气保焊焊割配件(气保焊操作技术详解)
Posted
篇首语:勤勉是幸运的右手,世俭是幸运的左手。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气保焊焊割配件(气保焊操作技术详解)相关的知识,希望对你有一定的参考价值。
气保焊焊割配件(气保焊操作技术详解)
引弧:二氧化碳气体保护焊一般采用直接短路接触法引弧,由于采用平特性的弧焊电源,其空载电压较低,造成引弧困难,引弧时焊丝与焊件不要接触太紧,如接触太紧或接触不良,会引起焊丝成段烧断。因此引弧前应调节好焊丝的伸出长度,使焊丝端头与焊件保持2~3mm的距离。如焊丝端部有粗大的球形头,应用钳子剪掉,因为球状端头等于加粗了焊丝的直径,并在该球状端头表面上覆盖一层氧化膜,影响引弧的质量。引弧前要选好适当的位置,起弧后要灵活掌握焊接速度,以避免焊缝起弧处出现未焊透、气孔等缺陷。
熄弧:在焊接结束时,如突然切断电弧,就会留下弧坑,并在弧坑处产生裂纹和气孔等缺陷。所以应在弧坑处稍做停留,然后慢慢地抬起焊枪,这样可使弧坑填满,并使熔池金属在未凝固前仍受到良好的保护。
焊缝的连接:焊缝接头的连接一般采用退焊法,其操作与焊条电弧焊的方法相同。

左焊法和右焊法:二氧化碳气体保护焊的操作方法,按其焊枪的移动方向,可分为左焊法和右焊法,见下图所示。
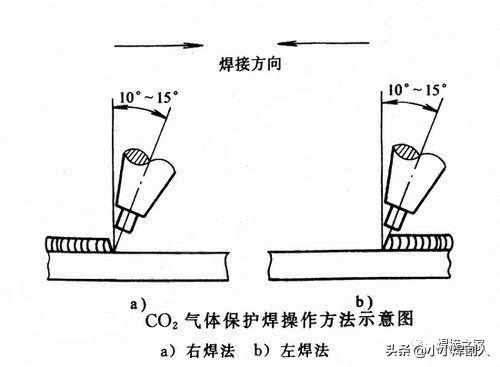
采用右焊法时,熔池能得到良好的保护,且加热集中,热量可以充分利用,并由于电弧的吹力作用将熔池金属推向后方,可以得到外形比较饱满的焊缝。但是焊接时不便观察,不易准确掌握焊接方向,容易焊偏,尤其焊接对接接头时。
采用左焊法时,电弧对焊件有预热作用;能得到较大的熔深,焊缝成形得到改善,左焊法虽然观察熔池有些困难,但能清楚地看到待焊接头,易掌握焊接方向,不会焊偏。所以二氧化碳气体保护焊一般都采用左焊法。
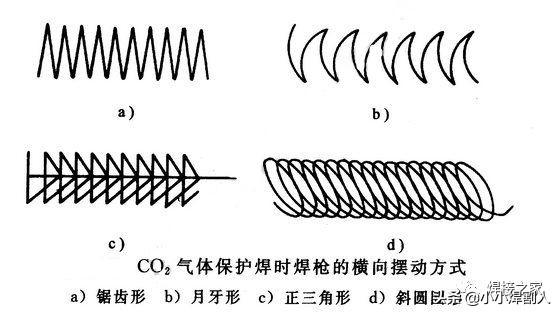
运丝方式:运丝方式有直线移动法和横向摆动法。直线移动法即焊丝只做直线运动不做摆动,焊出的焊道稍窄。横向摆动运丝是在焊接过程中,以焊缝中心线为基准做两侧的横向交叉摆动。常用的方式有:锯齿形、月牙形、正三角形、斜圆圈形等,如图下图所示。
横向摆动运丝方式在操作时需注意以下事项
1.运丝时以手腕作辅助,以手臂为主进行操作。
2.左右摆动的幅度要一样,摆动幅度不能太大。
3.锯齿形和月牙形摆动时,为避免焊缝中心过热,摆到中心时速度稍快,而在两侧时应稍做停顿。
4.有时为了降低熔池温度,避免液态金属漫流,焊丝可做小幅度的前后摆动,摆动时须均匀。
直线移动方式主要应用于薄板和打底层;锯齿形摆动方式常应用于根部间隙较小的场合;月牙形摆动方式常应用于填充层以及厚板的焊接;正三角形和斜圆圈形摆动方式常应用于角接头和多层焊。
几种位置焊接的特点
平焊:平焊时一般采用左焊法。薄板焊接时焊枪做直线移动。中厚板V形坡口的打底层焊接采用直线移动方式,焊以后各层时焊枪可做适当的横向摆动,但幅度不宜过大,以免影响气体的保护效果。
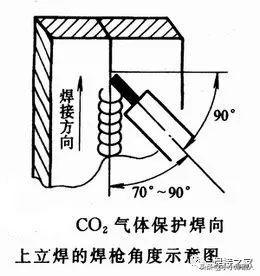
立焊:立焊有两种方式:一种是热源自下向上进行的焊接,即向上立焊;另一种是热源自上向下的焊接,即向下立焊。

向上立焊由于液态金属的重力作用,熔池金属下淌,加上电弧吹力的作用,熔深较大,焊道较窄,常用于中、厚 板的细丝焊接。操作时如直线移动,焊缝会凸起,容易产生咬边,所以可以用 小幅度的横向摆动法焊接,焊枪角度如下图所示。
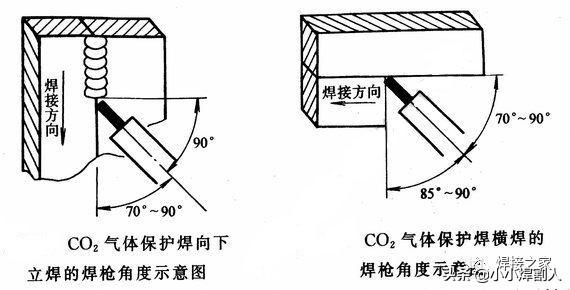
