气动测量仪的使用方法(气动量仪在工业自动化生产中的应用方案)
Posted
篇首语:努力尽今夕,少年犹可夸。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气动测量仪的使用方法(气动量仪在工业自动化生产中的应用方案)相关的知识,希望对你有一定的参考价值。
气动测量仪的使用方法(气动量仪在工业自动化生产中的应用方案)
气动量仪在工业自动化生产中的应用方案
一套气动量仪测量和自动化生产线无缝结合,能以1秒左右的检测节拍(不含上下料时间),检测工件的内径、外径、槽宽、两孔距、深度、厚度、圆度、锥度、同轴度、直线度、平面度、平行度、垂直度。

自动化生产线是能实现产品生产过程自动化的一种体系,采用一套能自动进行加工、检测、分拣,组装,测试,包装,装卸、运输的机器设备来实现产品的生产,从而提高工作效率,降低生产成本、提高加工质量。自动化生产是机械制造业竞争和发展的基础,也是机械制造业技术水平的标志,很多企业通过同计算机结合实现整体自动化车间与自动化工厂。
自动化生产线中检测工序是整个自动化生产中的重要一部分。检测工序通过借助气动量仪设备获取有用的检测信息,进行必要的信号分析与数据处理,从而获得与被测对象有关的信息,最后将其结果提供显示或输入其他信息处理装置、控制系统,实现了工厂化数据检测的控制与监督。

气动量仪分为量仪显示部分和配套工装两部分,气动量仪通过和机械手的连接实现自动上下料和自动测量过程。
测量分解动作:
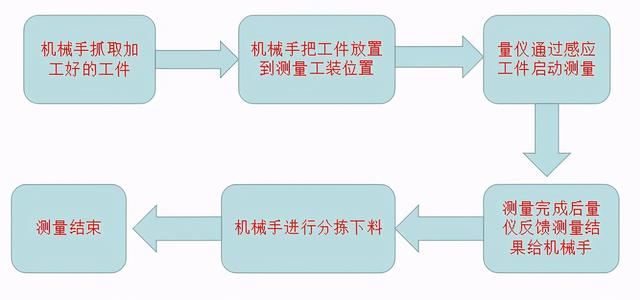
测量工序的核心为量仪与机械手之间的信息传输和执行动作。
信息传输为通过量仪的RS23/485或者IO进行通讯对接。
执行动作为机械手在收到信息命令后进行的上料、等待检测、下料动作。
机械手上料是本测量工序的重点和难点,由于工件和测量工装之间的间隙特别小,因此要求机械手的重复定位精度要特别高,同时要求测量工装做成浮动装置,做好导向利于放置工件,从而可以避免碰伤工件和测量工装。

