气源三联件指的是什么(机床加工中心设备的必备系统——气动系统原理丶应用及设计)
Posted
篇首语:忙于采集的蜜蜂,无暇在人前高谈阔论。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气源三联件指的是什么(机床加工中心设备的必备系统——气动系统原理丶应用及设计)相关的知识,希望对你有一定的参考价值。
气源三联件指的是什么(机床加工中心设备的必备系统——气动系统原理丶应用及设计)
这篇文章给大家分享气动设计方面的知识,气动系统是设备尤其是机床加工中心设备的必备系统,例如立式加工中心上的打刀缸,刀库的倒刀,气动吹扫等,这些附件都是需要气动配合的使用的,所以就单机设备而言,气动系统的设计也是非常必要和重要的。
还有,随着工业4.0的时代的到来,自动线、自动加工单元,机械手抓取等自动化、智能化设备的气动系统的配套使用,更是占据了相当的比重,本人近几年的设计项目就几乎全部锁定在加工车间的自动线和自动独立单元的研发和制造上,对气动系统的设计以及选型使用,都积累了相当多的资料和经历(稍后晒图)。
所以这篇文章主要分两个部分来进行介绍,一个部分是气动系统在立式加工中心上的使用(这种应用型的设计,只能以某个产品的进行说明和分析),第二是气动系统在自动生产线上的应用。
一、气动系统在立式加工中心中的应用
首先是介绍第一个部分,这个部分也是相对简单的,我们还是一图纸的说明方式来展开。
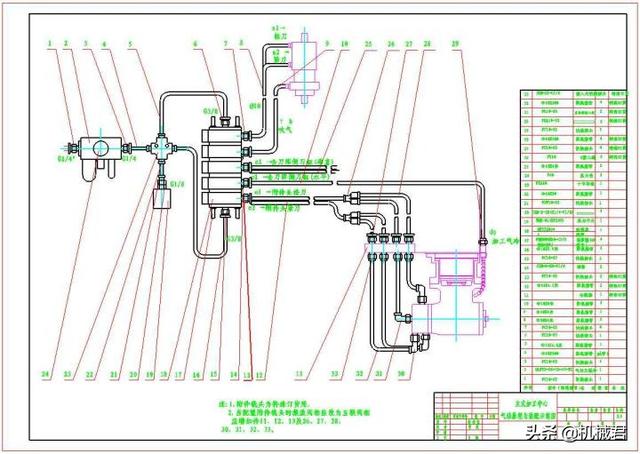
这是一份,立式加工中心的气动系统原理图,在我们做一个产品设计的时候,无论是多么简单的原理和使用,都必须图纸化和文字化处理,因为这样既便于归档,也便于产品的整理和分类存放,如果这些技术因为太过简单而没有形成图纸和文字,却只是掌握在少数人手里或脑子里,那是很危险的,一旦相关的人员辞职或者发生意外,那这个产品的正常化生产就会受到极大的影响,所以对于研发设计而言,人是不可靠的,标准的图纸和文件才是最可靠的。
从上面的图纸出发,我们先介绍一下这台立式加工中心的气动系统需要控制的几个功能模块:
1、控制打刀缸,实现刀具的自动夹紧与松开。
2、控制刀库,实现刀库的倒刀动作。
3、控制加工过程中的气动吹扫功能,实现对加工零件的风冷却和清理夹具的作用。
4、控制附件铣头,实现附件铣头刀具的自动夹紧和松开。
5、控制主轴的中心吹气功能。
以上就是这个图纸的控制原理图,并详细的表明了需要哪些气动元器件才能实现这些控制功能(气动电磁阀的选择需要和电气工程师做相应的沟通,例如控制电压,控制方式等。
上述气动系统中,一些关键的气动元器件,我在这里作一个简要的说明。
1、气动三联件

气动三联件,是指在气动技术中,将空气过滤器、减压阀和油雾器三种气源处理元件组装在一起称为气动三联件,用以进入气动仪表之气源净化过滤和减压至仪表供给额定的气源压力,相当于电路中的电源变压器的功能。
