气动黄油枪加注黄油技巧(天门D81L重要培训资料)
Posted
篇首语:人生难得几回搏,此时不搏待何时。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气动黄油枪加注黄油技巧(天门D81L重要培训资料)相关的知识,希望对你有一定的参考价值。
气动黄油枪加注黄油技巧(天门D81L重要培训资料)
TMFD81L培训资料
目录:
一、自调匀整概述
二、自调匀整MINI屏菜单结构及操作
MINI屏终端结构
MINI屏终端功能按建
MINI屏终端菜单结构
调整机械重量
调整速度传感器
调整进气压力
调整凹凸罗拉
TG传感器的标定
调整FP传感器
五、匀整试纺步骤
三关
加棉条试纺
进行匀整标定
加匀整试纺并验证死区长度和放大倍数
加匀整正常开车,测试各项质量指标
监控标定及启用
正常开车运行
梳理
六、报警及问题处理
七、气路介绍
八、主机触摸屏介绍
主画面
变频器参数画面
故障显示画面
历史报警记录
班次选择画面
电子断条参数设
九、试验员注意事项
十、挡车工注意事项
十一、维修工注意事项
一、自调匀整概述
本机配备瑞士乌斯特公司的UQA短片段自调匀整,它根据检测喂入条的厚薄信号通过自调匀整控制器的运算后控制伺服机构,通过差速齿轮箱改变二三罗拉的转速,来改变总牵伸,控制出条重量。整机原理框图如下:
UQA自调匀整与质量监控:

T&G传感器用于检测喂入棉条厚度;FP传感器用于检测出条质量;出条速度传感器用于检测一罗拉的转速(T1);输入速度是指输入差速箱体的转速(T2);喂入速度是指输入速度和伺服电机的合成速度(T3)。左右眼单独控制。其中左右眼的出条速度和输入速度是相同的。
其中T&G传感器和速度传感器会影响自调匀整控制,FP传感器是质量监控的信号采样传感器,由于UQA自调匀整是开环自调匀整,FP不影响自调匀整控制,只起质量监控作用。所以即使FP传感器坏了,关掉监控开关,也不会对质量产生影响。
概念: 自调匀整并条机相对于普通并条机而言,具有自我调节的功能。通过自我调节,使输出的棉条又匀又整。
自调匀整并条机不是万能的,输入棉条质量好坏直接对匀整效果有影响。
二、自调匀整MINI屏菜单结构及操作
2.1 MINI屏终端结构

2.2 MINI屏终端功能按键
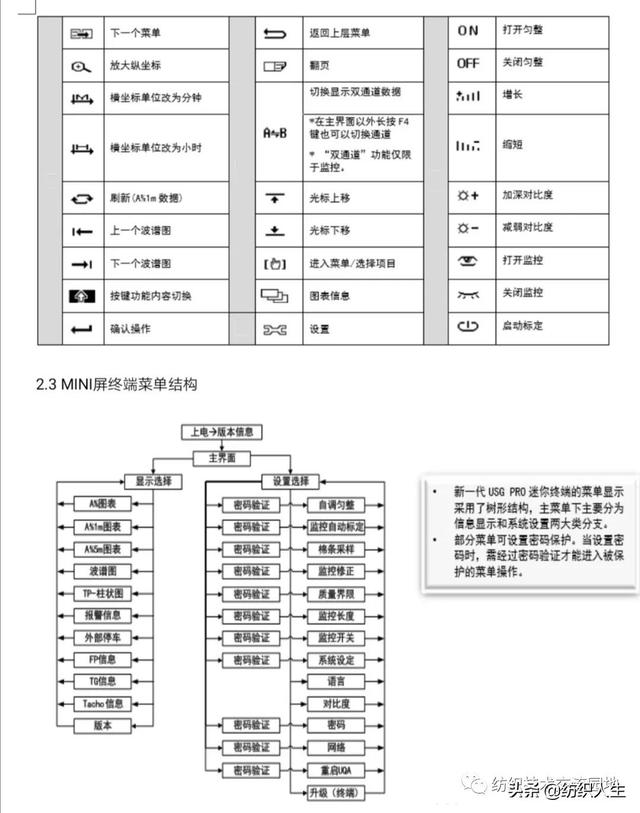
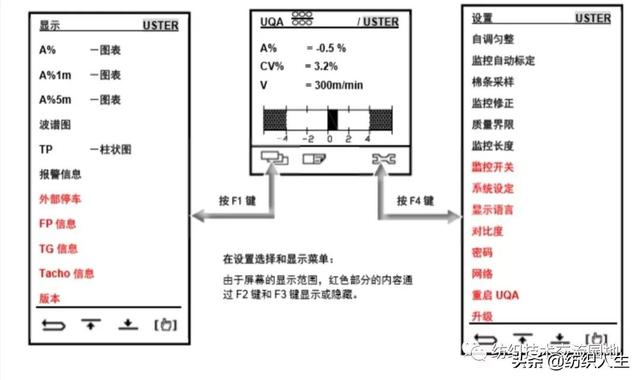
2.4 主界面USG PRO具备完全的在线质量监测和棉条自调匀整功能。 • 当系统的设置兼具自调匀整和监控功能时USG PRO仅为单通道的匀整和质量监控。 • 当系统设置为单纯的质量监测功能时,USG PRO可以同时检测双通道的棉条质量。 主界面中的质量数据:

V :当前生产速度 A% :100m棉条的支数偏差 A%5m :5m棉条的支数偏差 CV% :100m棉条的质量变异,100*2cmCV%1m :切断长度为1m变异系数,100*1m取样 CV%5m :切断长度为5m变异系数,20*5m取样 D% :牵伸变化百分比 A%1m条形图 :下方显示具体刻度,黑色部分的变化实时显示数据变化。 主界面中显示的质量数据,在设备没有运行时,显示的是停车前最后100米测得的平均值。设备必须在超出最小监测速度下运行100米后可显示新的质量数据。
2.5 显示选择和设置选择
三、D81L操作有关说明五色信号灯:
红灯亮表示前面主机故障,
红灯闪烁表示机后导条断条;
绿灯亮表示左右后检测凹凸罗拉未加压,
绿灯闪烁表示左右后检测凹凸罗拉有一边未加压,
绿灯灭表示左右后检测凹凸罗拉都已加压;
黄灯亮表示左匀整报警,报警信息见左匀整MINI显示屏;
黄灯闪烁表示左匀整报警停车,报警停车信息见左匀整MINI显示屏;
黄灯灭表示左匀整无报警;
蓝灯亮表示右匀整报警,报警信息见右匀整MINI显示屏;
蓝灯闪烁表示右匀整报警停车,报警停车信息见右匀整MINI显示屏;
蓝灯灭表示右匀整无报警;
白灯亮表示主机满桶,
白灯闪烁表示主机满桶预警;
四、自调匀整的调整步骤
4.1 调整隔距(推荐数据)
纺 棉 前区*后区=(4-6)*(9-11)
纺化纤 前区*后区=(10-13)*(17-21)
4.2 调整机械重量根据喂入棉条的重量
喂入根数以及出条重量计算出机械牵伸倍数,根据牵伸倍数换好E、F带轮;不开匀整时出条重量与标准重量的重量偏差﹤﹦3%。
4.3 调整速度传感器
速度传感器与计数齿轮间距如图所示,m约为0.2毫米,同时,传感器中心务必对正轮齿和轴心。

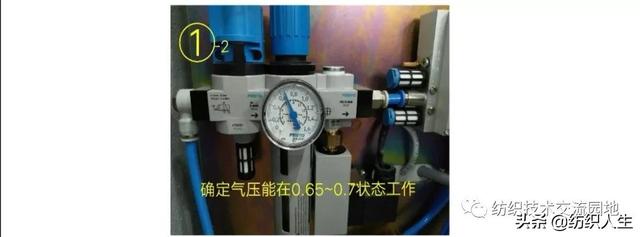
4.4 调整进气压力。进气压力﹥0.65Mpa。当进气压力小于0.6Mpa时,欠压保护动作,强制性停机。
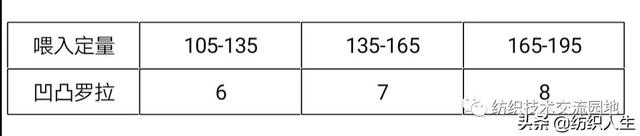
4.5调整凹凸罗拉。根据喂入的定量选用相应的检测凹凸罗拉及集束器。当然,凹凸罗拉规格还要结合T&G实时值来选定。
检测罗拉集束器与检测罗拉沟槽间如图所示最小0.5毫米,在固紧时要预留间隙,以免刮伤罗拉。该集束器出口高度要对正检测罗拉沟槽

调整凹凸罗拉的上下间隙。

检查双面齿形带的松紧,作适当的调整。注意双面齿形带作正八字张紧。

4.6 T&G传感器的标定检查加压气缸及T&G传感器锁紧螺丝是否锁紧。

调整凹凸罗拉加压簧的压力。推荐纺棉90KG,纺化纤、毛、竹纤维等95KG。粘胶90KG。检测罗拉用拉簧加压(见下图),出厂压力已调到90㎏,基本上能满足所有品种的要求。若纺制的纤维一定要调,请在检测凹凸罗拉之间插入4㎜量块,对检测罗拉进行加压,松螺母1调节螺母2使加压调节栓左、右移动,弹簧伸长到所需要的长度L,锁紧两螺母。


