气体保护焊包括哪些(工程机械内部资料(二):CO2气体保护焊基本操作技术)
Posted
篇首语:进学致和,行方思远。本文由小常识网(cha138.com)小编为大家整理,主要介绍了气体保护焊包括哪些(工程机械内部资料(二):CO2气体保护焊基本操作技术)相关的知识,希望对你有一定的参考价值。
气体保护焊包括哪些(工程机械内部资料(二):CO2气体保护焊基本操作技术)
工程机械内部资料,要学的请速度:CO2气体保护焊基本操作技术(二)
昨天介绍了二保焊的基本操作技术前两项:CO2气体保护焊引弧和CO2气体保护焊焊枪摆动方式,今天继续余下部分。
请关注我:光头机电,去获取更多有价值的机械电子知识!
三、CO2气体保护焊接头
CO2气体保护焊不可避免地要有接头,接头的处理好与坏,也直接关系到焊件的使用寿命,为保证接头头质量,可采取下列步骤操作
1)将待烟头处用磨光机打磨成斜面,如图所示。
2)在斜面顶部引弧,引燃电弧后,将电弧移至斜面底部转一圈返回引弧处后再继续向左焊接,如图所示。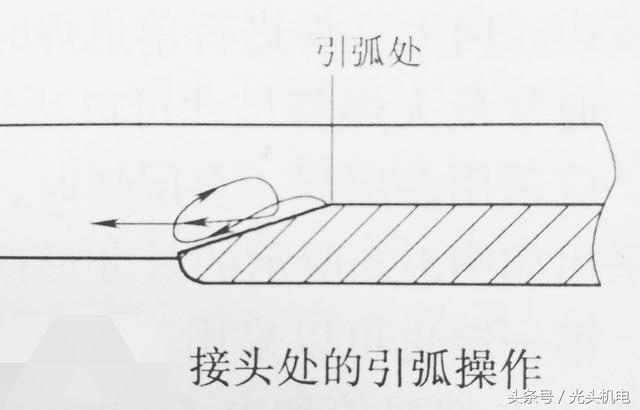
但需注意的是:引燃电弧后向斜面底部移动时,要注意观察熔孔的变化:
若未形成熔孔则接头处背面焊不透。
若熔孔太小,则接头处背面产生缩颈。
若熔孔太大,则背面焊缝太宽或焊漏。
四、OO2气体保护焊收弧焊接结束前必须收弧。(如果有引弧板,那必须在引弧板上收弧)
若收弧不当容易产生弧坑并出现弧坑裂纹(火日裂纹),气孔等缺陷。
操作时可可以采取以下措施:
1)CO2气体保保护焊机有弧坑控制电路,则焊枪在收弧处停止前进,同时接通此电路,焊接电流与电弧电压会自动变小,在熔池填满时自动断电。
2)CO2气体保护焊焊机没有弧坑控制电路或因焊接电流小没有使用弧坑控制电路时,在收弧处焊枪停止前进,并在熔池未凝固时,反复断弧,引弧几次,直到弧坑填满为止。
操作时动作要快,若熔池已凝固才引弧,则可能产生未熔合及气孔等缺陷。
不论采取哪种方法收弧,在收弧时焊枪除停止前进外,不能抬高喷嘴,即使弧坑已填满,电弧已熄灭,也要让焊枪在弧坑处停留几秒钟后才能移开,因为灭弧后,控制线路仍保证延退送一段时间保护气,以保证熔池凝固时能得到可靠的保护,若收弧时抬高焊枪,则容易因保护不良而引起缺陷。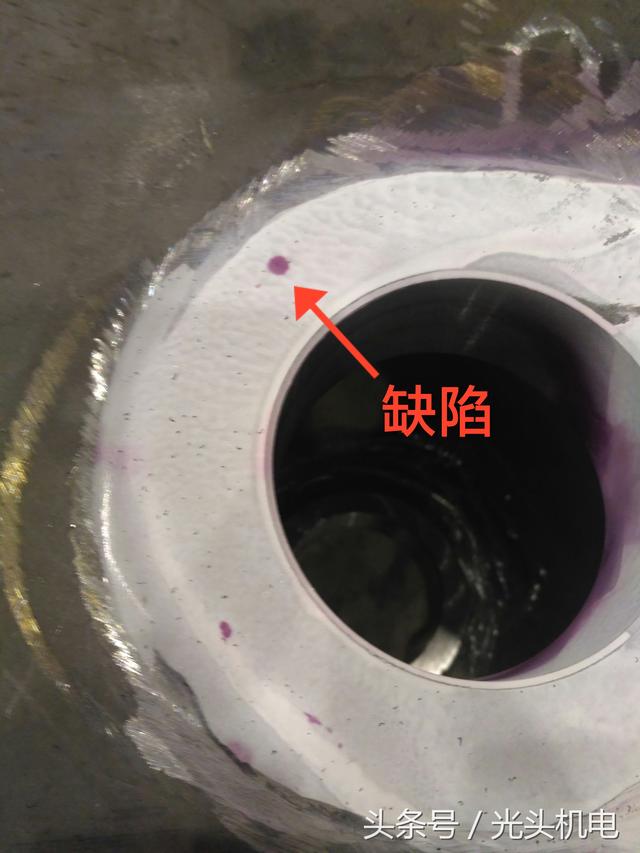