在这里要分别说一下这三个气动元件的作用和用法:
1)空气过滤器 对气动气源进行过滤,主要是对气源的清洁,可过滤压缩空气中的水份,避免水份随气体进入装置,对气源进行净化处理,但是这个过滤器的过滤效果是有限的,所以不要对此报以太大的期望,同时在设计过程中也要注意过滤出来的水的排放,不要做封闭是的设计,否则整个空间里面可能都是水。
2)减压阀 减压阀可对气源进行稳压,使气源处于恒定状态,可减小因气源气压突变时对阀门或执行器等硬件的损伤。
3)油雾器 油雾器可对机体运动部件进行润滑,可以对不方便加润滑油的部件进行润滑,大大延长机体的使用寿命。注意,大招来了,本来这个大招是传内不传外,传男不传女的。今天高兴就给大家说一说吧,在实际的使用过程中,建议不要这个油雾器,特别是在中国,为什么这么说,因为我们现在很多企业都是处于一种工业化初级阶段,对很多工业产品的正确使用方法还是不专业的,很欠缺的,况且中国现在整个就是一个大工地,空气质量主要以雾霾为主,这就意味着空气中饱含灰尘,而这些灰尘经过空压机的压缩后,单位体积内的灰尘含量会更高,而油雾器会对这些高灰尘压缩的空气进行雾化,那就会导致油雾和灰尘的混合,并形成油泥,这些油泥会随之压缩空气进入电磁阀、气缸、压力表等气动元器件中,从而导致这些元器件的堵塞和坏死,所以我给大家的建议是,如果你无法合理、规范、正确的处理气源(后面我会介绍什么样的气源才是标准的气源),那油雾器最好是不用,没有比有要好,没有油雾器,至少不会有油泥,各种气动元器件的使用寿命也会更高一点。当然如果你的气源处理非常好,那肯定是使用油雾器好,这样会极大的提升气动元器件的寿命。所以你可以对照自己的具体情况来确认是否使用。如果你已经买了气动三联件了,那也没有关系,油雾器里面不加油就可以了,让它做个摆设吧。
2、气动电磁阀

电磁阀,其实只要按标准的来选择就可以了,这里搞出来说一下,就是加深一下大家的印象,还有需要提醒一下,如果你的控制点太少了,就不要使用上面这种集成式的电磁阀组了,单独采购几个电磁阀就可以了,如果你控制的项目有很多,那最好是使用这种电磁阀组,安装和固定都相对简单,且也节约了空间,无论从使用的方便性还是外观的整洁上来说都是较好的。
3、气动压力检查开关

这个东西那是非常重要啊,因为有这个东西,你的设备才能可靠而正常的使用,因为在现实生产中,气源的压力肯定是有所波动的,甚至因为气动元器件的老化而发生气压泄露的情况,这时候如果气动元器件还处于工作状态,这是非常危险的,所以这个零件的作用就是实时监控气压,一旦气压低于你的设定值,就马上停机报警,瞧,多么的人性化设计,多么的安全考虑。
4、气动接头

现在气动接头基本上都是快插式的,在气管和快插接头连接的时候,要注意两个问题,第一是气管的端头一定要剪平,不要存在斜角,第二是一定要将气管插到位,不要随便捅一下就了事了。因为任何的大意都有可能导致接头的位置漏气,从而产生气压不稳的隐患。