向下立焊当釆用细丝短路过渡焊接时,由于二氧化碳气流有承托熔池金属的作用,使它不易下坠,焊缝成形美观,但熔深较小。该方法操作简单,焊接速度快,常用于薄板的焊接。操作时的焊枪角度如下左图所示。
横焊:横焊时由于熔池金属受重力作用下淌,容易产生咬边、焊瘤和未焊透等缺陷,因此需采用细丝短路过渡的方式焊接,焊枪的角度如下右图所示。焊枪一般采用直线移动运丝方式,为防止熔池温度过高,铁水下淌,可作小幅度的前后往复摆动。
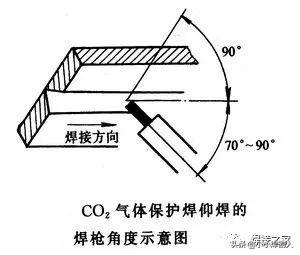
仰焊:仰焊与立焊、横焊一样存在重力作用的问题,所以采用细丝、小焊接电流及短路过渡的焊接方法。焊接时二氧化碳气体流量略大,焊枪角度如下图所示。焊接薄板时采用小幅度的往复摆动;焊接中、厚板时应做适当的横向摆动 并在坡口两侧稍做停留,以防止焊缝中间凸起或熔池金属下淌。
文章源于网络,文案QQ整理排版
相关参考
CO2气保焊送丝不稳就这样解决……引言:CO2气体保护焊在焊接时经常出现送丝不畅通、不均匀的出丝现象,这样会给焊接带来困难并直接影响焊接质量,应该一次焊完的焊缝经常分好几段才能焊完。笔者根据自己多年的焊接操作经...
氩弧焊缝接头(详解手弧、氩弧、气保焊……等17种焊接应用方法,看看你知道几种)
1.手弧焊手弧焊是各种电弧焊方法中发展最早、目前仍然应用最广的一种焊接方法。它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件表面之间燃烧。涂料在电弧热作用下一方面可以产生气体以保护...
脉冲气保焊和普通气保焊的最大区别在于过渡形式改变,焊接飞溅量的大小和打底单面焊双面成型(根焊)的应用区别。目前市场上脉冲气保焊的推广范围有些过于扩大,甚至被宣传为将取代气保焊。其实,除了价格上的差异之...
气保焊属于弧焊还是气焊(什么是高压焊工?高压焊工与低压焊工都有什么区别?)
高压焊工指符合承压焊缝焊接要求的焊工。通常为压力容器焊工,压力管道(氩电联焊工)(下向焊焊工)等。高压焊工因为焊接作业要求高,操作难度大,施工焊接监管严格,一直是焊工行业里面技术要求最高的项目之一。高...
...弧焊的热输入量更小,焊接变形小,适合焊接薄板。2、气保焊焊接效率更高,适合厚板的焊接。3、氩弧焊是非熔化极焊接,气保焊是熔化极焊接。4、氩弧焊相对可焊的材料更多,包括一些有色金属。气保焊的安全事项:·使用...
焊工:你不是一个人在战斗!氩弧焊的操作手法氩弧是一种左右手同时动作的操作,与我们平时生活中的左手画圆右手画方相同,所以建议在刚开始学习氩弧焊的人员进行类似的训练,对学习氩弧焊有一定的帮助。(1)送丝:...
混合气保焊属于什么焊接(脉冲气保焊真的能够取代普通气保焊吗?)
脉冲气保焊和普通气保焊的最大区别在于过渡形式改变,焊接飞溅量的大小和打底单面焊双面成型(根焊)的应用区别。目前市场上脉冲气保焊的推广范围有些过于扩大,甚至被宣传为将取代气保焊。其实,除了价格上的差异之...
混合气保焊属于什么焊接(脉冲气保焊真的能够取代普通气保焊吗?)
脉冲气保焊和普通气保焊的最大区别在于过渡形式改变,焊接飞溅量的大小和打底单面焊双面成型(根焊)的应用区别。目前市场上脉冲气保焊的推广范围有些过于扩大,甚至被宣传为将取代气保焊。其实,除了价格上的差异之...
熔化极气体保护焊简介熔化极气体保护焊采用可熔化的焊丝与工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。熔化极气体保护...
...动焊接管法兰四枪焊机管件焊接:螺旋管法兰焊接工艺:气保焊焊接形式:法兰两端同时焊接法兰两端四枪气保焊管道自动焊机螺旋管法兰管道自动焊机四枪两端焊接设备法兰两端四枪气保焊管道自动焊机螺旋管法兰自动焊接法...