气体保护焊的焊接技巧(CO2气体保护焊基本操作「焊接实操篇」)
Posted
篇首语:我的知识和成功,全是靠勤奋学习取得的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气体保护焊的焊接技巧(CO2气体保护焊基本操作「焊接实操篇」)相关的知识,希望对你有一定的参考价值。
气体保护焊的焊接技巧(CO2气体保护焊基本操作「焊接实操篇」)
CO2气体保护焊是以CO2为保护气体进行的一种焊接方法,也是一种常用的焊接方法。
这种方法操作比较简单、成本低,应用非常广泛,尤其适用于自动焊和全方位焊接。CO2气体保护焊在焊接时周围环境不能有风,适合于室内作业,室外焊接需要增加围挡。
下面介绍一下CO2气体保护焊的基本操作 :
1、准备:
操作前要仔细检查焊机水、电、气等连接是否正确,确认以后打开电源,调整合适焊接参数。
2、调整焊丝:
焊接前应调节好焊丝的伸出长度,触动遥控盒上的点动开关或焊枪上的控制开关将焊丝送出枪嘴,保持伸出长度在10到15 毫米之间。如焊丝端部有粗大的球形头,应用钳子剪掉,因为球状端头等于加粗了焊丝的直径,并在该球状端头表面上覆盖一层氧化膜,影响引弧的质量。
3、引弧:
CO2气体保护焊采用碰撞短路引弧方法,所以引弧时不必抬起焊枪,只要保证焊枪有足够的工作距离。具体步骤如下:
1)将焊枪放置在引弧处,此时焊丝端部先不要与工件发生接触,大约2-3 mm距离。
2)接通焊枪上的控制开关,焊机自动提前送气,延时接通电源,保持较高的电压和较慢的送丝速度,当焊丝与工件发生碰撞并引起短路后,就可以引燃电弧。
一定要注意,短路时焊枪有自动顶起的倾向,故而引弧时要稍用力下压焊枪,防止因焊枪抬起太高,电弧太长而熄灭。
4、焊接:
CO2气体保护焊接可以采用左焊法和右焊法。
右焊法时,焊池被电弧力吹向后方,因此电弧能直接作用于母材上,从而获得较大的熔深,焊道变为窄而凸起。但是焊接时不便观察,不易准确掌握焊接方向,容易焊偏,尤其焊接对接接头时。
采用左向焊法时,电弧大部分时间作用在液态熔池上,所以熔深减小,而焊道变得宽而平。左焊法能清楚地看到待焊接头,易掌握焊接方向,不会焊偏。所以CO2气体保护焊一般都采用左焊法。
注意焊接整个过程中,要保持焊枪适当的倾斜和枪嘴高度,焊枪移动要尽可能做到匀速。如果焊接的坡口较宽,两侧不容易熔合好,这时候要使焊枪横向摆动,这样有利于两侧的熔合。
操作时,要注意对焊接效果进行观察,因为提前预设的焊接参数不一定就是最适合的参数,要根据焊机的实际效果,如熔池情况、电弧稳定性、飞溅大小及焊缝成形的好坏等,随时对焊接参数进行调整。
CO2气体保护焊接运丝方式有直线移动法和横向摆动法。