这个习惯希望大家在初学就养成好,在我身边的同事就有好多吃过亏的,灭弧后,焊枪一扔,干其他去了,结果。。。
五、OO2气体保护焊定位焊
焊接定位焊焊缝时必须注意以下几点::
1)必须按照焊接工艺规定,采用与工艺规定同牌号,同直径的焊丝,(我们就有严格的规定:定位焊丝,角焊焊丝,对接焊丝都是不同的,绝对不能用错!)用相同的焊接参数施焊。
若工艺规定焊前需预热,焊后需缓冷(也就是后热),则焊定位焊焊缝前也要预热,焊后也要缓冷(后热)。
2)定位焊必须保证熔合良好,余高不能太高,起头和收尾处应圆滑不能太陡,防止焊缝接头时两端焊不透。
3)定位焊缝的长度、余高高度、间距要按规定执行其参考尺寸见表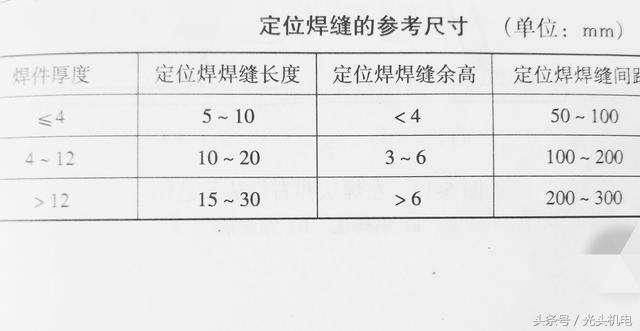
4)为防止焊接过程中焊件裂开,应尽量避免强制装配,必要时可增加定位焊缝的长度,并减小定位焊缝的间距。
5)定位焊缝不能焊在焊缝交叉处或焊缝方向发生急剧变化的地方(也就是说,应力集中之处),通常至少应离开这些地方50mm才能焊定位焊焊缝。
6)定位焊后必须尽快焊接,避免中途停顿或存放时间过长,定位焊用焊接电流可比正常焊接时焊接电流大10%~15%。
六、OO2气体保护焊左焊法与右焊法
CO2气体保护焊的操作方法,可以按照焊枪的移动方向(向左或向右)分为左焊法和右焊法,如图所示。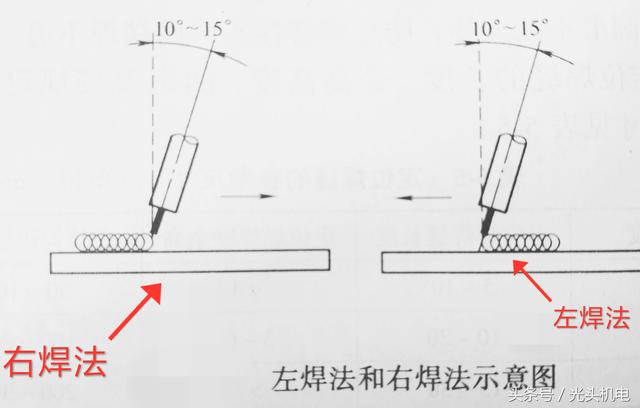
右焊法焊接时,熔池的可见度及气体保护效果较好,但因焊丝直指熔池,电弧将熔池中的液态金属向后吹,容易造成余高和焊波过大,影响焊缝成形,并且焊接时喷嘴挡住待焊的焊缝,不便于观察焊缝的间隙,容易焊偏。
左焊法焊接时,喷嘴不会挡住视线,能够清楚地看见焊缝,故不容易焊偏,并且熔池受到的电弧吹力小,能得到较大熔宽,焊缝成形美观,所以左焊法应用比较普遍。
欢迎评论留言,点赞,请关注我:光头机电,下一期:二保焊V型坡口单面焊双面成形
相关参考
...,仍需了解】A.手工电弧下向焊B.半自动焊C.全自动焊D.CO2气体保护焊【参考答案】D【解析】本题考查的是焊接材料与设备选用原则。CO2气体保护焊有风不能施焊。2.关于焊接工艺评定的说法,正确的有()。2017.22A.用于验证和评...
气体保护焊的焊接技巧(CO2气体保护焊基本操作「焊接实操篇」)