凹凸罗拉的标定步骤
如下图所示


综上所述,T&G实时值和T&G距离如下图

以上T&G实时值为理想状况下数值,实际情况会有偏差。匀整在工作时T&G罗拉工作在4mm时检测精度最高,因此,调试时T&G实时值在±1000mv比较好。
4.7调整 FP传感器. FP传感器冷却清洁气流的调整,分别调整图示的2个截流阀,让气流合适即可。
FP零点的步骤。
步骤1
保持在100 MV以内。标定顺序如下。



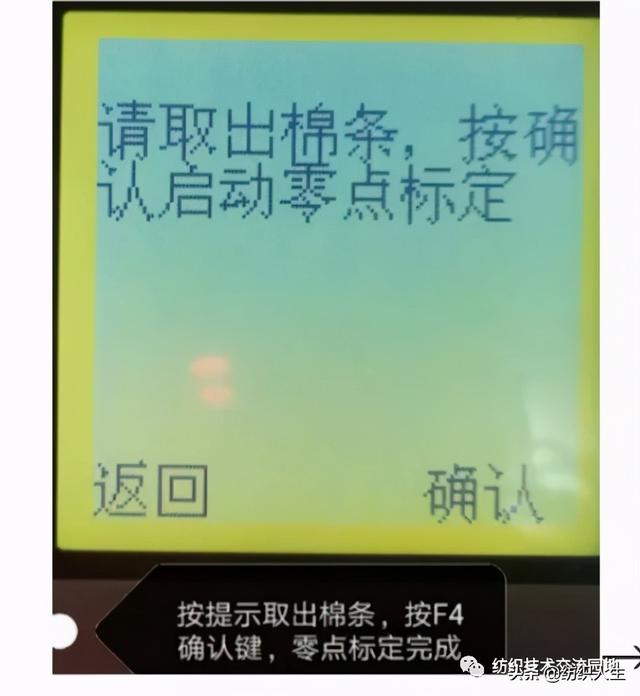
注意,首次进行FP零点标定时,导条器内是没有棉条,可以省略。标定完成后可查看一下FP信息,以确定FP零点是否正确。
步骤2
如果FP传感器零点还是不能调整到100mv以内,则必须调整FP传感器放大块内电位器的旋钮,使其电压值合格。如下图:

导棉器的选用。参照下图。以纺棉为例,纺化纤时导棉器号数稍小。

五、匀整试纺步骤。
5.1 三关。
关闭自调匀整开关—关闭总监控开关—关闭主屏幕匀整开关

5.2 加入棉条试纺。
注意分棉器的穿条线路如下,穿条错误将直接影响死区长度的精确度,影响匀整效果。检测凹凸罗拉 ◎ ◎ ◎ ◎三罗拉 检测棉条重量,调整两边的E/F带轮,使检测重量不超过目标重量的±3% 检测棉条的cv%值,cv%不超过乌斯特公报的25%水平。且波谱图无机械波。
5.3 进行匀整标定。
参数输入
a.输入目标重量和检测重量2000,(定量为以20g/5m为例)。
b.输入死区长度和放大倍数及FP线性系数。

开车进行匀整标定

注意:如果在标定过程中出现故障停车,必须重新操作。
5.4. 加匀整试纺验证死区长度和放大倍数
打开自调匀整开关,及主屏幕匀整开关。试纺100m棉条。称重并输入检测重量,再开车试纺直到重量准确。验证死区长度。死区长度是喂入检测机构钳口到可调牵伸区纤维变速点之间的距离,是自调匀整系统最重要的参数之一,它直接影响生产棉条的条干指标。每次变换品种或调整纺织工艺都需要对死区长度进行调整,一般调整完毕后应做好记录,以备以后恢复时使用
操作步骤如下:
a.输入死区长度值,单位为毫米。
b.在导条后面扯断一根棉条并在扯断处做好记号。
c.打开匀整开车,生产出一段棉条。
d.把生产处带有记号的这一段棉条拿去做条干。
e.根据记号前后棉条跳跃曲线,调整死区长度:
曲线1:说明匀整超前死区长度应增加;
曲线2:匀整迟后,死区长度应减少;
曲线3:平均两边基本对称,说明死区长度基本合适。
验证放大倍数。
步骤如下:
a. i根喂入,开车100m后,取棉条称重,计算得到平均重量为Wib. i
d.-1根喂入,开车100m后,取棉条称重,计算得到平均重量为Wi-1
c. 计算放大倍数 新放大倍数 =( /( –)) × 当前放大倍数 其中: 喂入棉条变化量 =(( −1) −)/ 出条棉条变化量 = (−1 –)/ 当前放大倍数一般默认为100%
d. 将新放大倍数输入系统
5.5.加匀整正常开车,
测试各质量指标。重新输入验证好的死区长度和放大倍数,开车试纺约1000m棉条,测试棉条重不匀/5m≤0.3以及棉条cv%。注意匀整cv%应小于不带匀整cv%0.2以上。下面为正常开车时各项数据。其中cv%1m一般在0.5%以下。

