气体回流焊(SMT回流焊常见缺陷及处理方法)
Posted
篇首语:博观而约取,厚积而薄发。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气体回流焊(SMT回流焊常见缺陷及处理方法)相关的知识,希望对你有一定的参考价值。
气体回流焊(SMT回流焊常见缺陷及处理方法)
SMT回流焊接缺陷可以分为主要缺陷,次要缺陷和表面缺陷。凡使SMA功能失效的缺陷称为主要缺陷;次要缺陷是指焊点之间润湿尚好,不会引起SMA功能丧失,但有影响产品寿命的可能的缺陷;表面缺陷是指不影响产品的功能和寿命。合理的表面组装工艺技术在控制和提高SMT产品质量中起着至关重要的作用。这里广晟德回流焊分享的是smt回流焊工艺中常见的一些焊接缺陷的处理办法。

smt回流焊生产线
一、回流焊中的锡珠
SMT回流焊锡珠
1,回流焊中锡珠形成的机理
回流焊中出现的锡珠(或称焊料球),常常藏于矩形片式元件两端之间的侧面或细间距引脚之间。在元件贴装过程中,焊膏被置于片式元件的引脚与焊盘之间,随着印制板穿过回流焊炉,焊膏熔化变成液体,如果与焊盘和器件引脚等润湿不佳,液态焊料颗粒 不能聚合成一个焊点。部分液态焊料会从焊缝流出,形成锡珠。因此,焊料与焊盘和器件引脚的润湿性差是导致锡珠形成的根本原因。
锡膏在印刷工艺中,由于模版与焊盘对中偏移,若偏移过大则会导致锡膏漫流到焊盘外,加热后容易出现锡珠。贴片过程中Z轴的压力是引起锡珠的一项重要原因,往往不被人们注意,部分贴装机由于Z轴头是根据元件的厚度来定位,故会引起元件贴到PCB上一瞬间将锡蕾挤压到焊盘外的现象,这部分的锡明显会引起锡珠。这种情况下产生的锡珠尺寸稍大,通常只要重新调节Z轴高度就能防止锡珠的产生。
2,原因分析与控制方法
造成焊料润湿性差的原因很多,以下主要分析与相关工艺有关的原因及解决措施:
(1) 回流温度曲线设置不当。焊膏的回流与温度和时间有关,如果未到达足够的温度或时间,焊膏就不会回流。预热区温度上升速度过快,时间过短,使锡膏内部的水分和溶剂未完全挥发出来,到达回流焊温区时,引起水分、溶剂沸腾溅出锡珠。实践证明,将预热区温度的上升速度控制在1~4℃/S是较理想的。
(2) 如果总在同一位置上出现锡珠,就有必要检查金属模板设计结构。模板开口尺寸腐蚀精度达不到要求,焊盘尺寸偏大,以及表面材质较软(如铜模板),会造成印刷焊膏的外轮廓不清晰互相连接,这种情况多出现在对细间距器件的焊盘印刷时,回流后必然造成引脚间大量锡珠的产生。因此,应针对焊盘图形的不同形状和中心距,选择适宜的模板材料及模板制作工艺来保证焊膏印刷质量。
(3) 如果从贴片至回流焊的时间过长,则因焊膏中焊料粒子的氧化,焊剂变质、活性降低,会导致焊膏不回流,产生锡珠。选用工作寿命长一些的焊膏(一般至少4H),则会减轻这种影响。