CO2气体保护焊是以CO2为保护气体进行的一种焊接方法,也是一种常用的焊接方法。这种方法操作比较简单、成本低,应用非常广泛,尤其适用于自动焊和全方位焊接。CO2气体保护焊在焊接时周围环境不能有风,适合于室内作业,...
CO2气体保护焊,是利用CO2气体作为保护的一种电弧焊接方法。在焊接过程中,很多焊工朋友都会有频繁出现气孔的问题,小编今天带大家捋一捋对策~出现气孔的原因防止措施(1)母材不洁.(1)焊接前注意清洁被焊部位.(2)焊丝有锈或...
CO2气体保护焊,是利用CO2气体作为保护的一种电弧焊接方法。在焊接过程中,很多焊工朋友都会有频繁出现气孔的问题,小编今天带大家捋一捋对策~出现气孔的原因防止措施(1)母材不洁.(1)焊接前注意清洁被焊部位.(2)焊丝有锈或...
...激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应用广泛缺点:焊接生产效...
...激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应用广泛缺点:焊接生产效...
气体保护焊焊接技术论文(分享:高强韧中锰钢CO2 气体保护焊接头的疲劳性能)
摘要:采用CO2气体保护焊对30mm厚高强韧中锰钢板进行对焊试验,通过圆棒拉压疲劳试验获得中锰钢焊接接头的应力幅-寿命曲线,测定了其高周疲劳极限并观察其断口形貌。结果表明:在应力比为-1、循环次数为107周次条件下,中锰钢焊...
1、80年代曾有专家提出:CO2焊接工艺方法不适合锅炉、压力容器的焊接,因为其塑韧性不稳定。主要原因是过去的CO2焊丝标准沿袭了原苏联的旧标准,焊丝含Mn量偏高(Mn:1.8~2.1%),Mn/Si比值高,焊缝强度高,塑韧性偏低。随...
CO2保护焊是以CO2为保护气体隔绝空气,浓度需达到95.5%,含水量小于0.05%,通电时焊丝熔化进行焊接,属于弧焊。CO2保护焊特点1.生产效率高:由于CO2焊的电流密度大,电弧热量利用率较高,焊后不需清渣,因此比手工电弧焊生产率高...
CO2保护焊是以CO2为保护气体隔绝空气,浓度需达到95.5%,含水量小于0.05%,通电时焊丝熔化进行焊接,属于弧焊。CO2保护焊特点1.生产效率高:由于CO2焊的电流密度大,电弧热量利用率较高,焊后不需清渣,因此比手工电弧焊生产率高...