气电量仪的测量原理是比较测量法。其测量方法是通过气电转换器将气信号转换为电信号由发光管组成的光柱示值,它与不同的气动测头搭配,可以实现多种参数的测量。由于气动量仪对气路洁净度、温湿度等较为敏感,需要配置高效的空气过滤器,同时需要在测量过程中定期校准。系统在测量工位安装有标准环规,在实际使用过程中需要根据要求校准进行校准。
气电量仪性能参数
示值范围(µm) | ±5 | ±10 | ±25 | ±50 |
数显分辨率(µm) | 0.1 | 0.2 | 0.5 | 1.0 |
示值总误差(µm) ≦ | 0.2 | 0.4 | 1.0 | 2.0 |
示值变动性 (µm)≦ | 0.1 | 0.2 | 0.5 | 1.0 |
外形尺寸 | 65mm(宽)X495mm(高)X180mm(深) | |||
重量 | 约2.9公斤 | |||
气电量仪环境要求
(1)电源:AC185~265V 50HZ/60HZ
(2)功耗:20W
(3)环境温度:0~45℃
(4)湿度:85%以下
(5)气源:0.4-1.0MPa之洁净气源
(6)远离腐蚀性强的物品及强磁场、强电场及强震动等场合。
气电量仪使用注意事项:
1) 通电无任何显示,请检查电源连接是否正常,保险管是否正常。
2) 读数异常不稳定,测量值非常大,有可能未进行标准件校正,进行标准件校正后即可正常。
3) 电源接地线必须接地,否则可能会造成仪器工作不正常或造成人身伤害。在拔插电源连接插头和打开外壳之前一定要切断电源。
4) 气源压力在0.40-1.0MPa范围,一般压力调到0.50MPa。如果气源压力《0.40MPa其读数将不稳定。
5) 气源前级需要配置空气过滤器。
6) 倍率调好后一定上紧锁紧螺丝将倍率旋扭锁定,否则会降低仪器的稳定性。
7) 气测头为损耗品,请定期更换保证测量精度,同时需要定期保养涂抹防锈油。
现在科学技术日新月异,在工业生产中自动化生产技术也使用得非常的普遍了,并且在电子和机械制造等领域已经研究并生产出许多各种类型的自动生产线,正是因为这些自动生产线及检测的飞速发展和广泛使用,极大地提高了我们的生产效率及产品的质量、改善了工作的条件、降低了能源的损耗、节约了材料成本,为工业的飞速发展做出了重要贡献。
相关参考
气动量仪可测的尺寸范围(气动量仪在工业自动化生产中的应用方案)
气动量仪在工业自动化生产中的应用方案一套气动量仪测量和自动化生产线无缝结合,能以1秒左右的检测节拍(不含上下料时间),检测工件的内径、外径、槽宽、两孔距、深度、厚度、圆度、锥度、同轴度、直线度、平面度...
随着经济和技术的发展,对自动化控制和检测技术的要求越来越高,从而出现了大量自动化控制和检测的新技术和新产品。在工厂加工生产中一台气动量仪配对应的气动测量头,通过气动量仪反馈数据和信号给PLC,可以实现快速...
...生产中调节阀在调节系统中是必不可少的,它是组成工业自动化系统的重要环节,它如生产过程自动化的手脚。下面,仪控君就带大家全面的了解气动调节阀。工作原理气动调节阀就是以压缩空气为动力源,以气缸为执行器,并...
...化企业在发展现有信息系统的基础上,不断深化企业综合自动化系统,加强安全控制系统的应用,提高企业基础自动化和先进控制水平,以增强企业的市场竞争力。一、新型自动检测与分析仪的应用国内外仪表系统向数字化、智...
气动量仪测量原理(什么情况下适合用气动量仪测量工件?(下))
上一期,我们讲到了气动量仪适合测量精度高、光洁度高的零件尺寸,实际上,气动量仪还适合测量批量性、其他测量仪器难于测量以及在加工中需要在生产现场测量的零件尺寸,这些是如何实现的呢?我们一起来看看吧!什么...
一、是非题(对画√,错画×)1、砂轮与工件的接触弧长,以外圆磨削为最长,平面磨削次之,内圆磨削最小。(X)2、当其他参数不变时,砂轮的速度越高,磨削厚度也就越大。(√)3、磨削比G值小时,表示砂轮的切削性最好,生产...
一、是非题(对画√,错画×)1、砂轮与工件的接触弧长,以外圆磨削为最长,平面磨削次之,内圆磨削最小。(X)2、当其他参数不变时,砂轮的速度越高,磨削厚度也就越大。(√)3、磨削比G值小时,表示砂轮的切削性最好,生产...
...,因为电子式气动量仪对于使用环境要求较低,能够在线自动化数据收集和统计分析,实现无纸化数据记录,所以相比较浮标式气动量仪,越来越多的工厂倾向于使用电子式气动量仪。(1)对使用环境要求低。电子式气动量仪...
气动量仪怎么读才准确(原来气动量仪与测头之间存在这样的关系)
通常情况下,气动量仪与气动测头是分开的两部分,两者之间用软管连接起来。作为“量仪”,应该包括从测头到指示部分的一个完整的测量链,但一般所说的“气动量仪”,实际上仅仅只是“气动量仪指示部”。它与气动测头...
在现代加工制造中,像其它功能一样,测量也是管理效率、成本控制或成本遏制的一个重要主题。 举例来说,一个不合格的零件对OEM客户来说,可能只是小问题;作为装配者来说,快速扔掉这个零件而另选一个,也许只是占用...