二、气动系统在生产自动线中的应用
随着工业4.0的不断深化和推进,我们国家的制造业也在发生着极大的变革,传统的加工模式已经在人力成本的不断上升和技术手段的不断进步中逐渐被现在化的自动生成线加工模式所取代,虽然不是全面的取代,但是这个取而代之的趋势已经形成,并且其脚步也在不断的加快。

上图就是我们团队打造的一条自动生产线,主要由以下几个功能模块组成:
1) 数控机床 数控机床作为加工主机,实现加工过程的自动化。
2)自动上下料 通过机械手的使用,实现加工零件的自动上料和下料工序,代替工人的人工上下料动作。
3)自动夹具 通过液压系统和气功系统的配合使用,实现零件夹具的自动定位,自动夹紧与松开等动作,代替工人的人工装夹工件。
4)自动冷却与冲刷 通过自动冷却系统的设计,实现在加工过程中对工件的自动冷却和对加工铁屑的自动冲刷。
5)自动吹扫 通过自动吹扫系统的设计,实现对夹具的和工作台的自动清扫工作,便于下一个零件的定位、夹紧和加工。
6)刀具的使用寿命设定与提醒 通过对刀具的检测或对刀具加工数量的记录,实现刀具寿命提醒功能,让操作人员及时的更换刀具,实现零件的正常加工。
7)自动排铁屑 通过自动排屑器的使用,实现加工铁屑的自动排屑和收集功能,极大的降低了工人的劳动强度,改善了工作环境。
在上述的功能模块中,自动上下料的机械手部分、自动夹具部分和自动吹扫部分都牵涉到了气动元器件的使用,而且使用的元器件的种类和数量都具有相当的规模,可以说,自动生产线是无法离开气动系统来运行的。
在这套气动系统中,我们使用到的气动元器件有:气动三联件,气动检测开关,电磁阀、气缸、真空吸盘、检测开关、气管、气动接头等。
具体如何使用,那只能根据每个人的具体设计来决定,我在这里也不可能把所有的使用位置和用途都一一告诉大家,但是需要说明一个重点,那就是气动设计是工业4.0的不可或缺的支撑部分。
接下来对空压机和气源净化做一些资料的分享,这些分享都是对于如何打造一个合格的气源有非常大的帮助,是很有现实意义的知识。
1、空气压缩机(简称空压机)
空气压缩机的作用是将大气压力的空气增压成较高的压力,然后输送给气动元件使用,其按压缩方式的不同大致可以分为三大类型:
1)活塞式空气压缩机
2)旋转叶片式空气压缩机
3)螺杆式空气压缩机。
其实以上三种类型的空气压缩机的操作原理是一样的,都是将定量的空气吸入,并逐步减少空气空间的体积,以提升压力。具体的工作原理我们就不做详细的介绍,大家可以根据 自己的需要去做一些更详细的了解。
2、气源净化处理
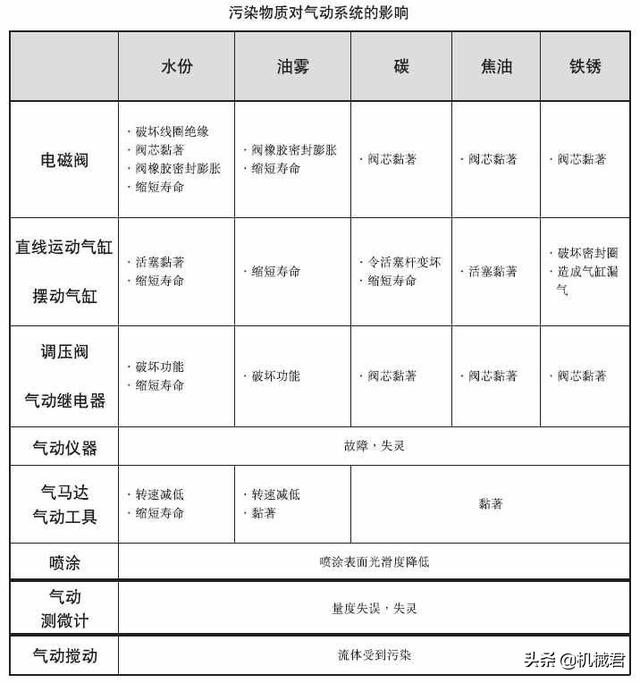
1)气源的污染物
我们在空压机气源的使用过程中,经常会发现一些油污、水份等物质,这些物质随着压缩气体的移动会直接增加气动工具或元件内运动部件的阻力,从而加速这些运动部件的损耗,降低气动元器件的使用寿命,严重时会导致气动元气件的直接损坏和报废,从而很大程度上导致了我们生产设备的停顿罢工,不仅增加了设备维护成本,也耽误了产品交货周期。