(4) 另外,焊膏错印的印制板清洗不充分,会使焊膏残留于印制板表面及通孔中。回流焊之前贴放元器件时,使印刷锡膏变形。这些也是造成锡珠的原因。因此应加强操作者和工艺人员在生产过程中的责任心,严格遵照工艺要求和操作规程进行生产,加强工艺过程的质量控制。
二、立片问题(曼哈顿现象)
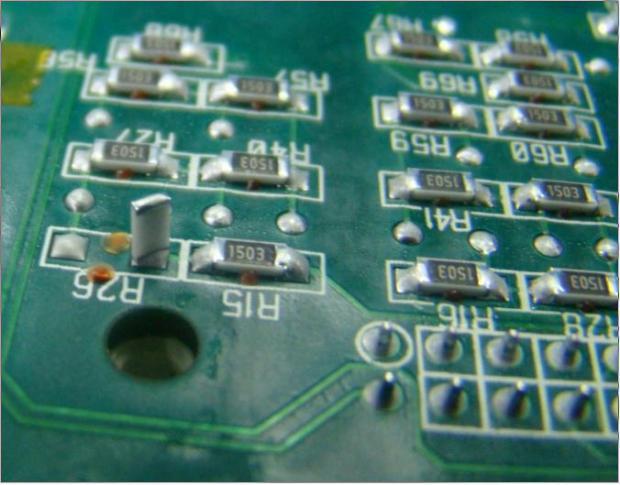
SMT立碑
片式元件的一端焊接在焊盘上,而另一端则翘立,这种现象就称为曼哈顿现象。引起这种现象的主要原因是元件两端受热不均匀,焊膏熔化有先后所至。在以下情况会造成元件两端受热不均匀:
(1) 元件排列方向设计不正确。我们设想在回流焊炉中有一条横跨炉子宽度的回流焊限线,一旦焊膏通过它就会立即熔化。片式矩形元件的一个端头先通过回流焊限线,焊膏先熔化,完全浸润元件端头的金属表面具有液态表面张力;而另一端未达到183℃液相温度,焊膏未熔化,只有焊剂的粘接力,该力远小于回流焊焊膏的表面张力,因而使未熔化端的元件端头向上直立。因此,应保持元件两端同时进入回流焊限线,使两端焊盘上的焊膏同时熔化,形成平衡的液态表面张力,保持元件位置不变。
(2) 在进**相焊接时印制电路组件预热不充足。气相是利用惰性液体蒸汽冷凝在元件引脚和PCB焊盘上时,释放出热量而熔化焊膏。气相焊分平衡区和蒸汽区,在饱和蒸汽区焊接温度高达217℃,在生产过程中我们发现如果被焊组件预热不充分,经受100℃以上的温度变化,气相焊的气化力很容易将
小于1206封装尺寸的片式元件浮起,从而产生立片现象。我们通过将被焊组件在高低温箱内145~150℃的温度下预热1~2min左右,*后缓慢进入饱和蒸汽区焊接,消除了偏离现象。
(3) 焊盘设计质量的影响。若片式元件的一对焊盘尺寸不同或不对称,也会引起印刷的焊膏量不一致,小焊盘对温度响应快,其上的焊膏易熔化,大焊盘则相反,所以当小焊盘上的焊膏熔化后在焊膏表面张力作用下将元件拉直竖起。焊盘的宽度或间隙过大,也可能出现偏立现象。严格按照标准规范进行焊盘设计是解决该缺陷的先决条件。
三、桥接

SMT回流焊桥连
桥接也是SMT生产中常见的缺陷之一,它会引起元件之间的短路,遇到桥接必须返修。
(1) 焊膏质量问题
锡膏中金属含量偏高,特别是印刷时间过久后,易出现金属含量增高;焊膏黏度低,预热后漫流到焊盘外;焊膏塌落度差,预热后漫流到焊盘外,均会导致IC 引脚桥接。
(2) 印刷系统
印刷机重复精度差,对位不齐,锡膏印刷到铜铂外,这种情况多见于细间距QFP生产;钢板对位不好和PCB 对位不好以及钢板窗口尺寸/厚度设计不对与PCB焊盘设计合金镀层不均匀,导致的锡膏量偏多,均会造成接,解决方法是调整印刷机,改善PCB焊盘涂覆层。
(3) 贴放
贴放压力过大,锡膏受压后浸沉是生产中多见的原因,应调整Z轴高度。若有贴片精度不够,元件出现移位及IC 引脚变形,则应针对原因改进。
(4) 预热
升温速度过快,锡膏中溶剂来不及挥发。
四,吸料/芯吸现象