5.6. 监控标定及启用进行监控的自动标定,
步骤如下:

注意:如果在标定过程中出现故障停车,必须重新操作。
标定完成后,系统自动打开总监控开关进行监控开车,注意各个子项目监控也须打开。
如下图:

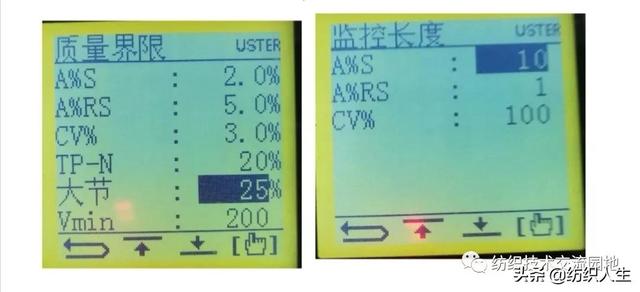
质量界限的设置。根据MINI屏显示的质量数据设置质量界限。
a.质量界限A%S、A%RS的设置:
主要依据迷你屏上所显示CV1m来确定。

一般A%S停车长度为10m,A%RS停车长度为1m
b.质量界限CV%的设置:
先从显示主菜单中读出超过一个周期大约3×100m棉条长度的实际CV%值 再计算这些平均值(CV%1+CV%2+CV%3)/3=CV%p然后按下式计算出CV%停车界限值 CV%停车界限值=CV%p×1·2CV%停车长度一般设置为100m.
C.质量界限TP%的设置:
粗节统计值最小界限≥5 ×CV%,停机界限大节>TP%。推荐值如下:

d.最小速度的设置Vmin=V(实际速度)*80%注意:
质量界限及监控长度设置如下图,安装调试时可根据实际情况调整。
5.7 正常开车运行。
5.8 梳理一下。
※匀整操作流程:
三关→加棉条试纺→进行匀整标定→加匀整试纺→测试设置各项指标→监控标定启用→正常开车运行。
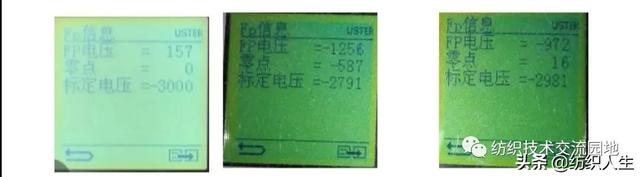
※注意必须进行FP的零点标定的情况。后图为正常的FP零点信息。
※必须进行匀整自动标定的情况。
一般情况下,当车速改变、原棉改变、凹凸罗拉压力改变、隔距改变、牵伸改变、定量改变、D%频繁报警、重量调整波动较大等时进行自调匀整的自动标定。
※必须进行监控自动标定情况
A%报警但重量是准确的,重量调整后需进行监控自动标定。
六、报警及问题处理A%报警指支数已偏离设定界限值,且超过停车长度。
1.重量已偏离,重新调整重量并进行监控标定开车;
2.重量未偏离,进行监控标定后开车。
A%RS报警指支数有很大偏差时的快速停车。检查喇叭口有无松动,夹条,疙瘩条,缺条。
D%指喂入的重量超出了匀整(±25%)的匀整范围。
1.缺条未能检测到;
2.有折叠条喂入。
3.有硬头喂入;
4.改支后EF带轮不合适;
5.匀整重新标定;
6.TG罗拉重新标定。
7.位移传感器检测头不灵活。
12???报警指A%的监控开关没有打开,打开开关即可。
TP报警指一般是飞花或硬头带入引起,报警后必须根据报警提示找出大节分析处理后开车。
大节统计数据上升很多。
1.界限值设置修改过小引起。
2.突发性纱疵造成。
CV%报警指CV值偏离设置界限,且超过停车界限。
1.检查穿棉线路是否正确;
2.通道是否刮花;
3.皮辊是否带花;
4.是否有机械波。
5.FP检测零点漂移。
T1. T3报警
1.速度传感器坏;
2.速度传感器距离校准不合适,重新校准;
3.测速齿轮清洁不好。
监控自动标定不能完成或A%,CV%显示为0
Vmin大于实际车速,修改设置Vmin=V实际速度X80%,T1速度传感器损坏。
D81L匀整加不上去原因
找匀整接线158#对105#接线是否有24v电压
D81L停车时二三罗拉倒转
将速度传感溢出时间设大
D81L停车时二三罗拉前转
将速度传感器溢出时间设小
D81L一眼堵喇叭口或缠罗拉,生头后重量会发生变化,或重或轻或超限
低速匀整的问题。因低速匀整是采用代理值匀整,重新生头时代理数值已不能一一对应棉条而产生的问题。
质量已超标但没有报警停车?
1.这是因为FP没有启用;即FP零点为绝对0值无变化,进行FP零点标定即可;
2.质量界限及监控长度设置太宽。
气流纺纱一道并和A%及A%RS报警蘋蘩
由于原料过差,梳棉条质量差异过大,可适当加大界限值及报警长度的设置。
离线条干比在线条干差异大
1.FP名义值过小,检测不准确;
2.圈条张力调整过大;
3.条子经过圈条盘后过于蓬松毛条
匀整效果不好
1.TG线性值有差异,重新进行TG标定;
2.喂入最小速度设置过高,导致始终以代理值匀整;
3.伺服未接收到UQA匀整信号,通信故障。
4.牵伸压力不稳定。
5.同步带松紧不合适。
6.其他机械故障引起。
棉条在二三罗拉间断网
1.三罗拉加压柱卡死,导致三皮辊加压失效引起;
2.伺服驱动器通讯口坏,使能没加上;
3.网线坏,使能没加上;
4.匀整控制器使能信号未给出。
5.E带轮及80T带轮账套松动。
FP零点标定后,电压值一直保持在-1750MV左右。
这是FP电压的一个特殊值,是因为接线错误或者插头松动引起,重接相应的接线解决问题。
D81L停车后,取样称重,重量偏差大不稳定。
是因为客户圈条张力调整过大,达到1.14倍左右,改小圈条张力1.04左右后问题解决。
涡流纺纺粘胶生产效率低下50%-60%左右。
1.头并加大后区牵伸倍数,1.67改1.92;
2.头并加大前后区隔距,改为13*25;
3.减少并合根数,由8根改为6根;
4.控制温湿度在60%左右。
纺细旦M2和M5的品种,皮辊下方吸白和落白,小屏TP-N值超标,切疵高。
1.并合数采用6根并合喂入;隔距改13.5*18.5,后区改1.33;
2.摇架压力调整120*270*340*314N;
3.尽量收拢棉条网幅,调整集器的角度;
4.绒布带改金属棒清洁;
5.控制温度在28,湿度在65-70之间。
D81L的大节频繁报警。
1.是否皮辊带花,有绒板花;
2.查棉条通道是否有毛刺挂花;
3.是否牵伸不开有硬头;
4.注意加湿器是否有水滴直接滴在棉网上引起。
纺粘胶出现12.1CM机械波,常规检查一皮辊一罗拉,无法解决。
将后区牵伸倍数从1.25调整到1.56后解决。
还有一个遗留的问题,就是纺涤粘混纺或者粘胶出现2-3CM左右的波,如何解决?看下图:

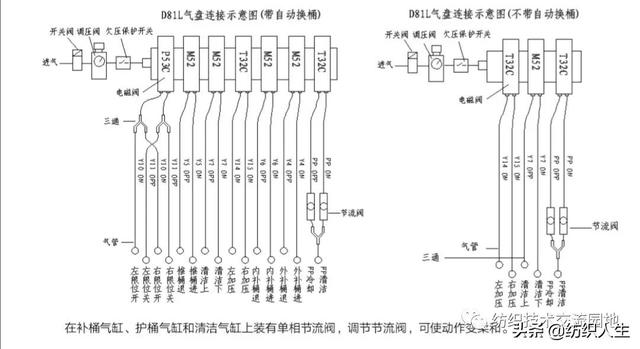
七、气路介绍
本机气路包括气动换筒、空筒定位、检测加压、FP传感器的冷却与清洁以及欠压保护等几部分。整个气路共用一个调压阀,压力调整为0.65Mpa,当气压低于0.55Mpa时,欠压保护开关动作,主机不能运行,只有当气压恢复到0.6Mpa以上时,欠压保护开关复位,这时可开车。其安装示意图如下:(P53C为G,M52为A,T32C为k)
八,主机屏幕界面介绍
看下图



