气体保护焊的分类(气保焊、MAG,CO2傻傻分不清)
Posted
篇首语:非淡泊无以明志,非宁静无以致远。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气体保护焊的分类(气保焊、MAG,CO2傻傻分不清)相关的知识,希望对你有一定的参考价值。
气体保护焊的分类(气保焊、MAG,CO2傻傻分不清)
1、80年代曾有专家提出:CO2焊接工艺方法不适合锅炉、压力容器的焊接,因为其塑韧性不稳定。主要原因是过去的CO2焊丝标准沿袭了原苏联的旧标准,焊丝含Mn量偏高(Mn:1.8~2.1%),Mn/Si比值高,焊缝强度高,塑韧性偏低。随着焊丝质量的改进,引用欧美焊丝标准,Mn/Si比值适当(Mn:1.4~1.85%,Si:0.8~1.15%),CO2焊缝塑韧性值均略高于碱性低氢焊条的塑韧性值。2、CO2焊缝中的氢含量降低,焊缝的抗裂性较好。CO2焊是一种超低氢焊接方法,焊缝中扩散氢的含量远远低于碱性低氢焊条,CO2气体的氧化性可抑制焊缝金属中[H]的含量,其对焊缝金属的氧化可通过焊丝中加入铝、钛、硅、锰等脱氧剂消除。
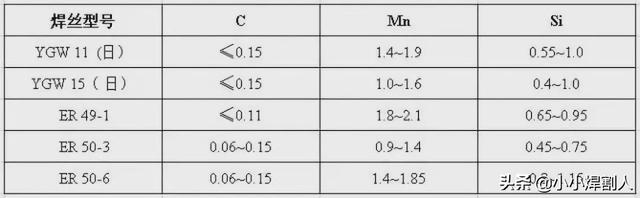
表1:实心焊丝的化学成分(质量分数)(%)
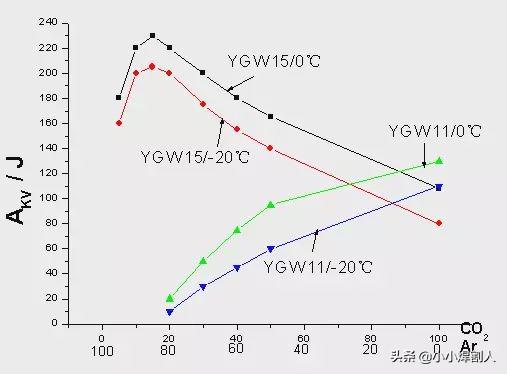
图1:两种焊丝在不同保护气体下的韧性值分析表1和图1的试验结果得知,当Mn/Si比值高的焊丝(YGW11)在混合气体(80%Ar+20%CO2)保护下焊接,因Mn、Si等合金元素过渡系数很高,焊缝的强度、硬度高,其冲击韧性值最低。而低Mn低Si的焊丝(YGW15),在混合气体保护下(MAG)焊接,因Mn、Si等合金元素过渡合理,熔敷金属〔Mn〕≈1.0%,〔Si〕≈0.4%,强韧比性能良好,其冲击韧性值最高。
目前大多数工厂无论CO2焊接,还是MAG焊接,都使用一种焊丝(ER50-6),不是合理的工艺选择,应该是使用Mn偏高的焊丝适用于CO2焊接;Mn偏低的焊丝适用于富氩焊接,二者不宜互换代用。
3、采用混合气体保护焊(MAG焊),合金元素过渡系数高,焊缝综合机械性能优良。焊接接头的冲击韧性值较高,如鸟巢工程上使用的MG-51T实心焊丝其熔敷金属的机械性能(见表2)。

表2:MG-51T实心焊丝其熔敷金属的机械性能
Ar+CO2混合气体保护焊(MAG焊)的电弧稳定了阴极斑点,提高了电弧的稳定性。保护气体中加入75~95%Ar,增大了电弧的热功率,熔池金属的润湿性好,大电流焊接焊道平铺无凸起缺陷,改善了焊缝熔深形状和外观成型,减小咬边倾向。
4、MAG焊电弧增强了熔滴过渡的稳定性。熔滴短路过渡时飞溅少(较CO2焊减少10~20%)。当焊接电流超过喷射过渡的临界电流时(如ø1.2实心焊丝MAG焊时电流I>280A),熔滴达到射流过渡状态,实现了无飞溅焊接。
5、当焊接电流低于临界电流时采用脉冲熔化极电源,均能达到无飞溅的脉冲射滴、射流过渡。
6、CO2焊采用药芯焊丝由于电弧和熔池都是在气+渣联合保护下,具有飞溅少、气孔少、韧性高、熔深大、熔敷速度高等特点,更加适合锅炉压力容器重要受压元件的焊接。但缺点是对于全位置焊接的难度比较大,要在操作上注意手法,对于管道全位置焊接尽量采用右焊法来控制飞溅。
看到这里,您是恍然大悟,还是无法抉择呢?
没关系,您无需抉择!
有了它,CO2/MAG两种功能任您切换!
迈格泰克 NB-500