直线移动法即焊丝只做直线运动不做横向摆动。平焊位角焊缝一般采用直线摆动法,为了得到较大的焊脚,可以采用小电流,做前后摆动的方法,一般情况不允许横向摆动法。
横向摆动运丝是在焊接过程中,以焊缝中心线为基准做两侧的横向交叉摆动。平焊对接焊缝时,应根据坡口间隙的大小采用不同的摆动方式,
当坡口间隙较小为0.2-1.4mm时,一般采用直线焊接或者小幅度摆动。
当坡口间隙为1.2-2.0mm时,采用锯齿形的小幅度摆动,在焊道中心稍快些移动,而在坡口两侧大约停留0.5~1s,如图所示。
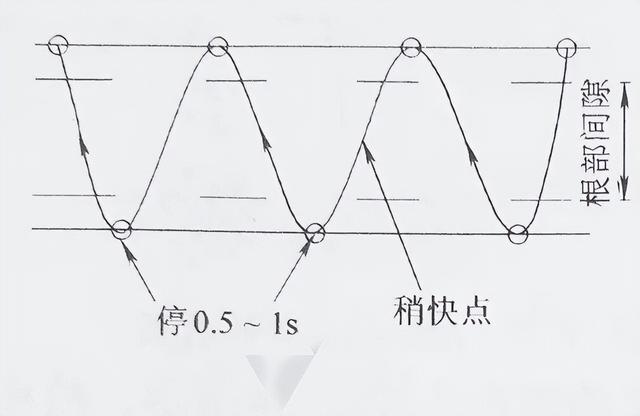
横向摆动运丝
当坡口间隙更大时,摆摆动方式在横向摆动的同时还要前后摆动,这时不应使焊接电弧直接作用到间隙上,如图所示。
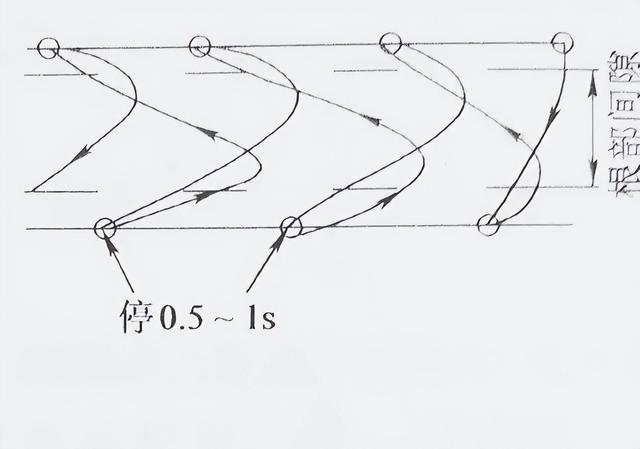
横向摆动加前后摆动
横向摆动操作时需注意以下事项:运丝时以手臂为主以手腕为辅进行操作。左右摆动的幅度要一样,摆动幅度不能太大。为避免焊缝中心过热,摆到中心时速度稍快,而在两侧时应稍做停顿。有时为了降低熔池温度,避免液态金属漫流,焊丝可做小幅度的前后摆动,摆动时须均匀。
5、收弧:
焊接结束前还有一项重要的工作是收弧。如果收弧操作不当,可能会在焊接处产生弧坑以及出现裂纹、气孔等缺陷。大部分焊机配有专门的收弧坑控制电路,只需要在焊枪收弧处停止前进,同时接通收弧坑控制电路,电弧电压就会自动减小,直到熔池填满。
而对于没有弧坑控制电路,或者是因电流小没有开启弧坑控制电路的焊机,需要操作人员所以应在弧坑处稍做停留,然后慢慢地抬起焊枪,这样可使弧坑填满,并使熔池金属在未凝固前仍受到良好的保护(有时候要在熔池未完全凝固时反复断弧、引弧,重复多次,直至填满弧坑为止)。
注意:CO2气体保护焊操作时,要使用正确的持枪姿势,包括:使身体与焊枪保持自然状态,手腕能够灵活地带动焊枪进行平移或转动。
焊接过程中,软管电缆最小曲率半径应该大于300mm,这样焊接时才能够任意拖动焊枪。
焊接过程中,要能够维持焊枪的倾角不变,还可以清楚方便地对熔池进行观察。焊枪向前移动尽量做到匀速运动,速度大小可根据电流的大小、熔池的形状、工件熔和程度等情况来调整。
总结。以上是CO2气体保护焊接的主要操作步骤和注意事项,也是目前CO2弧焊机器人编程操作的基本步骤:剪丝、起弧、焊接、收弧。总体来说CO2气体保护焊接操作比较简单,只要加强练习,保持手腕稳定,很容易上手。
相关参考
1、80年代曾有专家提出:CO2焊接工艺方法不适合锅炉、压力容器的焊接,因为其塑韧性不稳定。主要原因是过去的CO2焊丝标准沿袭了原苏联的旧标准,焊丝含Mn量偏高(Mn:1.8~2.1%),Mn/Si比值高,焊缝强度高,塑韧性偏低。随...