SMT回流焊芯吸
芯吸现象又称抽芯现象是常见焊接缺陷之一,多见于汽相回流焊中。芯吸现象是焊料脱离焊盘沿引脚与芯片本体之间,会形成严重的虚焊现象。
产生的原因通常认为是原件引脚的导热率大,升温迅速,以致焊料优先润湿引脚,焊料与引脚之间的润湿力远大于焊料与焊盘之间的润湿力,引脚的上翘更会加剧芯吸现象的发生。在红外回流焊中,PCB基材与焊料中的有机助焊剂是红外线的优良吸收介质,而引脚却能部分反射红外线,相比而言,焊料优先熔化,它与焊盘的润湿力大于它与引脚之间的润湿了,故焊料部会沿引脚上升,发生芯吸现象的概率就小很多。
解决办法是:在汽相回流焊时应首先将SMA充分预热后再放入汽相炉中;应认真检查和保证PCB板焊盘的可焊性,可焊性不好的PCB不应用与生产;元件的共面性不可忽视,对共面性不好的器件不应用于生产。
五,焊接后印制板阻焊膜起泡

线路板起泡
印制板组件在焊接后,会在个别焊点周围出现浅绿的气泡,严重时还会出现指甲盖大小的泡状物,不仅影响外观质量,严重时还会影响性能,是焊接工艺中经常出现的问题之一。
阻焊膜起泡的根本原因,在于阻焊膜与阳基材之间存在气体/水蒸气。微量的气体/水蒸气会夹带到不同的工艺过程,当遇到高温时,气体膨胀导致阻焊膜与阳基材的分层。焊接时焊盘温度相对较高,故气泡首先出现在焊盘周围。
现在加工过程经常需要清洗,干燥后再做下道工序,如腐刻后,应干燥后再贴阻焊膜,此时若干燥温度不够就会夹带水汽进入下道工序。PCB加工前存放环境不好,湿度过高,焊接时又没有及时干燥处理;在波峰焊工艺中,经常使用含水的阻焊剂,若PCB预热温度不够,助焊剂中的水汽就会沿通孔的孔壁进入到PCB基板的内部,焊盘周围首先进入水汽,遇到焊接高温后这些情况都会产生气泡。
解决办法是:
(1) 应严格控制各个环节,购进的PCB应检验后入库,通常标准情况下,不应出现气泡现象。
(2) PCB应存放在通风干燥环境下,存放期不超过6个月;
(3) PCB在焊接前应放在烘箱中预烘105℃/4H~6H;
六,PCB扭曲
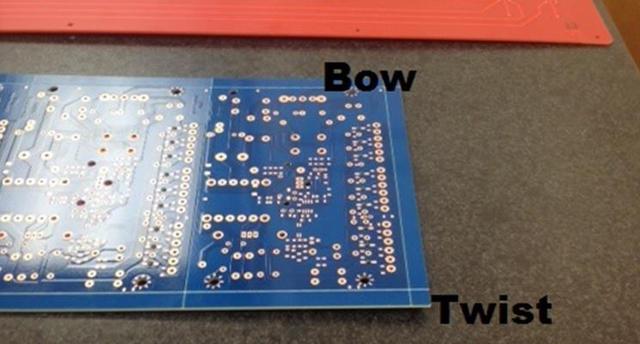
PCB扭曲变形
PCB扭曲问题是SMT生产中经常出现的问题。它会对装配及测试带来相当大的影响,因此在生产中应尽量避免这个问题的出现,PCB扭曲的原因有如下几种;
(1) PCB本身原材料选用不当,PCB的Tg低,特别是纸基PCB,其加工温度过高,会使PCB变弯曲。
(2) PCB设计不合理,元件分布不均匀会造成PCB热应力过大,外形较大的连接器和插座也会影响PCB的膨胀和收缩,乃至出现长久性的扭曲。
(3) 双面PCB,若一面的铜箔保留过大(如地线)。而另一面铜箔过少,会造成两面收缩不均匀而出现变形。
(4) 回流焊中温度过高也会造成PCB的扭曲。
针对上述原因,其解决办法如下:
在价格和空间容许的情况下,选用Tg高的PCB或增加PCB的厚度,以取得*佳长宽比;合理设计PCB双面的铜箔面积应均衡,在没有电路的地方布满钢层,并以网络形式出现,以增加PCB的刚度,在贴片前对PCB进行预热,其条件是105℃/4H;调整夹具或夹持距离,保证PCB受热膨胀的空间;焊接工艺温度尽可能调低;已经出现轻度扭曲时,可以放在定位夹具中,升温复位,以释放应力,一般会取得满意的效果。
七 IC引脚焊接后引脚开路/虚焊
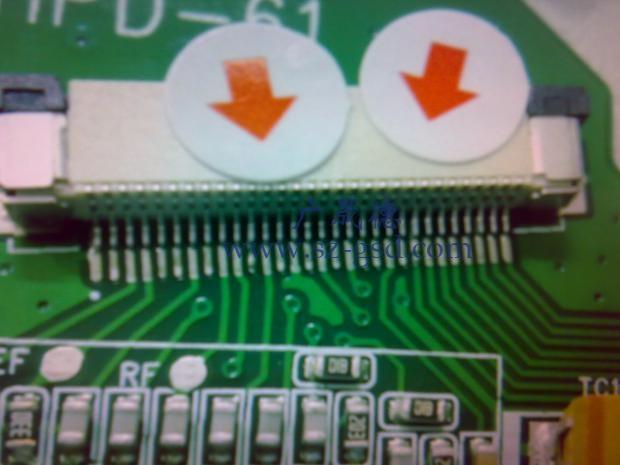
虚焊
IC引脚焊接后出现部分引脚虚焊,是常见的焊接缺陷,产生的原因很多,主要原因,一是共面性差,特别是QFP器件。由于保管不当,造成引脚变形,有时不易被发现(部分贴片机没有共面性的功能)。因此应注意器件的保管,不要随便拿取元件或打开包装。二是引脚可焊性不好。IC存放时间长,引脚发黄,可焊性不好也会引起虚焊,生产中应检查元器件的可焊性,特别注意存放期不应过长(制造日期起一年内),保管时应不受高温、高湿,不随便打开包装袋。三是锡膏质量差,金属含量低,可焊性差,通常用于QFP器件的焊接用锡膏金属含量应不低于90%.四是预热温度过高,易引起IC引脚氧化,使可焊性变差。五是模板窗口尺寸小,以致锡膏量不够。通常在模板制造后应仔细检查模板窗口尺寸,不应太大也不应太小,并且注意与PCB焊盘尺寸相配套。
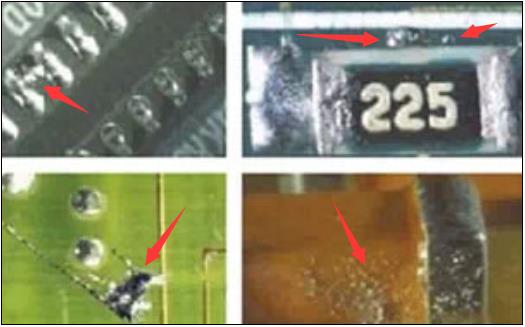
八 片式元件开裂

元件开裂
在SMC生产中,片式元件的开裂常见于多层片式电容器(MLCC),其原因主要是消应力与机械应力所致。
(1) 对于MLCC类电容来讲,其结构上存在着很大的脆弱性,通常MLCC是由多层陶瓷电容叠加而成,强度低,极不耐受热与机械力的冲击。
(2) 贴片过程中,贴片机Z轴的吸放高度,特别是一些不具备Z轴软着陆功能的贴片机,吸放高度由片式元件的厚度而不是由压力传感器来决定,故元件厚度的公差会造成开裂。
(3) PCB的曲翘应力,特别是焊接后,曲翘应力容易造成元件的开裂。
(4) 一些拼板的PCB在分割时会损坏元件。
预防办法是:认真调节焊接工艺曲线,特别是预热区温度不能过低;贴片时应认真调节贴片机Z轴的吸放高度;PCB的曲翘度,特别是焊接后的曲翘度,应有针对性的校正,如果PCB板材质量问题,需重点考虑。
九 其他常见的焊接缺陷
(1)差的润湿性
差的润湿性,表现在PCB焊盘吃锡不好或元件引脚吃锡不好。产生的原因:元件引脚PCB焊盘已氧化污染;过高的回流温度;锡膏质量差。均会导致润湿性差,严重时会出现虚焊。
(2) 锡量很少
锡量很少,表现在焊点不饱满,IC引脚根弯月面小。产生原因:印刷模板窗口小;灯芯现象(温度曲线差);锡膏金属含量低。这些均会导致锡量小,焊点强度不够。
(3) 引脚受损
引脚受损,表现在器件引脚共面性不好或弯曲,直接影响焊接质量。
产生原因:运输/取放时碰坏。为此应小心地保管元器件,特别是FQFP.