气源内的主要污染物主要有以下几种:
(1)尘埃,也就是我们通常说的大气灰尘,虽然在空压机工作时,大部分的空压机抽风入口都已装配有过滤器,但是为了避免产生过大的压力差,使得空压机的效能降低,它的过滤能力通常只能过滤到2-5微米以上的灰尘杂质,对于更小的微尘就基本上没有过滤作用了,同时,经过压缩后的空气,在相同的容积里,空气的杂质密度相对有很大的增加,因此,空压机输出的空气仍然带有大量的灰尘和杂质。
(2)润滑油,空压机在工作过程中,活塞部位有润滑油,而这个部位的润滑油会跟随空气一起进入压缩后的容器内,并与压缩空气混为一体,若压缩机温度过高,润滑油形成的油雾会被高温碳化,且油雾还会和尘埃结合形成油泥,从而堵塞元器件的进出气口和腔体,从而造成运动障碍和磨损。
(3)水份,当空压机将空气的体积减小(压缩过程),空气中可包含水蒸气的能力也相应的降低,当压缩空气离开空压机被降温后,空气内的水蒸气便会凝聚成液态水并随着压缩空气运动,从而将水份带到各种气动元件中,水份和尘埃结合,形成泥浆,也对导致气动元件的堵塞和过度磨损。
3、气源洁净管路系统
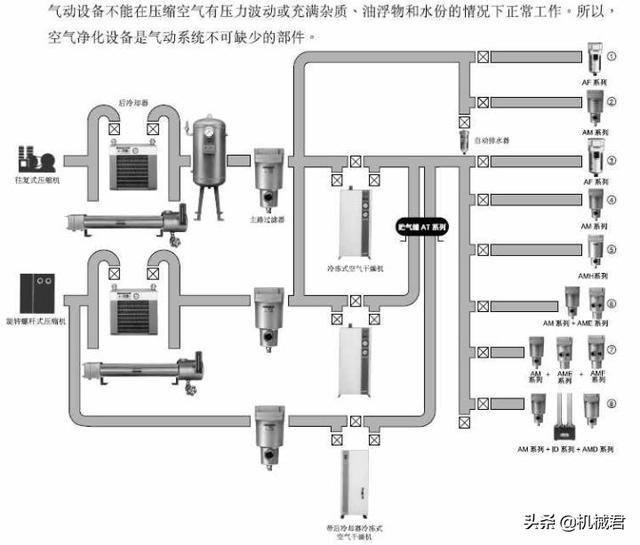
3、空气的品质定义及应用

干净的气源,不仅决定了各种气动元器件的使用寿命,也决定了其在使用过程中的可靠性,所以配置合格的气源,是每个企业应该也是必须重视的头等大事。
气动元器件品牌
我只是大致根据我使用体会来说一下:
1)费斯托,这个是第一序列的品牌,无论从价格还是质量来说都是比较牛逼的,如果你的企业不缺钱,尽量选择它们吧。
2)SMC,性价比最好的一个品牌之一,东西不错,价格也可以接受,勉强接受,其实也是蛮贵的,但是东西和售后都还可以,本人基本上都是选用的这个品牌。
3)亚德客,价格实惠,东西也还过得去,属于第三梯队的,其服务也在不断的改善和提升中,断断续续的有使用过,是国产里面比较好的吧。
以上三个品牌都是我使用过的品牌,所以拿出来跟大家分享一下,当然肯定有一些别的品牌是我没有使用过,且质量和价格也是挺好的,以上都是个人的一些对气动方面的认识,片面之处你们就当没看见吧,如果觉得有用的地方你就多看两眼。
其实写这些文章挺累的,要找很多资料,也要做一些提纲的规划,所以如果能够帮到你,你就点个赞,或者默默的走开也行,但是请不要求全责备,因个人能力有限,确实做不到面面俱到。
注:如果你觉得本文对你有一定的参考价值,请记得随手分享给你的朋友,赠人玫瑰,手留余香,对知识的分享是这个世界最大的善良。
相关参考
气动三联件(机床加工中心设备的必备系统——气动系统原理丶应用及设计)
...家分享气动设计方面的知识,气动系统是设备尤其是机床加工中心设备的必备系统,例如立式加工中心上的打刀缸,刀库的倒刀,气动吹扫等,这些附件都是需要气动配合的使用的,所以就单机设备而言,气动系统的设计也是非...