气体保护焊包括哪些(工程机械内部资料(二):CO2气体保护焊基本操作技术)
工程机械内部资料,要学的请速度:CO2气体保护焊基本操作技术(二)昨天介绍了二保焊的基本操作技术前两项:CO2气体保护焊引弧和CO2气体保护焊焊枪摆动方式,今天继续余下部分。请关注我:光头机电,去获取更多有价值的...
熔化气体保护焊(气体保护焊与手动电弧焊的区别竟然是这个,快速学会操作,速看)
二氧化碳气体保护焊具有成本低、抗氢气孔能力强、适合薄板焊接、易进行全位置焊接等优点,广泛应用于低碳钢和低合金钢等黑色金属材料的焊接。二氧化碳气体保护焊的主要缺点是焊接过程中产生金属飞溅。飞溅不但会降低...
熔化气体保护焊(气体保护焊与手动电弧焊的区别竟然是这个,快速学会操作,速看)
二氧化碳气体保护焊具有成本低、抗氢气孔能力强、适合薄板焊接、易进行全位置焊接等优点,广泛应用于低碳钢和低合金钢等黑色金属材料的焊接。二氧化碳气体保护焊的主要缺点是焊接过程中产生金属飞溅。飞溅不但会降低...
焊机怎么调电流跟电压(CO2气体保护焊接电流及电压的选择实战解析「焊接实操篇」)
我们都知道焊接电流控制焊缝熔深,焊接电压控制焊缝熔宽。要想保证焊缝成形及焊接质量,焊接电流和焊接电压需要选择合适且匹配合理。焊接电流和焊接电压的选择都是有选择原则和经验依据的,这个原则和依据我们会详细...
焊机怎么调电流跟电压(CO2气体保护焊接电流及电压的选择实战解析「焊接实操篇」)
我们都知道焊接电流控制焊缝熔深,焊接电压控制焊缝熔宽。要想保证焊缝成形及焊接质量,焊接电流和焊接电压需要选择合适且匹配合理。焊接电流和焊接电压的选择都是有选择原则和经验依据的,这个原则和依据我们会详细...
CO2保护焊是以CO2为保护气体隔绝空气,浓度需达到95.5%,含水量小于0.05%,通电时焊丝熔化进行焊接,属于弧焊。CO2保护焊特点1.生产效率高:由于CO2焊的电流密度大,电弧热量利用率较高,焊后不需清渣,因此比手工电弧焊生产率高...
CO2保护焊是以CO2为保护气体隔绝空气,浓度需达到95.5%,含水量小于0.05%,通电时焊丝熔化进行焊接,属于弧焊。CO2保护焊特点1.生产效率高:由于CO2焊的电流密度大,电弧热量利用率较高,焊后不需清渣,因此比手工电弧焊生产率高...
气体保护焊可以分成哪两大类(气体保护焊与手动电弧焊的区别竟然是这个,快速学会操作,速看)
二氧化碳气体保护焊具有成本低、抗氢气孔能力强、适合薄板焊接、易进行全位置焊接等优点,广泛应用于低碳钢和低合金钢等黑色金属材料的焊接。二氧化碳气体保护焊的主要缺点是焊接过程中产生金属飞溅。飞溅不但会降低...
气保焊送丝机怎么改氩弧焊送丝(这三种焊接方式学会了,工资肯定涨)
...CO2保护焊CO2保护焊简称气保焊,高效率的焊接方法,以CO2气体作保护气体,依靠焊丝与焊件之间的电弧来熔化金属的气体保护焊的方法称CO2焊。这种焊接法都采用焊丝自动送丝,敷化金属量大,生产效率高,质量稳定。3