(4) 污染物覆盖了焊盘
污染物覆盖了焊盘,生产中时有发生。
产生原因:来自现场的纸片、来自卷带的异物、人手触摸PCB焊盘或元器件、字符印刷图位不对。因而生产时应注意生产现场的清洁,工艺应规范。
(5) 锡量不足
锡膏量不足,生产中经常发生的现象。
产生原因:**块PCB印刷/机器停止后的印刷;印刷工艺参数改变;钢板窗口堵塞;锡膏品质变坏。上述原因之一均会引起锡量不足,应针对性解决问题。
(6) 锡膏呈角状
锡膏呈角状,生产中经常发生,且不易发现、严重时会连焊。
产生原因:印刷机的抬网速度过快;模板孔壁不光滑,易使锡膏呈宝状。
相关参考
温度曲线测试仪(SMT制造工艺--回流焊2,回焊炉的温度曲线)
在设定回焊炉的温度曲线前,首先我们要了解影响回流焊温度的几个关键地方以及温度曲线的几个温区情况。影响炉温的关键地方是:1.各温区的温度设定数值2.各加热马达的温差3.链条及网带的速度4.所使用的锡膏成份5.PCB板的...
温度曲线测试仪(SMT制造工艺--回流焊2,回焊炉的温度曲线)
在设定回焊炉的温度曲线前,首先我们要了解影响回流焊温度的几个关键地方以及温度曲线的几个温区情况。影响炉温的关键地方是:1.各温区的温度设定数值2.各加热马达的温差3.链条及网带的速度4.所使用的锡膏成份5.PCB板的...
smt回流焊温度曲线一般是根椐你所使用锡膏和PCB上的器件以及它所使用的材料来设定的,而且在不同的PCB不同的环境下,所产生的温度曲线也是不样的。我们所测试的温度曲线其实是测试PCB板子上的温度,不是你所看到的炉子上...
...片打样产品大多采用整体加热再流焊接,用远红外/热风回流焊。回流焊出现问题不可怕,可怕的是不知道解决方案或是解决速度过慢,这样才可以快速恢复生产,回流焊对SMC/SMD的影响因素主要是焊接时的热冲击,SMT小批量贴片加...
...片打样产品大多采用整体加热再流焊接,用远红外/热风回流焊。回流焊出现问题不可怕,可怕的是不知道解决方案或是解决速度过慢,这样才可以快速恢复生产,回流焊对SMC/SMD的影响因素主要是焊接时的热冲击,SMT小批量贴片加...
英田激光(400-9900-509)表示在焊接过程中,我们都希望基板从贴装工序开始,到焊接工序结束,质量都处于最优质状态。但实际上这很难实现。由于焊接工程的工序繁复,因此在工作中避免不了一些焊接缺陷。这些焊接缺陷通常...
英田激光(400-9900-509)表示在焊接过程中,我们都希望基板从贴装工序开始,到焊接工序结束,质量都处于最优质状态。但实际上这很难实现。由于焊接工程的工序繁复,因此在工作中避免不了一些焊接缺陷。这些焊接缺陷通常...
日本拉力计(目前SMT表面贴装技术中,最全的锡膏印刷步骤及工艺指引)
...再次回熔并固化成为金属焊点之过程,谓之ReflowSoldering(回流焊接)。此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾...
...艺时,使用低温锡膏进行焊接工艺。以保护不能承受高温回流焊焊接的元件和PCB板,很受LED行业欢迎。其合金成份为SnBi(sn42bi58),锡粉颗粒度介于25~45um之间。无铅低温锡膏的特性:无铅低温铅膏推荐曲线1、熔点低、熔点138℃...
灯板过炉治具(SMT波峰焊治具、载具、过炉治具清洗实施方案)
...品设备仪器各种各样主控芯片上面的电子元件都需要通过回流焊的加工工艺焊接到pcb电路板上面的。回流焊工艺技术可以通过再次融化事先划定到pcb板焊层上面的泥状软纤焊接材料,完成表层安装电子元器件焊端或脚位与pcb板焊...