九、试验员注意事项:
1.取条时注意规范用托盘,严禁用手直接提拧,造成误差。
2.做条干CV%时满筒条干与空筒条干相差0.4%。
3.调重时要注意停车操作。
4.重量偏差不超标在上下限时最好复试后进行调重操作,避免调节频繁。
5.当重量偏差过大时,匀整会报警。此时请按常见故障处理办法进行处理。
6.称重时,最好不要以最后停车时的第一段条子重量作为依据,避免误差过大。
7.FP标定时必须是在重量合格的状态下,且车速在正常速度时进行标定。
十、挡车工注意事项
1.需规范进行搭接头及伸头;严格按穿棉路线穿条,否则会严重影响质量
2.自调匀整的效果来源于检测罗拉的精度,一定要确保检测罗拉处的清洁,及时清理积花并防缠绕。注意刮棉器一定要与检测罗拉工作部位接触。
3.学会自停的简单处理,调出故障画面,按照故障画面提示进行处理。
(1)缠皮棍缠罗拉,用钩刀除缠绕的棉花新重伸头后开车,注意操作时钩刀不要划伤皮辊与罗拉;必要时,用碘酒擦拭。
(2)缠压辊用钩刀除掉缠绕的棉花。
(3)堵圈条盘,除掉圈条盘斜管内油脂及棉杂后重新开车。
(4)故障停车操作后,可按停车按钮3秒两侧限位轮可自动开关。
(5)保证自停灵敏,不得私自调整自停装置,更不能用棉花垫自停触电及自停臂。
4.堵FP导棉器(喇叭口)时,必须用专用工具进行排除,严禁用硬物敲击或硬拉,否则会损坏传感器,造成严重损失。
5.合理使用各类清洁工具,每班至少做两次清洁,开车前要做好圈条盘及通道清洁。在做清洁和维修工作时,要避免碰坏T&G传感器。
6.每班至少掏棉4次,两小时一次。特别强调:
1.压力棒与二皮辊间隙较小,当短绒较多时,在压力棒处极易产生积聚,会导致CV%异常和报警,也会产生堵喇叭口等,建议操作工每小时进行一次清理。
2.开车时必须确保检测罗拉加压(绿灯熄灭)
3.本机两眼可独立开车,如果只有一眼开车,必须将不开车的检测罗拉加压进行御压、摇架御压、前压辊与后压辊脱开、相对应的匀整开关与监控开关、控制显示屏关掉。

十一、维修工注意事项:
1.严格按照说明书上的加油周期对各加油点加注黄油,原则上加油时注意要做好少加,勤加;
注意:每次加完油后须及时将多余的油脂擦拭干净,以免对同步带 造成污染而减少使用寿命或产生油污条
2.每半个月要安排洗车:
①罗拉、皮棍油污、车后、车尾、同步,带及传动带轮,张紧轮的清洁;
②各自停电检查及调整,保证各自停点灵敏可靠,无误动作;
③大罩板内积花的清洁;
④推筒滑槽内滑行轨道的清洁;
⑤编码器处清洁维护,注意检查顶丝螺丝是否松动;
⑥导条槽身内积花积尘的清洁;
⑦变频器处积花积尘的清洁;
⑧电器柜内积花积尘的清洁;
⑨气盘积花积尘的清洁;
⑩洗车完毕后要空车运行,检车各部分传动皮带是否有跑遍现象,并及时校正。
3.气动部分的维护要点:
①进气压不小于0.6mpa,流量不小于0.2m3/min;
②气路要注意检查,保证不漏气;
③检查调节节流阀,使推筒,限位,断条以及刮棉动作柔和,稳定可靠。
4.本机大量使用胀套形式进行带轮或轴联接,以保护 出现异常时,相关零件不受到损坏,因此,更换工艺轮、维保时一定要注意对带轮及联轴器进行紧固,否则会出现运转及质量异常。
5.注意对差速箱按显示屏上提示的加油周期进行更换油,加油量一般在油标中线与三分之二内,勿过多或过少。
6.尾机内部主要为检测传动部件,要时刻保持干净状态,确保传动与检测部件正常。
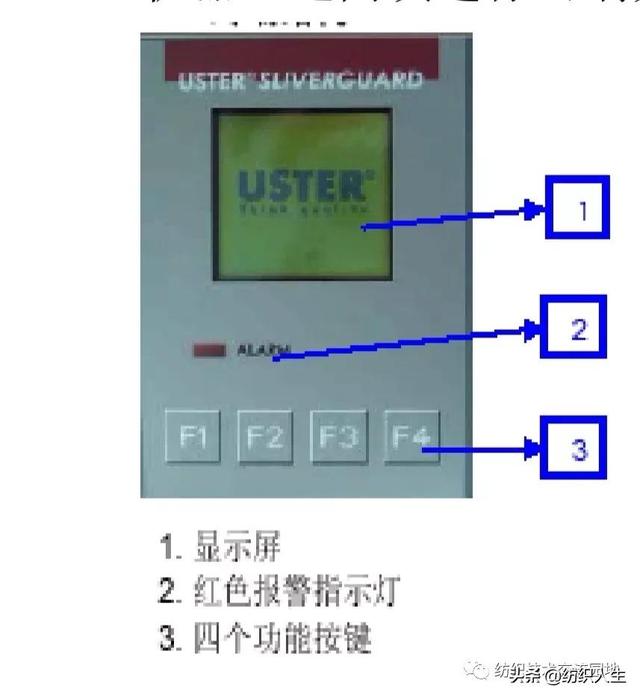
TMFD81L型并条机挡车工培训操作指南
1、明白故障停车的部位及表现形式
1、机器左边两块迷你终端分别对应并条机的左右眼
红色报警指示灯:
灭: 无报警,运行正常
亮: 报警,机器不停机。自调匀整关闭报警、总监控关闭报警;
低速报警,导条器太大或太小报警,A%报警、D%报警、
CV%报警
闪: 报警停机。A%S停车、A%RS停车、CV%停车、T1、T2、T3故障
2、机器右边触摸屏灯亮处为故障部位