气动三联件的作用和原理(机床加工中心设备的必备系统——气动系统原理丶应用及设计)
...家分享气动设计方面的知识,气动系统是设备尤其是机床加工中心设备的必备系统,例如立式加工中心上的打刀缸,刀库的倒刀,气动吹扫等,这些附件都是需要气动配合的使用的,所以就单机设备而言,气动系统的设计也是非...
...一起呗称为气动三大件。三大件无管连接而成的组件称为三联件。三大件是多数气动系统中不可缺少的气源装置,安装在用气设备近处,是压缩空气质量的最后保证。三大件的安装顺序依进气方向分别为分水滤气器、减压阀和油...
气源处理三联件的二次压力(搅拌站人员必备技能37个搅拌站典型故障问题处理)
1、搅拌机主电机启不动故障现象:按下操作台上搅拌机启动按钮,搅拌机不启动。原因分析:1、空压机未启动或供气系统压力未达到0.4MPa。2、搅拌主机检修保护开关及主机上的带钥匙紧停开关未接通。3、操作台上的紧停开关...
气动三联件可以加液压油吗(久力增压缸——气液增压缸对气源的要求)
气液增压缸又叫气动增压缸或气动液压缸,是一种由气体驱动的气动液压元件,气液增压缸的气源直接影响气液增压缸的工作状态。气液增压缸的气源不符合要求会引起各种问题,久力为大家一一介绍。1、气源压力供应不足,...
其实数控技能和数控机床是息息相关的。数控机床,简单理解就是给机床增加数控系统。当然,数控机床不仅仅是数控系统。数控技能是当前机械加工行业使用的最先进的加工设备,它包括数控车床、数控铣床、数控铣镗床、数...
气源处理二联件(气动系统中不可缺少的装置,你知道怎么安装才对吗)
气动三联件是气源处理件,在气压传动系统中,气动三联件是指空气过滤器、减压阀和油雾器,有些品牌的电磁阀和气缸能够实现无油润滑,便不需要使用油雾器!过滤度一般为50-75μm,调压范围为0.5-10Mpa,如需过滤精度为5-10μm...
普通铣床改装数控机床(GSK25iMc广州数控系统加装第四轴实例)
概述加工中心是带有刀库和自动换刀装置的一种高度自动化的多功能数控机床。立式加工中心是指主轴轴线与工作台垂直设置的加工中心,主要适用于加工板类、盘类、模具及小型壳体类复杂零件。能完成铣、镗削、钻削、攻螺...
...何来的你可以先不了解,但是气源接到设备需经过的气动三联件是首先必须了解的。那么气动三联组合是什么。它是由过滤器、减压阀和油雾器三部分组成。这个组成大家一看就知道,因为大学这是基础课程。过滤器主要负责过...
...何来的你可以先不了解,但是气源接到设备需经过的气动三联件是首先必须了解的。那么气动三联组合是什么。它是由过滤器、减压阀和油雾器三部分组成。这个组成大家一看就知道,因为大学这是基础课程。过滤器主要负责过...