精细波形控制技术,飞溅比传统焊机降低20%—30%
专家数据库,具有一元化功能,可根据焊丝直径、气体、材料自动匹配最优参数,实现“傻瓜式”调节
焊机输出能力强,自动补偿电缆压降,焊接电缆可达50米
一机两用,具有CO2、MAG功能选择,MAG焊接电弧更加稳定,飞溅更小。

迈格泰克
技术源于意大利,将电弧控制与焊接工艺相结合
血统纯正 焊接科技新概念
创新研发能力领先于行业标准水平
目前生产、销售近20个系列,200多种型号规格的焊接及切割产品、逆变充电器等。
zx7-225:逆变式直流弧焊机

zx7-250C:逆变式直流弧焊机

ZX7-285G:逆变式直流弧焊机

迈格泰克已获得中外专利40多项,所有产品获得中国质量认证中心CCC产品强制认证,及德国产品安全质量认证(GS)、欧盟产品安全质量认证(CE)、美国产品质量安全认证(ETL)、加拿大产品安全认证(CSA)以及欧洲EMC认证等。
迈格泰克
意大利先进焊接电源技术与中国生产优势的融合体,
JOIN US
你还在犹豫吗?
相关参考
CO2气保焊送丝不稳就这样解决……引言:CO2气体保护焊在焊接时经常出现送丝不畅通、不均匀的出丝现象,这样会给焊接带来困难并直接影响焊接质量,应该一次焊完的焊缝经常分好几段才能焊完。笔者根据自己多年的焊接操作经...
焊接低碳钢和低合金钢(常见各种焊接方法(手工电弧,气保焊,埋弧焊)的介绍及优劣)
...介绍及优劣势各种焊接方法的英文字母表示:GMAWF:熔化极气体保护焊含有:1.MIG熔化极惰性气体保护焊2.MAG熔化极活性气体保护焊)FCAW:药芯焊丝气体保护焊GMAW:实芯焊丝气体保护焊SMAW:药皮焊条电弧焊SAW:埋弧自动焊手工电弧焊...
焊接低碳钢和低合金钢(常见各种焊接方法(手工电弧,气保焊,埋弧焊)的介绍及优劣)
...介绍及优劣势各种焊接方法的英文字母表示:GMAWF:熔化极气体保护焊含有:1.MIG熔化极惰性气体保护焊2.MAG熔化极活性气体保护焊)FCAW:药芯焊丝气体保护焊GMAW:实芯焊丝气体保护焊SMAW:药皮焊条电弧焊SAW:埋弧自动焊手工电弧焊...
氩弧焊手工焊两用焊机电路图(焊接大神都懂的手工电弧焊、氩弧焊、气保焊等离子切割区别和用途)
...自动焊,当然也可以用手工。3、MIG和MAG的区别主要在保护气体。设备近似,但前者一般用氩气保护,适合焊接有色金属;后者在氩气里一般掺二氧化碳活性气体,适合焊接高强钢和高合金钢。4、TIG、MIG都是惰性气体保护焊,俗称氩弧焊...
焊机烧保险丝是什么问题(气保焊常见的几个故障和异常现象的处理方法)
...紧固部分的松脱、忘记开关、设定的错误、电缆的断线、气体胶管的龟裂漏气、CO2焊枪损坏等,这些故障和异常现象是可以由操作者自己排除的。故障和异常现象①焊接中产生气孔,一般情况下与CO2焊机本身故障无关a、气体调...
焊机烧保险丝是什么问题(气保焊常见的几个故障和异常现象的处理方法)
...紧固部分的松脱、忘记开关、设定的错误、电缆的断线、气体胶管的龟裂漏气、CO2焊枪损坏等,这些故障和异常现象是可以由操作者自己排除的。故障和异常现象①焊接中产生气孔,一般情况下与CO2焊机本身故障无关a、气体调...
焊枪焊接技巧方法视频(CO2气保焊飞溅大怎么办?看看老焊工如何解决)
...小的焊枪前倾或后倾的角度最好不要超过20度两换:更换气体,更换焊丝80%氩气+20%二氧化碳时飞溅率最低药芯焊丝的飞溅率约为实心焊丝的三分之
焊枪焊接技巧方法视频(CO2气保焊飞溅大怎么办?看看老焊工如何解决)
...小的焊枪前倾或后倾的角度最好不要超过20度两换:更换气体,更换焊丝80%氩气+20%二氧化碳时飞溅率最低药芯焊丝的飞溅率约为实心焊丝的三分之
...焊炬必须先检查吸射性能和气密性,焊炬的各连接部位、气体能道及调节阀等处,不得沾有油脂。·焊炬点火时,应先开乙炔阀点燃,后开氧气阀调节火焰;关火时,应先关乙炔,后关氧气。停止使用时,严禁将焊炬、胶管和气源...
熔化极气体保护焊简介熔化极气体保护焊采用可熔化的焊丝与工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。熔化极气体保护...