常见故障:
1堵集束器
5堵圈条盘
6机后高架断条
7缠皮辊,缠罗拉
3 机器右上方是五色塔灯,从上往下颜色依次是:红、绿、黄、蓝、白五种。
红
红灯闪烁: 是导条架喂入断条;
红灯亮 : 是主机故障:如堵集束器、堵圈条盘、缠罗拉、缠皮辊、门未关等。
绿
绿灯亮: 是两边后检测未加压,
绿灯闪烁: 是有一边未加压。在副机的小车面的两侧分别通过一个加压按钮来改变加御压状态
黄
黄灯用来指示右眼情况。
黄灯亮: 匀整有报警但不停车;
黄灯闪烁: 是匀整有报警,主机停车。
蓝
蓝灯用来指示左眼情况,
兰灯亮: 匀整有报警但不停车;
兰灯闪烁: 是匀整有报警,主机停车。
白
白灯亮: 则意味满筒;
白灯闪: 意味即将满筒,提醒挡车工注意。
2、爱护迷你终端和触摸屏就象爱惜自己的手机屏幕一样,只用手指触摸,不要用竹签、
钉子等尖锐物品去触碰屏幕,除班次外不要随意更改屏上的参数;
3、正常生产时一定要将匀整打开,把中罩壳打开开车是一种坏习惯;
4、不要擅自提高车速,尤其是深夜班为多休息、早下班擅自提高车速,这样会严重影响
质量;
5、换筒后开车堵条在圈条盘入口时,请选小一号喇叭口,减小加速时间、加大湿度、及
时用布条清洁圈条斜管;
6、穿棉路线如下,一旦死区长度等参数确定后,穿棉路线不要改变。

7、规范接头,杜绝搭条,搭条有时会进入风箱引起A%RS报警,偶尔不得已搭条,请取
出工作筒内的部分棉条,以免细纱产生细条;
8、交接班和较长时间处理故障时,随时将摇架卸压,以免皮辊长期一线受压而报废;
9、每两小时清理一次风箱;
10、每换筒4次就打开中罩壳,对牵伸区清理一次,掀起绒布带组件,清理皮辊两端压力
棒上积尘、导流板吊挂的棉束;
11、每两小时对喂入平台作一次清洁,对导棉圈、分棉器、八路光电等有夹花的位置进行
清理;
12、导条对射光电不对正容易产生误动作,堵圈条光电被飞花遮盖易产生误动作,八路光
电位置不正确易产生误动作,空筒不到位的自反射光电被飞花遮盖易产生误动作,缠
罗拉、缠皮辊自停触点螺钉不到位易产生误动作;
13、空筒放到正确位置,换筒前30秒白灯闪烁预示要满筒,尽量到机前,防止换筒而产
生意外;
14、按“停止”按钮几秒限位轮打开,处理接头事故;
15、及时清理夹在中立柱、托条、断条夹缝里的飞花;
16、粗节、A%报警,CV%报警停车后,应报废部分棉条;
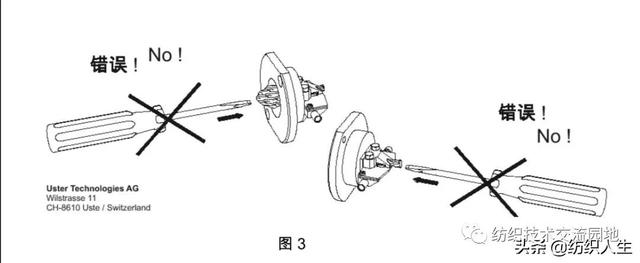
17、堵喇叭口后,必须用专用起子拧开导条器后取出棉团,再把导条器清洁后拧紧,严禁
用钉子和钳子等利器破坏喇叭口传感器压片(附正确操作图1和2,错误图3)

