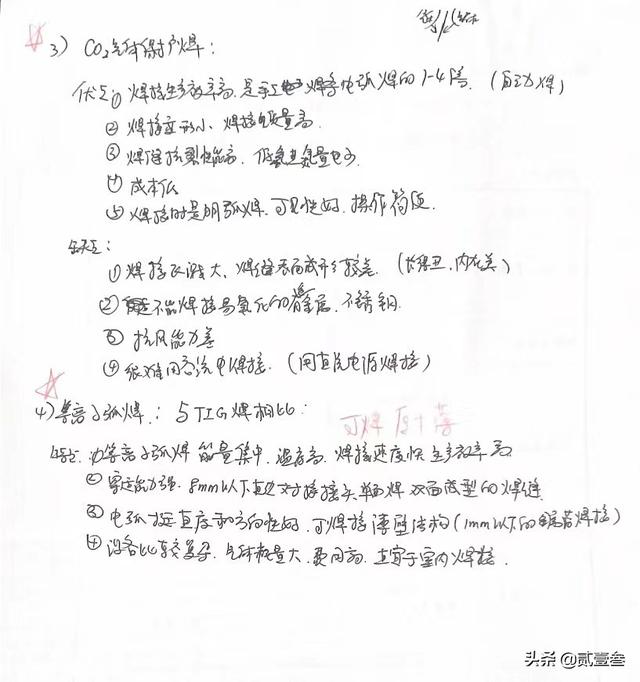
CO2气体保护焊(自动)
优点:
1)焊接生产效率高,是手工焊条电弧焊的1-4倍
2)焊接热影响区和变形小,焊接质量高
3)焊缝抗裂性能高,焊缝低氢和含氮量也少
4)成本低
5)焊接时电弧为明焊,可见性能好,操作简单。
缺点:
1)焊接飞溅较大,焊缝表面差
2)不适用焊接具有氧化性的有色金属、不锈钢
3)抗风能力差
4)很难用交流电焊接(用直流电焊接)
4、等离子保护焊
等离子电弧焊与钨极惰性气体保护焊相比;
1)等离子弧能量集中、温度高、焊接速度快,生产效率高
2)穿透能力强,8mm以下的直边对接接头单面焊双面成型的焊缝
3)电弧挺直度和方向性好,和焊接薄壁结构(1mm以下的金属箔的焊接)
4)设备比较复杂、气体耗量大,费用高,只宜室内焊接。
相关参考
这几天忙得太累了,下班之后躺下就睡,都顾不上学习了,抽个空学一点,学一点。焊接分为熔化焊、压力焊、纤焊;熔化焊为重点考点,熔焊又分气焊、电弧焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊...
这几天忙得太累了,下班之后躺下就睡,都顾不上学习了,抽个空学一点,学一点。焊接分为熔化焊、压力焊、纤焊;熔化焊为重点考点,熔焊又分气焊、电弧焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊...
这几天忙得太累了,下班之后躺下就睡,都顾不上学习了,抽个空学一点,学一点。焊接分为熔化焊、压力焊、纤焊;熔化焊为重点考点,熔焊又分气焊、电弧焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊...
这几天忙得太累了,下班之后躺下就睡,都顾不上学习了,抽个空学一点,学一点。焊接分为熔化焊、压力焊、纤焊;熔化焊为重点考点,熔焊又分气焊、电弧焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊...
这几天忙得太累了,下班之后躺下就睡,都顾不上学习了,抽个空学一点,学一点。焊接分为熔化焊、压力焊、纤焊;熔化焊为重点考点,熔焊又分气焊、电弧焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊...
...钨极氩弧焊、等离子弧焊、碳弧焊、原子氢非熔化极焊、气焊、氧氢、氧乙炔、空气乙炔、铝热焊、电渣焊、电子束焊、激光焊)。这一类焊
...钨极氩弧焊、等离子弧焊、碳弧焊、原子氢非熔化极焊、气焊、氧氢、氧乙炔、空气乙炔、铝热焊、电渣焊、电子束焊、激光焊)。这一类焊
气焊的特点及应用范围(各种焊接技术知识汇总,20分钟全搞定)
...缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。(2)压焊。在焊接过程中无论加热与否,均需要
...以及焊缝标注方法。常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。其中以电弧焊应用最广。(a)对接接头、焊缝(b)搭接接头、点焊缝(c)T形接头、角焊缝常见的焊缝接头和焊缝形式表1 常用
...以及焊缝标注方法。常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。其中以电弧焊应用最广。(a)对接接头、焊缝(b)搭接接头、点焊缝(c)T形接头、角焊缝常见的焊缝接头和焊缝形式表1 常用