18、工作600小时后,用乌斯特公司提供的专用工具:刮片、毛刷、气瓶等彻底清洁FP
传感器簧片周围的短绒、粉尘;
19、交班前关掉总电源,彻底清理以下部位;
1导条架、副机平台、主机外观;
2打开中罩壳,清洁各部分的飞花、短绒,将皮辊组件抬起,冷天用棉条保温;
3打开车头上下门,清除飞花,若发现同步带异常及时报告机修工;
4打开车尾上下门,清除飞花,若发现同步带异常及时报告机修工;
5
打开副机左右门,清除飞花,若发现同步带异常及时报告机修工。
相关参考
...结了选黄油枪的一些知识与大家分享。黄油枪的种类一、气动黄油枪黄油枪的工作原理大致一样,不同的黄油枪分类的区别主要是动力源的不同,气动黄油枪适合在润滑系统和成套黄油分流设备中使用,超大的所缸设计,提升输...
...结了选黄油枪的一些知识与大家分享。黄油枪的种类一、气动黄油枪黄油枪的工作原理大致一样,不同的黄油枪分类的区别主要是动力源的不同,气动黄油枪适合在润滑系统和成套黄油分流设备中使用,超大的所缸设计,提升输...
没有黄油枪怎么打黄油(挖掘机履带如何放黄油?还有如何防止拖链?)
...机大臂、小臂、挖斗、旋转大齿圈、履带矫正框等需要注黄油。将黄油枪头用力挤压入黄油嘴,此时黄油枪头与黄油枪嘴在一条直线上,摆动黄油枪压力臂进行加注,加注到黄油刚好溢出销轴为止。记住,摆动的是手柄,枪筒不...
气动黄油枪压力怎么调(高效提升注油效率——SATA世达51021锂电无刷黄油枪)
黄油枪是一种常见的工具,可装配硬管或软管,对不同场景下的设备进行注油润滑,具有操作简单,携带方便,使用范围广等诸多优点。随着当前市场技术不断迭代升级,锂电式的电动黄油枪得到了更多企业工厂的喜爱,并将其...
实际维修中经常会遇到电机扫膛,多数情况是因为电机缺少保养,没有定期对电机的轴承检查加油脂,造成电机的轴承因为缺少油脂长期高速运转,造成轴承高温,轴承损坏,继而造成电机的扫膛,从而电机损坏。所以为了减少...
常年累月,各类大车钢板销子锈死,造成车辆行驶途中咯噔咯噔的响,今天我们就用这个神器来打通他!视频加载中...1-绝大多数钢板销打不进黄油,是因为钢板销的出油孔向下,正好压在了钢板套上,在重力的作用下,使得...
冲床伺服送料机是一款冲床周边自动化设备,近年来随着新能源产业的快速发展,NC伺服送料机也得到普遍的使用。冲床送料机使用进口伺服马达控制,精度高达正负0.02mm,采用人机界面操作,送料长度及速度等各种参数可任意设...
打黄油是微小型挖掘机操作手必备的技能之一,每天的工作从打黄油开始,在给爱机打黄油之前,要做好充分的准备工作:18微型挖掘机 不受环境影响前提下,将挖机大小臂收回或将小臂完全展开,戴上手套,拿出黄油...
气动黄油枪打不出有什么原因(三一服务再出新招,全能小车“提前服务”)
你有没有工地条件不够,只好停工去大修厂的时候?你是否因车辆维修时间过长被工友们嫌弃而焦急如焚?你是不是直到液压系统不稳定,才发现早就该更换滤芯、过滤液压油了?......面对这些问题,不仅用户上火,服务工程师...
气动黄油枪压力小咋回事(痤疮反复总不好,皮肤科专家为你支招)
痤疮是好发于青少年的常见皮肤病,患病率高达40%-80%,不早期干预和治疗易留下疤痕,严重影响患者的容貌和心理健康。本期节目我们就来说说这方面的话题:上线大医生:程波福建医科大学附属第一医院副院长主任医师教授...